

гос экзамен
.doc![]()
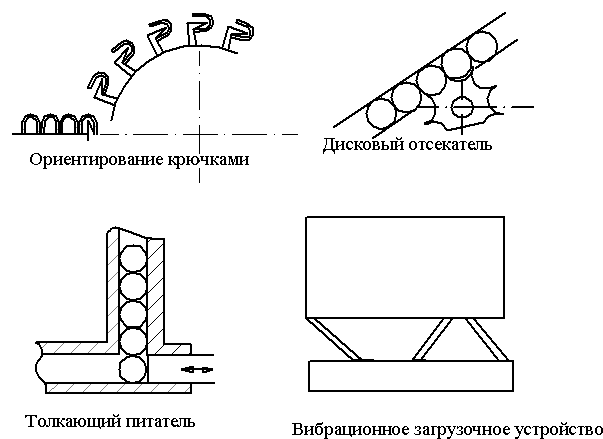
Различают две группы механизмов питания штучных заготовок. К первой относятся механизмы, которые сочетают в себе функции отсекателя и питателя, который транспортирует заготовку (деталь) в зону обработки. Отсекатель – механизм, предназначенный для поштучного отделения заготовок (деталей) от общего потока. Выборка деталей из общего потока производится за счет сил трения, без использования специальных механических захватных устройств, например вибрационные загрузочные устройства. Ко второй – механизмы, выполняющие непосредственное отделение заготовок от общего потока с использованием специальных механических устройств (крючков, дисков, карманчиков и т.п.) совершающих вращательное движение или возвратно-поступательное движение. Их недостаток наличие большого количества движущихся и трущихся частей. Используются также магазинные загрузочные устройства, в которые загружают предварительно ориентированные заготовки. Выдача заготовок из магазина осуществляется, как правило, специальными устройствами – автооператорами.
7,7
Использование систем диагностики состояния режущего инструмента посредством прямого или косвенного контроля позволяет существенно повысить эффективность производства. При прямом способе контроля износ режущей кромки инструмента измеряют непосредственно в процессе обработки детали во время совершения инструментом вспомогательных движений. Реализация прямого контроля связана с использованием сложных механизмов датчиков износа. При косвенных методах контроля специальные датчики принимают сигналы от определенных участков и узлов оборудования, заготовки, инструмента, содержащие информацию о величине и скорости износа режущего инструмента. Интенсивность износа инструмента зависит от характеристик процесса обработки и влияет на работу всех элементов технологической системы. К преимуществам косвенных методов диагностики относится сравнительная простота его реализации. Кроме того, косвенные методы позволяют непрерывно получать информацию о состоянии инструмента. Основной недостаток косвенных методов состоит в неточности, возникающие из-за влияния других факторов. Наиболее простые устройства косвенной оценки состояния режущего инструмента это регистрирующие мощность резания. Эти устройства не требуют существенной модернизации оборудования и не изменяют технических характеристик оборудования. Используются также устройства контролирующие силы резания. Эти устройства позволяют следить за степенью износа инструмента, обнаружить поломку, нарушение процесса удаления стружки из зоны резания, изменения припуска и твердости обрабатываемого материала. Контроль состояния инструмента осуществляют также устройствами, основанными на измерении акустических колебаний которые возникают при обработке. Интенсивность колебаний зависит от площади контакта задней поверхности инструмента и обрабатываемой детали, т.е. от степени износа по задней поверхности. Диагностика состояния режущего инструмента должна носить комплексный характер, так как практически все параметры, характеризующие работу инструментов, зависят не только от износа, но и от режимов резания и др. Измерительная система – совокупность средств измерения (мер, измерительных приборов) и вспомогательных устройств, предназначенных для выработки сигналов о результатах измерений в форме, удобной для автоматической обработки, передачи и использования в автоматических системах управления. Автоматические системы в зависимости от выполняемой функции разделяют на системы автоматического контроля, автоматического регулирования и автоматического управления технологическим процессом. Эти системы могут включать электрические, механические, гидравлические, пневматические элементы. Измерительные системы бывают пассивного и активного действия. Системы пассивного контроля подразделяют на контрольные автоматы, производящие автоматический контроль и сортировку деталей на годные и брак, контрольно-сортировочные автоматы, которые сортируют обрабатываемые детали, в том числе и по размерам на группы. Системы активного контроля деталей в процессе обработки позволяют автоматически управлять технологическим процессом. Они контролируют размер обрабатываемой детали и в зависимости от величины припуска регулируют режимы обработки путем передачи воздействий от исполнительного элемента на рабочий орган станка или прекращают обработку, если размер достигнут. Средства активного контроля применяются на финишных технологических операциях абразивной обработки, в первую очередь шлифование и хонингование. Это обусловлено высокими требованиями к точности и в ряде случаев относительно малой размерной стойкостью инструмента. Средства активного контроля используют также на расточных и реже на токарных операциях.
