

[SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch(z-lib.org)
.pdfконцов ленты пломбы и ушка, отгибаемого вниз-вверх. Недостаток таких соединений заключается в снижении прочности ленты и соответственно образованной из нее обвязки на 10 – 15% в местах содержащих просечки.
Сваркой замки выполняются на обвязках образованных из металлической или синтетической ленты. Концы металлической ленты в месте образования замка складываются внахлестку и соединяются между собой точечной сваркой в нескольких местах расположенных по оси симметрии ленты (рис.19.20м). Такой замок является одним из наиболее эффективных и надежных. Однако для получения прочного соединения необходимо чтобы металлическая лента в месте сварки имела качественную и чистую поверхность. Концы синтетических лент, выполненных из термопластичных полимеров (полипропилена и полиэстера) в месте образования замка прочно соединяются между собой по всей сопрягаемой внахлестку поверхности термосваркой и сваркой трением. Достоинством сварных соединений является то, что на поверхности замка не образуются утолщения и выступы, которые в процессе обращения пакета могли бы повредить продукцию.
Замки перекручиванием концов выполняются на обвязках, образованных из отожженной проволоки (рис.19.20п). Такая обвязка транспортных пакетов экономична и эффективна. Однако следует учитывать, что натянутая проволока в местах перегиба на торцах пакета, из-за малой площади контакта, может повредить сопрягаемую поверхность изделий. Предотвращается это укладкой в таких местах под обвязку жестких защитных уголков (рис.19.20з) и других подкладок, увеличивающих поверхность контакта и защищающих изделия от повреждений (протирания) обвязками.
Замки обжимными гильзами (рис.19.20г-д) цилиндрическими и овальными выполняются обычно на обвязках, изготовленных из неотожженной проволоки, канатов и шнуров. При образовании такого замка концы обвязки пропускаются с противоположных сторон через отверстие гильзы, натягиваются и после этого гильза обжимается в нескольких местах (рис.19.20р) или обжимается и волнообразно перегибается несколько раз вместе с концами, образуя замок равнопрочный с обвязкой. Изготавливают гильзы из тонкостенных трубок, выполненных из низкоуглеродистой стали или алюминия и его сплавов. Концы обвязок из шнуров соединяют также различными видами самозатягивающихся узлов, которые выполняются вручную.
С помощью обвязок формируют, например, бесподдонные транспортные пакеты из продукции, упакованной в ящики. Такие пакеты могут выполняться с одним сквозным внутренним проемом для вилочного захвата, с двумя внутренними сквозными проемами без защитных уголков и с защитными уголками под обвязками (рис.19.21а). При формировании этих пакетов в пазы на дне специального кондуктора вначале укладывают мерные отрезки обвязочной ленты. Затем в кондукторе формируется пакет из ящиков 1, устанавливаемых плотно друг к другу в соответствии с принятой схемой укладки. Далее на торцы сформированного пакета, при необходимости, устанавливают защитные уголки 2, а в сквозные внутренние проемы 3 – защитные прокладки 4, выполненные из картона или дощечек. После этого ленты 5 обводят вокруг пакета, натягивают и скрепляют замками, а излишки
101

концов, находящиеся за местом соединения, обрезают. Требуемое количество обвязочных поясов на пакете определяется исходя из размеров ящиков, схемы их укладки, массы и размеров транспортного пакета, а также прочности обвязочной ленты.
Рис.19.21. Транспортные пакеты, скрепленные пакетирующими обвязками
Обвязки широко применяются также в комплекте с другими средствами пакетирования и, в частности, для скрепления пакетов, сформированных на плоских поддонах. Ящики 1 (рис.19.21б) с упакованной продукцией укладывают при этом на стандартный плоский многооборотный поддон 2 в несколько ярусов предпочтительно в перевязку на высоту не более 1800 мм. Затем на торцы сформированного пакета устанавливают защитные уголки 3 и скрепляют его вместе с поддоном двумя вертикальными 4 и двумя горизонтальными 5 обвязками, выполненными из стальной или полимерной упаковочной ленты. Масса брутто такого пакета на поддоне 800 х 1200 мм должна быть не более 1000 кг, а на поддоне 1000 х 1200 мм – не более 1250 кг. При формировании транспортного пакета, например, на одноразовом деревянном поддоне 1 (рис.19.21в) из рулонов 2 металлической ленты, последние плотно сматывают, обвязывают 1 – 2 круговыми обвязками 3 и укладывают стопою на поддон, чередуя с прокладками 4, защищающими кромки ленты от повреждений. Затем сформированный пакет скрепляют вместе с поддоном 2 – 6 радиальными обвязками 5, выполненными из стальной упаковочной ленты или отожженной проволоки.
