

4. Описание процесса токарной обработки с использованием резца
Процесс резания на токарном станке осуществляется при вращательном главном движении, сообщаемом обрабатываемой заготовке, и при прямолинейном (поступательном) движении подачи, сообщаемом резцу, который перемещается влево.
Элементами режима резания при точении заготовки являются:
скорость резания,
подача,
глубина резания.
5. Оформление отчета
Заполнить титульный лист, см. Приложение.
Оформить отчет, см. Общие требования к выполнению практических заданий, оформлению работы и ее защите.
Приложение 5.1
Пермский государственный технический университет
Кафедра «Технология машиностроения»
ЗАДАНИЕ
К ПРАКТИЧЕСКОМУ ЗАДАНИЮ №2
«Определение геометрических параметров
режущего инструмента для выполнения операции механической обработки»
по дисциплине «Технология машиностроения»
Студенту (ке) ___________________________________________________ группы гр. ________
Исходные данные: _______________________________________________
________________________________________________________________
Тип производства:_______________________________________________
Приложение 2.2
-
Модуль
m
3
Число зубьев
Z
20
Степень точности
-
8-9
Высота зуба
H
2,53
Диаметр основной окружности
d
68,931
Цементировать h 1,0…1,4 мм, кроме резьбы; HRCэ 60…64,
сердцевина – HRCэ 32…46
острые кромки зубьев затупить фасками 1×45о с обоих торцов
неуказанные предельные отклонения размеров h14, H14,±IT14/2
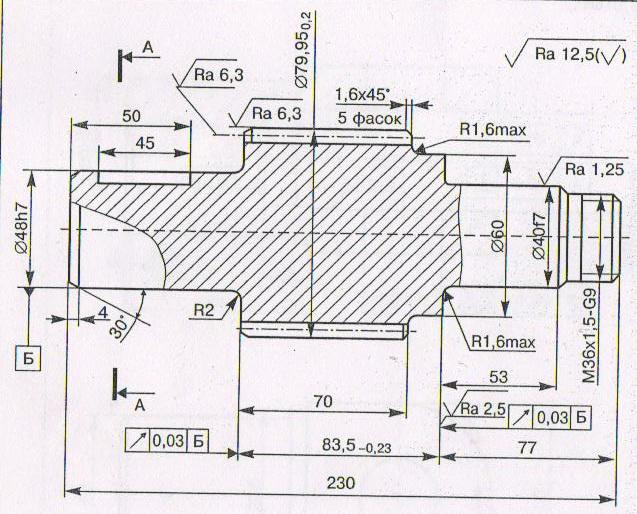
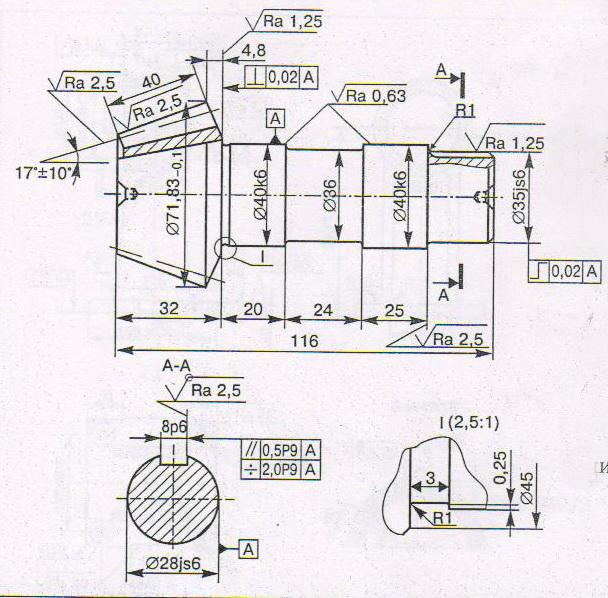
Вал-шестерня
Сталь 25ХГНМТ
Масса 6,3 кг
Приложение 2.3

-
Модуль
M
2,5
Число зубьев
Z
20
Диаметр ролика
Dp
5,176
Размер по роликам
Mp
38,9
1 HB 241///269
2 * размер для справок
3 неуказанные предельные отклонения размеров h14, H14,±IT14/2