7,8
Автоматизированная складская система используется преимущественно в ГПС и предназначена для: приема с внутрицехового транспорта сырья, материалов, заготовок, инструмента, пустой тары и их временного складирования: выдача этих грузов на внутрицеховой транспорт. Взаимодействие складской системы с другими функционирующими в ГПС системами (транспортной, производственной) обусловлено: взаимной передачей материальных грузопотоков и информации: единой системой управления перемещения изделий в одной и той же таре по всем этапам переработки, транспортирования и складирования едиными технико-экономическими показателями деятельности ГПС. Автоматизированные склады различаются по следующим основным признакам: наличие стеллажных конструкций, типы и конструкции стеллажей и штабелирующих машин. Кроме того, автоматизированные склады различаются и по объему и размерам самих складов, выполняемым функциям, типам и параметрам складской тары, расположению участков приема и выдачи грузов по отношению к зоне хранения, уровню и техническим средствам автоматизации и др. В зависимости от объемов производства АСС бывают двух типов: интегрированные и дифференциальные. Интегрированные складские системы имеют единый автоматический склад для хранения деталей, заготовок, инструмента, технологической оснастки и других предметов труда. Такие складские системы применяют при малых грузопотоках, т.е. небольших объемах производства. Дифференциальные складские системы состоят из нескольких отдельных складских участков для хранения грузов определенной номенклатуры: склады деталей, склады заготовок, склады инструмента и т.д. Такие складские системы применяют при больших грузопотоках, следовательно, больших объемах производства. В зависимости от конструкции различают: стеллажный склад с напольным краном-штабелером, стеллажный склад с подвесным краном-штабелером, склад с гравитационными стеллажами и автоматизированными кранами-штабелерами, склад элеваторный, склад кассетного типа. Известны три принципиальные схемы подачи инструмента с центрального склада на станки. 1) Подача с центрального склада непосредственно к станкам, что при наличии большого количества ГПС, обслуживаемых центральным складом, увеличивает частоту транспортных потоков и значительно загружает работой центральный склад. Эту схему можно рекомендовать как временную на первых порах внедрения ГПС. 2) Подача инструмента с центрального склада на инструментальные участки отдельных ГПС, а затем непосредственно к станкам и загрузка в стационарные магазины на станках. Или подача к станкам вместе со сменными магазинами. 3) Подача инструментов с инструментального участка в склад-стеллаж общий для группы станков и загрузка роботом со склада-стеллажа в стационарные магазины станков. Доставка инструмента на станки непосредственно с центрального склада ограничивает автономию ГПС. Поэтому предпочитают втору или третью схему обеспечения инструментом. При этом, вторая схема требует наличия станков со сменными инструментальными магазинами. Треть схема позволяет автоматизировать загрузку инструментов как новых, так и существующих станков. Нет необходимости в больших инструментальных магазинах (или, вообще, можно использовать станки без инструментальных магазинов), возможно использование станков с инструментальными различной конструкции, тогда как при использовании схемы со сменными магазинами они должны быть одинаковыми. Наличие общего инструментального стеллажа сокращает общее количество инструментов, находящихся в обороте и, следовательно себестоимость продукции. Подача инструментального магазина к станку усложняет автоматизацию, требует специальных устройств для перевозки и установки магазинов разной конструкции, увеличивает транспортные потоки, увеличивается вероятность простоев в ожидании инструмента.