Для формирования же транспортных пакетов из фанеры 1 (рис.19.21г) и других листовых материалов предназначена многооборотная обвязка типа А-1 состоящая из двух стяжек 2, изготовленных из полосовой стали, а также двух гибких элементов 3, выполненных из капроновой технической ленты, и колец 4. При формировании пакетов эти обвязки специальными устройствами натягиваются и скрепляются за кольца замком 5, образованным из отрезка стальной упаковочной ленты или проволоки.
Процесс обвязывания обычно включает в себя обводку ленты вокруг сформированного пакета, ее натяжение, соединение сопрягающихся концов ленты между собой и обрезку ее излишков, находящихся за местом соединения.
Схемы обвязки различных транспортных единиц выбираются в зависимости от их исполнения, массы, габаритных размеров, устойчивости формируемого пакета и условий перевозки. Затем определяются с прочностью, типом и размерами ленты, подходящей для их скрепления. Выбор, прежде всего, необходимо сделать между стальной и синтетической лентой. Стальные
102

ленты, как правило, прочнее, но цена на них и применяемое скрепляющее оборудование значительно выше. Кроме того, стальные ленты менее удобны в работе, поэтому использовать их следует тогда, когда для скрепления тяжелых грузовых единиц недостаточно прочности синтетических лент. Из синтетических лент наиболее популярны полипропиленовые. Полиэстеровые ленты прочнее их, но и стоят значительно дороже. При выборе ленты по прочности необходимо исходить из того, что она должна обеспечивать целостность скрепляемой транспортной единицы в процессе товарообращения, а не ее переноску. Поднимать за ленту можно лишь легкие грузы (примерно до 25 кг). Поэтому прочность ленты может быть намного меньше веса груза. Например, лента с разрывной нагрузкой 400 кг может использоваться для обвязки укрупненных грузовых единиц весом в 3 – 4 тонны. Определившись с прочностью, типом и размерами применяемой ленты, переходят к выбору необходимого технологического оборудования, которое по конструктивному исполнению подразделяется на ручной инструмент и приспособления, а также полуавтоматические устройства и высокопроизводительные обвязочные автоматы.
Ручной инструмент может быть операционным (выполняющим одно определенное действие) и комбинированным (выполняющим несколько действий), а по виду привода – механическим (приводимым в действие усилием рук человека), а также с электроили пневмоприводом.
Рис.19.22. Ручной инструмент для обвязывания лентами
Например, клещи ручные механические модели Н-34 (рис.19.22а) применяются для соединения концов ленты шириной 12 – 15 мм предварительно натянутых обвязочных поясов металлическими скобами, то есть они выполняют одну операцию и поэтому обычно используются в паре с натяжным инструментом. Ручной же механический натяжной инструмент модели Hard Grip P310 (рис.19.22б) предназначен для синтетических лент шириной 12 – 19 мм и обеспечивает фиксацию одного конца ленты, захват и необходимое натяжение ее второго конца при формировании обвязочного пояса, а также обрезку свободного конца ленты после соединения сведенных концов пояса фиксирующей скобой или затягивающейся пряжкой.
103
Ручной механический комбинированный инструмент модели МУЛ-17 (рис.19.22в) обеспечивает, в свою очередь, обвязку формируемых грузовых единиц стальными лентами шириной 13 – 20 мм и толщиной 0,3 – 0,8 мм за счет выполнения таких действий, как: фиксация одного конца ленты, захват и натяжение с усилием до 6000 Н второго конца формируемого обвязочного пояса, соединение сведенных концов ленты фигурными просечками и обрезка ее свободного конца. Усилие, прикладываемое к натяжной рукоятке инструмента, не превышает при этом 200 Н, а прочность выполненного соединения на сформированном поясе составляет 80% от прочности ленты. Рациональное конструктивное исполнение позволило уменьшить вес этого инструмента до 3,65 кг, при габаритных размерах 370 x 100 x 180 мм, и повысить его надежность за счет установки усиленного ролика натяжения и подшипников в просечном механизме, а также применения более прочных литых рукояток и их резьбового соединения с колодками.