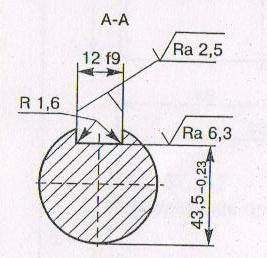
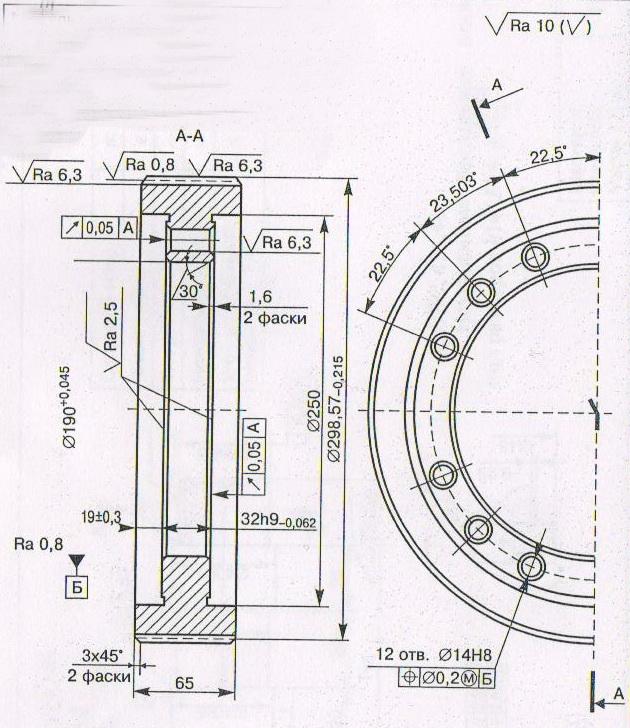
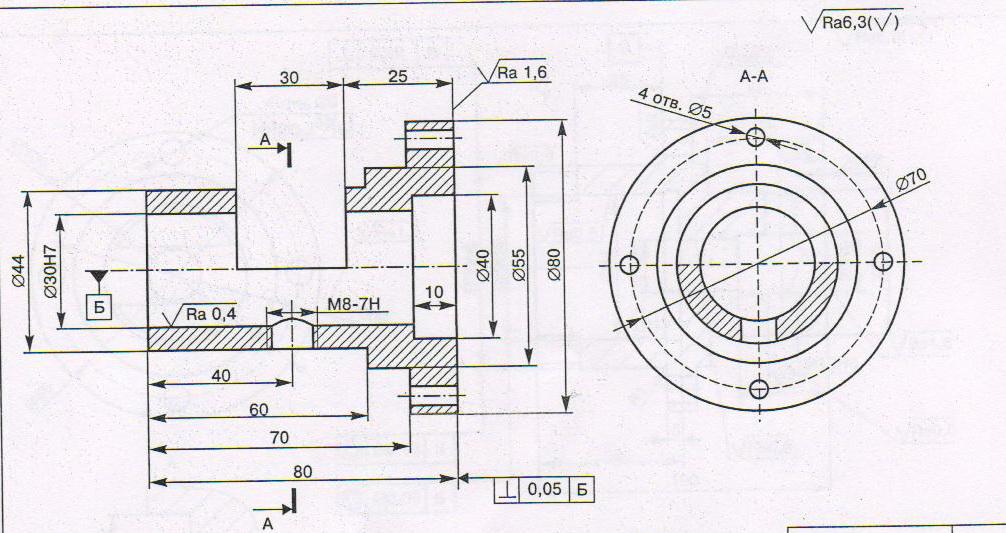
Фланец кулака
Сталь 45
Масса 4,2 кг
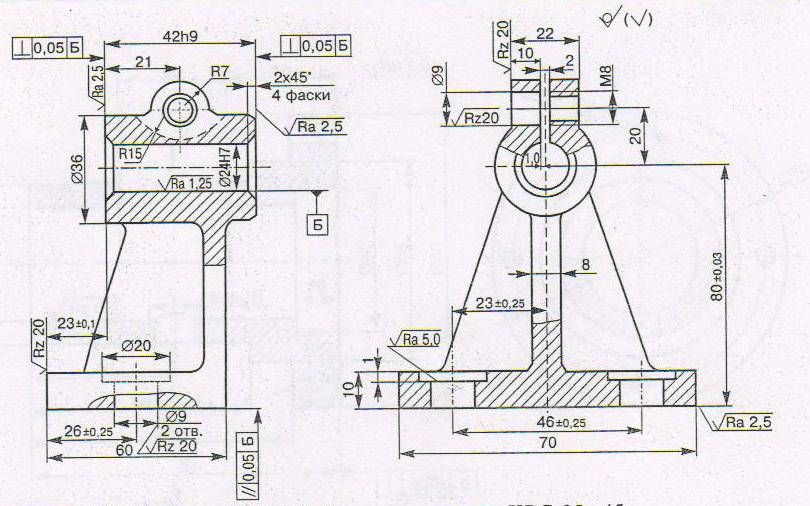
Приложение 2.4
HRCэ 37…42
неуказанные предельные отклонения размеров h14, H14, ±IT14/2
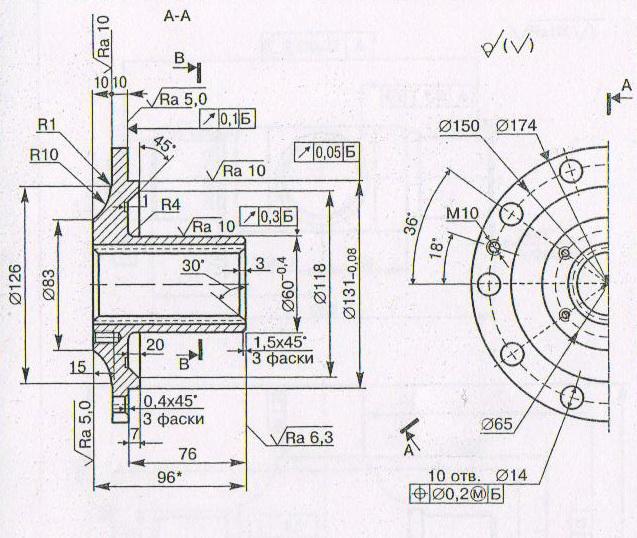
Серьга
Сталь 45
Масса 1,6кг
Приложение 2.5
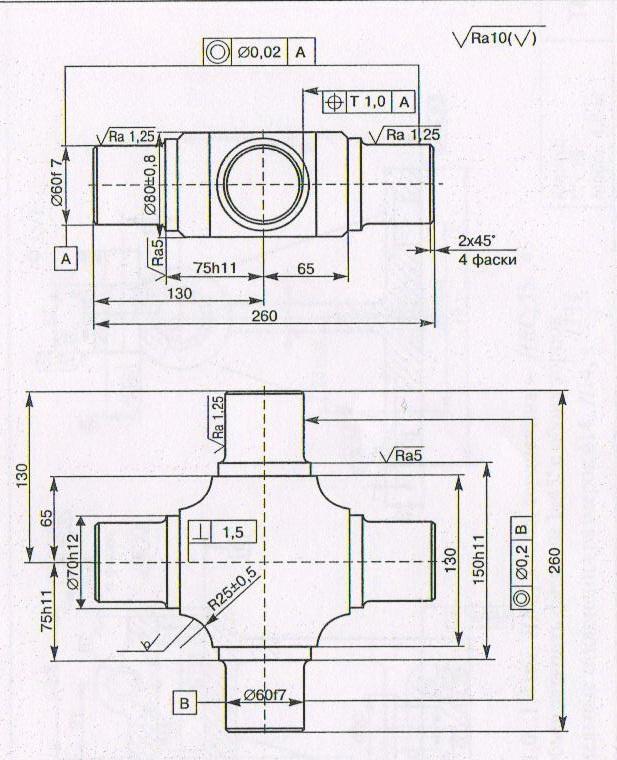
цементировать h 0,7…0,9 мм; HRCэ 58…62
неуказанные предельные отклонения размеров h14, H14, ±IT14/2
Крестовина
Сталь 20
Масса 7,1 кг
Приложение 2.6
|
Модуль |
m |
2,5 |
|
Число зубьев |
Z |
45 |
|
Высота зуба |
H |
2,428 |
|
Размер по роликам |
- |
8-9 |
цементировать h 1.0…1,4мм; HRCэ 58…65, сердцевина – HRCэ 35…45
острые кромки зубьев затупить фасками 1×45о с обеих торцов
неуказанные предельные отклонения размеров h14, H14, ±IT14/2
Шестерня
Сталь 30ХГТ
Масса 6,5 кг
Приложение 2.7