7,9
Автоматическая транспортная система (АТС), входящая в ГПС, обеспечивает получение из АСС и возврат изделий (полуфабрикатов, материалов, комплектующих изделий, инструмента, технологической оснастки и др.), перемещение их в заданном направлении с заданной скоростью, перекладку с одних транспортных средств на другие, установку на приемные устройства с заданной точностью, транспортировку изготовленных изделий на склад готовой продукции и т.д. Эта система должна удовлетворять требованиям ГПМ, сохранять ориентацию перевезенного груза, осуществлять связь с верхним уровнем управления. В состав АТС входят основное транспортное оборудование, основу которого составляют накопительные и ориентирующие устройства. В зависимости от условий производства в ГПС применяются транспортные средства трех видов: напольные роботы - электроробокары, подвесные транспортные роботы и конвейерные многоярусные системы. Гибкие транспортные системы имеют самостоятельный привод и автоматическое управление каждой транспортной единицей. Управление АТС может быть по траектории, по координатам и комбинированное. Если рабочая зона АТС обширна, а объекты транспортирования сильно рассеяны, то транспортную систему целесообразно создавать на базе транспортной сети, которая может иметь линейную, замкнутую, сетевую или древоподобную структуру. АТС, расположенные над полом, выполнены в виде подвесной дороги. Носители объектов подвешены на рельсе или наклонно на широких двойных направляющих. Несущий рельс с токоведущим кабелем и кабелем для передачи команд управления подвешен непосредственно к перекрытию цеха или на специальной опорной конструкции. В случае напольных транспортных систем носители перемещаются по производственным площадям. Их применение выгодно там где, адресные цели следуют непосредственной друг за другом. Данные системы сверху хорошо обозримы и доступны , для них требуются большие площади и более строгие меры безопасности. Перемещение осуществляется двумя способами. При первом способе используется установленный на полу и находящийся под напряжением направляющий рельс посредством которого осуществляется направление и управление транспортной единицей. При втором способе используется принцип слежения «направляющего следа», который проходит под полом.
7,10
Автоматические
линии могут быть выполнены по различным
структурным вариантам. От выбора
структуры линии во многом зависят
производительность и другие
технико-экономические показатели. На
рисунке приведены структурные варианты
линий последовательного действия. При
отсутствии межоперационных заделов
все станки сблокированы между собой и
работают в едином ритме. Остановка
любого агрегата вызывает простой всей
системы машин. Такой структурный вариант
называют линией с жёсткой межагрегатной
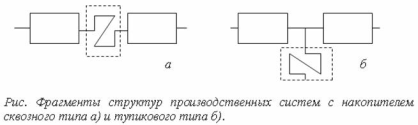
связью. Автоматические линии могут быть
разделены на участки с наличием между
ними накопительных устройств,
предназначенных для приема, хранения
и выдачи заготовок (см. рис. б). В этом
случае жесткая межагрегатная связь
имеется только внутри участка.
Межоперационные запасы могут обеспечивать
работу линии при вышедшем из строя
участке до тех пор, пока это позволят
их ёмкость. Накопителями заделов могут
быть специальные магазины и бункеры, а
также сами транспортные устройства.
Автоматической линией с гибкой
межагрегатной связью называют линию,
в которой межоперационные накопители
заделов установлены между всеми
технологическими машинами (см. рис. в).
В этом случае взаимное влияние соседних
агрегатов может быть сведено до минимума
при достаточной ёмкости межоперационных
накопителей. Однако дополнительные
потери все же будут иметь место, так как
реально допустимые запасы полуфабрикатов
ограничены. Межоперационные накопители
заделов предназначены для повышения
производительности производственных
систем путем согласования производительности
соседних станков и участков, а также
компенсации возникающих простоев и
различия их ритмов. Накопители большой
вместимости устанавливаются между
токарными и термическими участками,
поскольку первые обычно работают в две
смены, а вторые непрерывно. В производственных
системах производства мелкоразмерных
изделий накопители выполняются в виде
бункерных устройств, во всех остальных
как магазины (без потери ориентации).
Бункер-накопитель или магазин автоматически
выполняет следующие функции: 1) Работа
на накопление. Только принимает изделия
от предыдущего станка или участка, так
как последующий станок или участок в
это время не работает. 2) Работа на расход.
Только выдает изделия на последующий
станок или участок, так как предыдущий
станок или участок в это время не
работает. 3) Работа напрямую. Принимает
изделия с предыдущего станка и выдает
их на последующий станок или участок,
причем прием и выдача может осуществляться
как в одном, так и разных темпах, так как
соседние станки и участки могу иметь
различную производительность. Различают
сквозные и тупиковые накопители заделов.
Отличие тупиковых накопителей в том,
что они вступают в работу лишь при выходе
из строя одного из станков или участков.
Отказ в работе накопителей данного типа
не ведет к отказу производственной
системы в целом, так как поток заготовок
не прерывается и работа продолжается
по схеме жесткой межагрегатной связи.