Ручным же комбинированным инструментом с пневмоприводом модели OR-H21A (рис.19.22г) аналогичным образом осуществляется стационарная обвязка грузовых единиц стальными лентами шириной 16 – 19 мм и толщиной 0,5 – 0,8 мм с соединением их сведенных концов фигурными просечками. Пневмопривод при этом выполняет регулируемое натяжение ленты с усилием до 6500 Н, а также соединение ее концов просечным фигурным замком и обрезку свободного конца ленты. Масса этого инструмента – 11,5 кг.
Ручной комбинированный электо- и пневмоинструмент широко применяется также для обвязки грузовых единиц синтетическими лентами с соединением концов скрепляющих поясов скобами, пряжками, а также термосваркой или сваркой трением.
Например, комбинированный пневмоинструмент модели XQD-HT13-19 (рис.19.22г) предназначен для работы с полипропиленовыми и полиэстеровыми лентами шириной 13 – 19 мм и обеспечивает их регулируемое натяжение с усилием до 3000 Н, а также соединение сведенных концов обвязочного пояса сваркой трением с обрезкой свободного конца ленты. При сварке трением уложенные внахлестку концы ленты сжимаются двумя пластинами инструмента, а затем быстрым трением друг о друга разогреваются до пластичного состояния и свариваются по сопрягающимся поверхностям с прочностью соединения, составляющей 80 – 90% от прочности ленты. Питается он сжатым воздухом, поступающим под давлением 0,6 МПа по шлангу с внутренним диаметром 6,35 мм при расходе до 12 дм3 в секунду. Масса этого инструмента 3,8 кг, а габаритные размеры – 275 х 115 х 130 мм.
Ручной комбинированный электроинструмент (стреппинг машина) модели Strapex STB 52 (рис.19.22д) аналогичного назначения обеспечивает, в свою очередь, механическое натяжение с помощью рукоятки синтетических лент шириной 12 – 19 мм и толщиной 0,6 – 1,0 мм с усилием до 2300 Н, а также термоконтактную сварку их сведенных концов с обрезкой. Питается от встроенного аккумулятора, обеспечивающего до 200 рабочих циклов с одной зарядки и имеющего эксплуатационный ресурс до 3000 подзарядок. Масса этого инструмента – 4,3 кг.
Ручной же комбинированный электроинструмент модели Messersi’ P300 (рис.19.22е) питается через пятиметровый шнур от электросети переменного
104

тока напряжением 220/230В и частотой 50/60 Гц. Он обеспечивает автоматическое натяжение синтетических лент шириной 9 – 15 мм и толщиной 0,4 – 0,8 мм с усилием до 1600 Н, а также термоконтактную сварку их сведенных концов и обрезку. Прочность получаемого этим способом сварного соединения составляет около 90% от прочности применяемой ленты.
Компактный, легкий и дешевый ручной механический инструмент, не требующий источников питания, обычно используют для скрепления транспортных пакетов в условиях единичного и мелкосерийного производства, то есть при небольших объемах производимой продукции или выполнении этих операций вне помещений. Работающие с ним получают существенную физическую нагрузку при низкой производительности труда. Более же высокая производительность обеспечивается ручным комбинированным инструментом с электрическим и пневматическим приводом, существенно облегчающим работу оператора. Высокая мобильность этого инструмента позволяет осуществлять обвязку пакетируемой продукции, расположенной практически в любом месте производственного помещения, а также при разнообразных расположениях скрепляющих поясов в пространстве, в том числе и на грузах со сложными внешними очертаниями.
Наряду с разнообразным ручным инструментом при обвязке пакетируемой продукции широко используются и различные приспособления, например, такие как тележка-размотчик модели Н83-Е синтетической ленты, приспособление модели ErgoPack 600 для обвязки синтетической лентой и другие. В частности, мобильное приспособление модели ErgoPack 600
(рис.19.23а) обеспечивает обводку обвязывающими поясами из синтетической ленты транспортных пакетов, формируемых на поддонах. Внутри установленного на тележке 1 корпуса 2 этого приспособления располагается цепь 3, состоящая из шарнирно соединенных звеньев, в канал которой заправляется синтетическая лента, разматывающаяся с катушки 4, располагающейся на корпусе.