Цементировать h1,0…1,4мм; HRCэ 58…65, сердцевина – HRCэ 35…45
острые кромки зубьев затупить фасками 1×45о с обеих торцов
неуказанные предельные отклонения размеров h14, H14,±ШЕ14/2
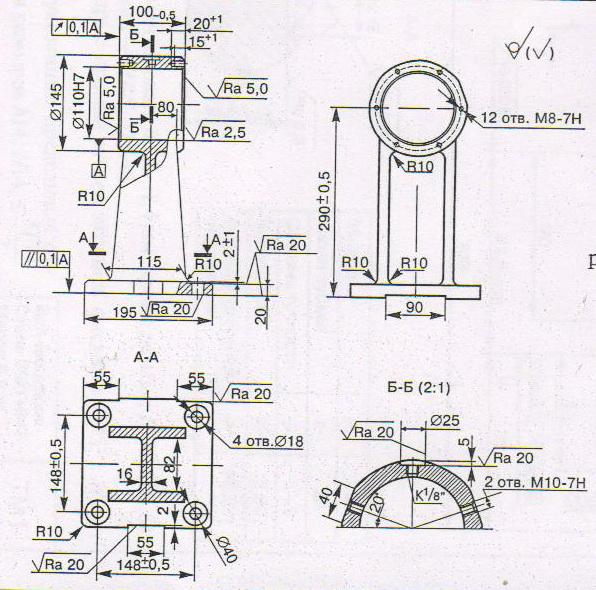
Корпус
СЧ18
Масса 4,6 кг
Приложение 2.8
|
Окружной модуль |
M |
2 |
|
Число зубьев |
Z |
34 |
|
Тип зуба |
- |
Прямой |
|
Исходный контур |
- |
ГОСТ 13745-88 |
|
Угол делительного конуса |
< |
15о52 |
HRCэ 42…48
неуказанные предельные отклонения размеров h14, H14,±IT14/2
Шестерня
Сталь 40Х
Масса 1,5 кг
Приложение 2.9
Неуказанные предельные отклонения размеров h14, H14,±IT14/2
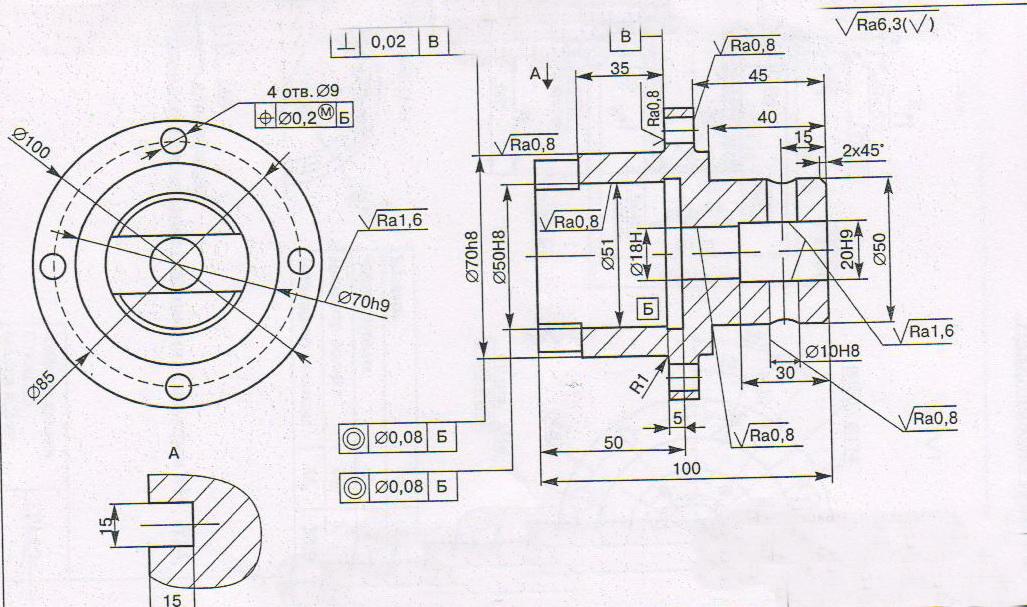
Фланец
Сталь 45
Масса 1,9 кг
Приложение 2.10
Неуказанные предельные отклонения размеров h14, H14,±IT14/2
Корпус
Сталь 45
Масса 2,2 кг
Приложение 2.11
Неуказанные предельные отклонения размеров h14, H14,±IT14/2
Крышка
Сталь 45
Масса 2,2 кг