9,1
Основные фонды производства представляют собой совокупность средств труда действующих в натуральной форме в течение длительного периода времени как в сфере материального производства так и в непроизводственной сфере. Классификация основных фондов: 1) здания – корпуса цехов, склады, лаборатории; 2) сооружения – это инженерно-строительные объекты включающие мосты, тоннели, автомобильные и железные дороги, эстакады, водостоки, находящиеся на балансе предприятия; 3) передаточные устройства – это устройства для передачи энергии: электрические, тепловые сети, газовые сети, водопроводные сети; 4) машины и оборудование: силовые машины – это объекты предназначенные для выработки, преобразование и распределение энергии (генераторы, турбины, электродвигатели и др.)., рабочие машины – это устройства непосредственно воздействующие на предметы труда для превращения их в готовую продукцию (станки, печи, прессы, подъемно-транспортные)., измерительные и регулировочные приборы и устройства (лабораторное оборудование)., вычислительная техника., прочие машины и оборудование (пожарные машины, телефонные станции, …); 5) транспортные средства (электровозы, паровозы, тепловозы,…) – то, что возит по заводу оборудование; 6) инструменты – стоимостью больше лимита и сроком службы больше одного года (режущие, измерительные, вспомогательные); 7) производственный инвентарь (столы, тара); 8) хозяйственный инвентарь (множительные аппараты, копировальные (принтеры, ксероксы), ЭВМ, шкафы, сейфы, пишущие машины, устройства для синения).
9,2
В процессе производства основные фонды могут быть подвергнуты физическому и моральному износу. Под физическим износом понимают потерю основными фондами первоначальных качеств, т.е. потерю потребительской стоимости. Моральный износ заключается в уменьшении стоимости основных фондов в независимости от физического износа. Различают моральный износ первого рода – вызывается повышением производительности труда в отраслях выпускающих данные виды. Моральный износ второго рода – появляется вследствии НТП, что приводит к обесцениванию основных фондов которые еще не подвержены физическому износу. Физический и моральный износ частично возмещается путем капитального ремонта и модернизации. Полное возмещение износа достигается путем замены старого оборудования на новое. Назначение амортизации – денежное возмещение износа основных фондов. Аммортизация – это постепенное перенесение стоимости основных фондов на производимую продукцию для накопления денежных средств на полное восстановление основных фондов. Полное восстановление основных фондов – называется реновацией. Денежным выражением размера амортизации являются амортизационные отчисления. Норма амортизации – это установленный размер амортизационных отчислений на полное восстановление основных фондов.
9,3
Оценка
основных фондов выполняется в натуральной
и денежной форме. В натуральной форме
оценка используется: 1) для учета и
планирования отдельных групп основных
фондов; 2) для расчета производственных
мощностей; 3) для разработки балансов
оборудования; 4) для определения степени
использования оборудования. Денежная
форма оценки используется: *для определения
общего объема основных фондов; *для
установления динамики у структуры
основных фондов; *для контроля изменения
величины основных фондов. Виды стоимостной
оценки: -оценка по полной первоначальной
стоимости производительности в цехах
того года; -оценка по полной восстановительной
стоимости производится в деньгах
действующего периода с учетом морального
износа; -оценка по ликвидационной
стоимости, т.е. с учетом физического и
морального износа. Эффективность
использования основных фондов
характеризует 2 типа показателя: 1)
обобщающие; 2) частные. Обобщающие:
*Фондоотдача
 ,
где
,
где
 – программа выпуска продукции;
– программа выпуска продукции;
 -
среднегодовая
стоимость основных фондов. *Фондоемкость
-
среднегодовая
стоимость основных фондов. *Фондоемкость
 .
Частные критерии используются в
зависимости от отдельных факторов.
Используемые частные критерии:
-коэффициент экстенсивной загрузки
.
Частные критерии используются в
зависимости от отдельных факторов.
Используемые частные критерии:
-коэффициент экстенсивной загрузки
 ,
где
,
где
 -
фремя фактического использования
оборудования;
-
фремя фактического использования
оборудования;
 -номинальный
действительный фонд времени работы
оборудования. –Коэффициент интенсивного
использования оборудования
-номинальный
действительный фонд времени работы
оборудования. –Коэффициент интенсивного
использования оборудования
 ,
где
,
где
 -фактически
затраченное время на изготовление
изделия;
-фактически
затраченное время на изготовление
изделия;
 -
технически обоснованная норма времени.
-
технически обоснованная норма времени.