Рис.19.23. Приспособление модели ErgoPack 600 для обвязки синтетической лентой
В процессе работы оператор подкатывает и устанавливает это приспособление рядом с транспортным пакетом в месте наложения на него
105
обвязочного пояса, а затем вращением по часовой стрелке ручки 5 выдвигает из корпуса 2 через нижний направляющий канал 6 цепь 3, несущую синтетическую ленту, разматывающуюся с катушки 4. Цепь при этом проходит под поддоном на заданную длину, далее поворачивается и движется вертикально на высоту скрепляемого пакета, а затем снова поворачивается, и по верху пакета перемещается обратно к приспособлению. После выполненной обводки оператор берет конец доставленной ленты (рис.19.23б) и, удерживая его, возвращает цепь в корпус вращением ручки 5 в обратном направлении. Необходимые длины участков цепи, проходящих под поддоном, вертикально и по верху пакета задаются при этом кратными 0,2 м в интервале размеров от 0,8 до 2,4 метра. Затем соответствующим комбинированным инструментом оператор производит натяжение, а также сварку сведенных концов сформированного обвязочного пояса и обрезку свободного конца ленты. Далее приспособление устанавливается им в месте наложения следующего обвязочного пояса и цикл повторяется. Таким образом, это мобильное, надежное и удобное в эксплуатации приспособление размерами 770 х 630 х 1200 мм и массой в 75 кг своей выдвигающейся до 6 метров цепью существенно ускоряет обвязку синтетической лентой шириной 12 – 19 мм формируемых на поддонах транспортных пакетов шириной до 2,4 и высотой до 2,3 метра.
Высокопроизводительное же полуавтоматическое и автоматическое стационарное обвязочное оборудование обычно применяют при больших объемах производимой продукции в условиях серийного и массового производства.
В частности, для скрепления сгруппированной упакованной продукции или штучных изделий в укрупненные транспортные единицы широко применяются конструктивно простые полуавтоматические обвязочные столы. Например, такой стол модели ТР-202 габаритными размерами 582 х 910 х 770 мм и массой 85 кг, содержит располагающиеся в столешнице механизмы, обеспечивающие натяжение синтетической ленты, сварку концов обвязки и отрезку свободного конца ленты, а также располагающуюся под столешницей ось, на которую устанавливается катушка с разматываемой полипропиленовой лентой шириной 6 – 15 мм. В процессе работы оператор вручную группирует на этом столе изделия в укрупненную транспортную единицу, затем обводит вокруг нее обвязочную ленту, разматывающуюся с катушки, и конец ленты вставляет в соответствующий паз столешницы. Срабатывающий при этом датчик включает механизмы, которые в автоматическом режиме захватывают этот конец, натягивают ленту с заданным усилием, соединяют термоконтактной сваркой уложенные внахлестку концы сформированного обвязочного пояса и отрезают от него свободный конец ленты. После этого оператор перемещает транспортную единицу по столешнице на заданный шаг и скрепляет ее следующим поясом, и эти действия повторяются им до окончательной обвязки транспортной единицы в соответствии с принятой схемой. Длительность же цикла наложения одного пояса составляет примерно 7 – 10 секунд, а питается этот полуавтомат от однофазной сети переменного тока напряжением 220 В.
106
Ваналогичных автоматических обвязочных машинах на столешнице размещается арка, обеспечивающая автоматическую обводку скрепляемой транспортной единицы синтетической лентой, продвигаемой по ее желобу с разматывающейся катушки роликовым механизмом подачи и натяжения ленты.
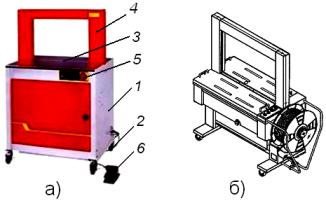
Вчастности, такой обвязочный автомат модели ТР-701 (рис.19.24а)
содержит корпус 1, установленный на стопорящихся колесных опорах 2, а также располагающиеся на нем столешницу 3 с аркой 4, пульт управления 5 и присоединенную ножную педаль 6 пуска. Под столешницей же внутри корпуса располагаются: механизм установки и размотки катушки, оснащенный магнитным тормозом и датчиком контроля окончания ленты; устройство ее автоматической заправки; роликовый механизм подачи и натяжения обвязочной ленты; механизм термоконтактной сварки, содержащий датчик температуры и таймер регулирования времени охлаждения шва; а также механизм обрезки свободного конца ленты и электрооборудование. Для обеспечения безопасной эксплуатации все пять электродвигателей, а также механизм сварки и другое электрооборудование автомата питаются электрическим током напряжением 24 В, а подключается он к сети переменного тока частотой 50 Гц и напряжением 220 В. Потребляемая мощность составляет 500 Вт.
Перед началом работы автомата конец ленты с установленной катушки укладывают на ролик устройства заправки, затем поворачивают вверх соответствующий рычаг, закрывают переднюю дверцу корпуса и нажатием кнопки «старт» осуществляют автоматическую заправку ленты, которая проходит по монолитному желобу арки, выполненному из износостойкого материала.
Впроцессе же работы оператор устанавливает на столешнице автомата сформированный из продукции пакет так, чтобы место наложения на него обвязочного пояса располагалось под аркой, и нажимает на кнопку (или педаль) пуска цикла обвязки в процессе автоматического выполнения которого лента выходит из паза арки и обтягивает пакет с заданным усилием, а также соединяются термоконтактной сваркой уложенные внахлестку концы обвязочного пояса, отрезается от него свободный конец ленты и она снова проводится по желобу арки.
Рис.19.24. Обвязочные автоматы с аркой
Продолжительность выполнения этого цикла составляет от 1,2 до 2 сек и зависит от размеров арки. После этого оператор перемещает транспортную
107
единицу по столешнице на заданный шаг и скрепляет ее следующим поясом, и эти действия повторяются им до окончательной обвязки транспортной единицы в соответствии с принятой схемой.
Ширина применяемых обвязочных синтетических лент 5 – 9 мм, усилие их натяжения – до 350 Н, а внутренний диаметр катушки для ленты равен 200 мм. Размеры автомата: длина – 830 мм, ширина – 620 мм, а высота до уровня стола регулируется в пределах от 870 до 1020 мм. Проем в его стандартной арке имеет длину 550 мм и высоту 400 мм. По специальным же заказам этот автомат может выполняться с проемами в арке длиной от 550 до 1650 и высотой от 300 до 1000 мм.
Обвязочный автомат модели ТР-6000 аналогичного назначения
(рис.19.24б) отличается от рассмотренного тем, что у него снаружи корпуса установлена катушка с синтетической лентой и заправка ленты в механизм подачи и натяжения осуществляется вручную. Техническая же характеристика у данного обвязочного автомата следующая.
Производительность, обвязок/мин …………………………………29;
Размеры проема в стандартной арке, мм:
длина ………………………………………………………… 850; высота ……………………………………………………….. 600;
Ширина обвязочной синтетической ленты, мм, ……………. 8 – 15,5; Усилие натяжения обвязочной ленты, Н, не более ………………700;
Внутренний диаметр катушки с лентой, мм, …………………… 280; Питание: переменный ток частотой 50 Гц и напряжением, В….. 220; Потребляемая мощность, кВт, не более …………………………..... 1; Габаритные размеры, мм, не более ……………… 1430 х 620 х 1540;
Масса, кг, не более ………………………………………………… 225.
При больших объемах производимой продукции, пакетируемой на поддонах в крупногабаритные грузовые единицы, для их скрепления обвязками применяют специальные высокопроизводительные автоматы, встраиваемые в поточные комплексно механизированные и автоматизированные линии. Разнообразные автоматы такого типа, производит, например, фирма «Messersi» (Италия).
Вчастности, обвязочный автомат модели OR60 этой фирмы
(рис.19.25а) обеспечивает скрепление транспортных пакетов, формируемых на поддонах, синтетическими лентами, опоясывающими их в горизонтальной плоскости (рис.19.25б). Он содержит портал 1 (рис.19.25а), внутри которого располагается конвейер, перемещающий в шаговом режиме транспортные пакеты, а также движущуюся вертикально по стойкам портала арку 2, обеспечивающую автоматическую обводку скрепляемой транспортной единицы синтетической лентой, разматываемой с катушки 3 устройства 4 и продвигаемой по ее желобу роликовым механизмом подачи и натяжения ленты. Программирование и управление работой автомата в ручном и автоматическом режимах производится с пульта 5, закрепленного на стойке портала.
Впроцессе работы шаговым перемещением конвейера в этот автомат подается очередной транспортный пакет, который останавливается соосно с
108

проемом арки 2. После этого арка опускается на заданный уровень и осуществляется цикл обвязки пакета первым скрепляющим поясом, в процессе выполнения которого лента выходит из паза арки и обтягивает пакет с заданным усилием, а также соединяются термоконтактной сваркой уложенные внахлестку концы обвязочного пояса, отрезается от него свободный конец ленты и она снова проводится по желобу арки.
Рис.19.25. Автоматы, обвязывающие лентой крупногабаритные грузовые единицы
После этого арка опускается на шаг, обеспечивая наложение следующего пояса, и эти действия повторяются до окончательной скрепления транспортной единицы горизонтальными поясами в соответствии с принятой схемой. Затем арка ускоренно перемещается в верхнее исходное положение, конвейером в автомат доставляется следующий транспортный пакет и цикл повторяется.