9,4
Оборотные производственные фонды – это часть производственных фондов промышленности вещественным содержанием которых являются предметы труда функционирующие в сфере производства. Оборотные производственные фонды состоят из предметов труда уже вступивших в производственный процесс. Группы ОПФ: 1) производственные запасы (сырье, материалы, топливо); 2) незавершенное производство – незаконченная в производстве продукция подлежащая дальнейшей обработке (в другом цехе, или неукомплектованная продукция которая не может быть представлена как готовое изделие); 3) расходы будущих периодов – это затраты на подготовку и освоение новой продукции которыми будут погашены эти затраты в будущем при выполнении соответствующих изделий. Кроме производственных фондов есть фонды обращения. К ним относятся готовая продукция на складе, отгруженная, но еще не реализованная продукция, свободные денежные средства предприятий. Оборотные средства = ОПФ + фонды обращения. Структура оборотных средств – это соотношение отдельных этапов в общем объеме оборотных средств. Примерная сруктура оборотных средств на машиностроительном предприятии: производственные запасы – 57%; незавершенное производство – 17%; расходы будущего периода – 8%; обороты производственного фонда – 82%; готовая продукция – 5%; отгруженное предприятие – 7%.
9,5
Показатели
оборотных средств: 1) коэффициент
оборачиваемости оборотных средств
 (скорость оборота), где
(скорость оборота), где
 -
объем реализованной продукции,
-
объем реализованной продукции,
 - остаток оборотных средств за отчетный
период; 2) коэффициент загрузки оборотных
средств
- остаток оборотных средств за отчетный
период; 2) коэффициент загрузки оборотных
средств
 ;
3)длительность оборота оборотных средств
;
3)длительность оборота оборотных средств
 ,
где
,
где
 -
число дней в отчетном периоде,
-
число дней в отчетном периоде,
 -
коэффициент оборачиваемости (скорость
оборота). Надо стремиться к сокращению
длительности оборота.
-
коэффициент оборачиваемости (скорость
оборота). Надо стремиться к сокращению
длительности оборота.
9,6
Основную часть своих управленческих функций руководители предприятий делегируют заместителям и руководителям структурных подразделений, которые в свою очередь передают часть этих функций мастерам и бригадирам. В иных условиях ни одна сложная хозяйственная (и не только хозяйственная) структура функционировать не может. Разновидность рынков: 1) рынок продовольственных товаров (продукты, корм); 2) рынок промышленных потребительских товаров (одежда, обувь, стройматериалы, книги и т.д.); 3) рынок услуг (бытовые, коммунальные, информационные); 4) рынок жилья (жилые помещения); 5) рынок средств производства – это рынок средств и предметов труда. Состоит из трех рынков: *купля продажа зданий, сооружений, строений, помещений, используемых в производственных целях, *рынок машин, технологического оборудования, аппаратов производственного назначения, *рынок сырья, материалов, п/ф, энергии из которых и посредство м которых изготавливается продукция; 6) рынок инвестиций – особая форма рынка на котором покупаются и продаются средства вкладываемые в будущую экономику (капиталовложения). Рынок акций есть и рынок инвестиций осуществляющиеся через инвестиционные банки и фонды; 7)рынок рабочей силы – свободная продажа каждым работоспособным человеком своих трудовых возможностей и свободный наем работников с оплатой их трудозатрат. Отделы кадров, биржи труда; 8) рынок инноваций – это специфическая область купли продажи, в котором объектом торговли являются изобретения, патенты, новшества. Инновации – это процесс исследования разработки, создания и распространения новых изделий и технологий, внедрения новых форм производства и управления; 9) рынок духовного, интеллектуального продукта – знания, культ ценности, информация, производственное искусство.
9,7
Кадры делятся по категориям: 1) рабочие – производственные и вспомогательные. К вспомогательным относятся изготовление инструмента и тары, наладчики, ремонтники, уборщики, кладовщики, контролеры и транспортные рабочие; 2) ИТР – ведут конструкторские, исследовательские работы. Осуществляют технические, организационные, экономические руководство и управление; 3) служащие – делопроизводство, учет, снабжение, сбыт, техобслуживание (машинистки, копировальщики и чертежники). Профессия – это особый род трудовой деятельности требующий определенных теоретических знаний и практических навыков (слесарь). Специальность – это вид деятельности в пределах данной профессии, которые имеет специфические возможности и требует от работников дополнительных знаний и навыков (специальных) (ремонтник и сборщик). Кадры подразделяются по квалификации. Квалификация определяется разрядами. С 1987 г. в машиностроении 8 разрядов рабочих, создающих и осваивающих новую технику (наладчики, ремонтники особосложных машин и автоматических линий) 1 и 6 разряды относятся как 1 : 1,8. ИТР – категории для экономистов, инженеров, техников, служащих. Для научных сотрудников сузествует 5 дополнительных категорий: доктор наук, ведущий (доктор или кандидат), старший, научный, младший. Аттестацию проводят 1 раз в год.