Фирма «Messersi» производит также обвязочные автоматы модели
VR88 (рис.19.25г), аналогичным образом скрепляющие транспортные пакеты синтетическими лентами, опоясывающими их и в вертикальной плоскости (рис.19.25в). Этот автомат содержит портал 1 (рис.19.25г), внутри которого располагается конвейер, перемещающий в шаговом режиме транспортные пакеты, а также установленную в плоскости портала арку 2, обеспечивающую автоматическую обводку скрепляемой транспортной единицы синтетической лентой, разматываемой с катушки 3 устройства 4 и продвигаемой по ее желобу роликовым механизмом подачи и натяжения ленты. Программирование и управление его работой осуществляется с пульта 5, закрепленного на стойке портала.
При необходимости скрепления крупногабаритных грузовых единиц обвязками, опоясывающими их в вертикальной и горизонтальной плоскостях, что встречается достаточно часто, в соответствующих производственных поточных автоматизированных линиях устанавливаются оба этих автомата, последовательно выполняющих свои функции.
Приведенные автоматы обеспечивают скрепление транспортных пакетов различных типоразмеров полипропиленовыми или полиэстеровыми обвязочными лентами толщиной 0,6 – 1,2 мм и шириной 8 – 19 мм с регулируемым усилием их натяжения до 7000 Н. Необходимое количество обвязочных поясов и места их наложения на скрепляемую грузовую единицу
109
задаются программно, а время цикла выполнения одной обвязки составляет при этом от 1 до 2,5 секунды. Данные автоматы могут выполняться с арками, адекватными различным типоразмерам скрепляемых грузовых единиц, а также на них может устанавливаться дополнительная вторая арка, чем обеспечивается скрепление груза за один цикл сразу в двух местах. Кроме этого они могут укомплектовываться автоматическими устройствами для вставки защитных уголков под обвязки, для верхней фиксации неустойчивых транспортных пакетов и их уплотнения с четырех сторон, а также приводным поворотным столом для перекрестной обвязки и другими.
Инструмент, приспособления и технологическое оборудование для обвязки в самых разнообразных конструктивных исполнениях производят многие фирмы. В частности, наиболее качественные ручные инструменты этого класса выпускают фирмы Швейцарии, Германии, Чехии, и Италии, а из стран СНГ – Украины. При этом швейцарские и немецкие инструменты немного надежнее, но стоят неоправданно дорого, а чешские и украинские стоят в 2 – 3 раза дешевле и тоже отличаются хорошим качеством. Большинство же продаваемых автоматов и полуавтоматов этого класса тайваньского производства. По качеству они не уступают европейским, но по цене значительно дешевле. Кроме того, многие европейские фирмы в настоящее время размещают на Тайване заказы на производство такого оборудования, продавая его затем как европейское.
19.6. Адгезивные средства пакетирования
Адгезивными средствами пакетирования называют специальные материалы и композиции, обеспечивающие соединение тарно-штучных грузов в транспортные пакеты. Эти склеивающие материалы и композиции применяются обычно в комплекте с другими средствами пакетирования, например, такими, как поддоны, подкладные листы и обвязки.
Для закрепления грузов на поддонах в некоторых странах (Германии, США и других) применяют, например, выполненные из вспененного полистирола скрепляющие ленты, содержащие слои клея с одной или обеих сторон. Этими лентами грузы скрепляются на поддоне в жесткий транспортный пакет и одновременно защищаются от попадания на них влаги. Такое скрепление, при необходимости, позволяет снять часть продукции с поддона, не нарушая прочности остающейся части транспортного пакета.
Наряду с самоклеящимися лентами для скрепления пакетов применяют и адгезивные композиции (клеи), которые наносят непосредственно на поверхность упаковок. Эти клеи обладают значительной прочностью на сдвиг и высокой адгезией, которая не склеивает упаковки между собой в буквальном смысле этого слова, а только создает между ними высокое сцепление, обеспечивающее требуемую прочность и устойчивость сформированному пакету. Адгезивные композиции можно наносить на тару, выполненную из бумаги, картона, древесины, тканей, полимерных и других упаковочных материалов. В зависимости от объема работ и консистенции клея, его наносят на поверхность упаковки, при формировании транспортных пакетов, вручную (кистью, щеткой, валиком, пистолетом-распылителем) или с помощью специальных устройств.
110