9,8
Производительность
труда – это эффективность трудовой
деятельности людей. Производительность
труда характеризуется совокупными
затратами труда на производство
продукции, которые включает затраты
живого труда и затраты прошлого труда.
Затраты живого труда определяются
стоимостью изготавливаемой продукции
в данный период времени. Затраты прошлого
труда включают стоимость продукции
которая уже осуществлена в средствах
производства. Трудоемкость
 ,
где
,
где
 -
количество рабочего времени,
-
количество рабочего времени,
 -
объем изготавливаемой продукции.
Различают 5 видов трудоемкости: 1)
предельная трудоемкость – устанавливается
заказчиком в техническом задании на
разработку новых изделий; 2) проектная
трудоемкость – характеризует величину
необходимых затрат труда на производство
проектируемых изделий. Она должна быть
меньше или равна предельной трудоемкости;
3) нормативная трудоемкость –
устанавливается на предприятиях-изготовителях
после достижения ими проектной
трудоемкости. Нормативная трудоемкость
используется для расчета заработной
платы; 4) плановая трудоемкость – это
планируемое на определенный период
затраты труда, которые содержат
мероприятия по снижению нормативной
трудоемкости; 5) фактическая трудоемкость
– определяется фактическими затратами
труда на производство продукции.
-
объем изготавливаемой продукции.
Различают 5 видов трудоемкости: 1)
предельная трудоемкость – устанавливается
заказчиком в техническом задании на
разработку новых изделий; 2) проектная
трудоемкость – характеризует величину
необходимых затрат труда на производство
проектируемых изделий. Она должна быть
меньше или равна предельной трудоемкости;
3) нормативная трудоемкость –
устанавливается на предприятиях-изготовителях
после достижения ими проектной
трудоемкости. Нормативная трудоемкость
используется для расчета заработной
платы; 4) плановая трудоемкость – это
планируемое на определенный период
затраты труда, которые содержат
мероприятия по снижению нормативной
трудоемкости; 5) фактическая трудоемкость
– определяется фактическими затратами
труда на производство продукции.
9,9
Заработная
плата – часть национального дохода
поступающая в индивидуальное потребление
работника в соответствии с количеством,
качеством и результатами труда. Используют
2 формы заработной платы: повременная,
сдельная. Повременная оценивается по
количеству отработанного времени.
Сдельная начисляется в зависимости от
объема произведений продукции и тарифной
ставки. Для работников госбюджетной
сферы зарплата рассчитывается на основе
18-разрядно тарифно-квалификационной
сетки. Ставка 1-го разряда соответствует
min
заработной плате (или чуть больше)
 .
Номер разряда присваивается в зависимости
от стажа работы, наличия высшего
образования, ученной степени, … в
соответствии со штатным расписанием
предприятия. Молодые специалисты с
высшим образованием квалифицируются
по 9 – 11 разрядам. До 14 разряда включительно
тарифицируются работники имеющие стаж,
высшее образование и научную степень.
15 разряд и выше требуется ученная
степень. Доплату включают работу в
праздничные дни, сверхурочные, работа
в ночное время, работа в горных условиях,
под землей, в сельской местности,
учитываются вредные условия труда,
доплата за ученную степень, доктора
наук. В хоз организациях и на предприятиях
заработная плата может исчисляться по
18 разрядной сетке с учетом доплат
отражающих категории работников.
.
Номер разряда присваивается в зависимости
от стажа работы, наличия высшего
образования, ученной степени, … в
соответствии со штатным расписанием
предприятия. Молодые специалисты с
высшим образованием квалифицируются
по 9 – 11 разрядам. До 14 разряда включительно
тарифицируются работники имеющие стаж,
высшее образование и научную степень.
15 разряд и выше требуется ученная
степень. Доплату включают работу в
праздничные дни, сверхурочные, работа
в ночное время, работа в горных условиях,
под землей, в сельской местности,
учитываются вредные условия труда,
доплата за ученную степень, доктора
наук. В хоз организациях и на предприятиях
заработная плата может исчисляться по
18 разрядной сетке с учетом доплат
отражающих категории работников.