

Порядок выполнения работы
Изучить методические указания. Ознакомиться с прилагаемыми таблицами и рисунками.
По варианту, предлагаемому преподавателем, выбрать измерительное средство для контроля:
– вала в процессе производства;
– вала при контроле технологического процесса;
– вала при экспериментальных исследованиях;
– отверстия в процессе производства;
– отклонений формы и расположения в процессе производства (в качестве измерительного средства взять измерительную головку).
Определить число контрольных точек по длине поверхности.
Оформить отчёт по работе, который должен содержать:
– название и цель работы;
– расчётные формулы для определения требуемой точности измерения;
– свободную таблицу по следующему образцу;
|
Задание |
Вид контроля Kт |
Средство контроля |
Число контрольных точек | |
|
Ориентировочным способом |
Уточнённым способом | |||
– вывод о работе.
Задания
Вал:
1. Ø 24h7, l = 100 мм. 10. Ø 80h10, l = 400 мм.
2. Ø 63f7, l = 100 мм. 11. Ø 40e70, l = 40 мм.
3. Ø 45d9, l = 220 мм. 12. Ø 100h14, l = 20 мм.
4. Ø 125d11, l = 300 мм. 13. Ø 20h9, l = 40 мм.
5. Ø 210b12, l = 350 мм. 14. Ø 70d10, l = 150 мм.
6. Ø 50h8, l = 150 мм. 15. Ø 160h10, l = 100 мм.
7. Ø 18h9, l = 150 мм. 16. Ø 80h9, l = 250 мм.
8. Ø 50k6, l = 50 мм. 17. Ø 36m6, l = 50 мм.
9. Ø 120h11, l = 100 мм. 18. Ø 90h11, l = 80 мм.
Отверстие:
1. Ø 25H7, l = 100 мм. 10. Ø 50H8, l = 40 мм.
2. Ø 0,5H12, l = 5 мм. 11. Ø 70H10, l = 240 мм.
3. Ø 6H11, l = 10 мм. 12. Ø 5H14, l = 20 мм.
4. Ø 56D8, l = 250 мм. 13. Ø 20H7, l = 40 мм.
5. Ø 120C10, l = 150 мм. 14. Ø 180H11, l = 200 мм.
6. Ø 70F9, l = 120 мм. 15. Ø 60H9, l = 100 мм.
7. Ø 18H9, l = 350 мм. 16. Ø 45H10, l = 50 мм.
8. Ø 40H11, l = 80 мм. 17. Ø 80H11, l = 150 мм.
9. Ø 120H12, l = 100 мм. 18. Ø 160H12, l = 40 мм.
Допуск радиального биения вала (T↑) взять равным T↑ = 1,2 ∙ Td, где Td – допуск вала. После расчёта выбрать ближайшее стандартное значение по ГОСТ.
Выбрать средство контроля и число точек контроля радиального биения вала при производственном контроле по табл. 2 и 3.
Контрольные вопросы
Чем определяется выбор средства измерения?
Что называется систематической и случайной погрешностью измерения?
Какова величина коэффициента запаса точности при различных видах измерений?
Как определяется величина допустимой погрешности измерения?
Чем определяется число контрольных точек измерений?
Лабораторная работа № 8 Измерение точности зубчатого колеса
Цель работы: научиться измерять параметры, характеризующие точность зубчатых колес и передач.
Общие сведения
При назначении допусков на зубчатые колеса преследуются цели:
Обеспечение кинематической точности, т.е. согласованности углов поворотов ведущего и ведомого колес передачи.
Обеспечение плавности работы, т.е. ограничение циклических погрешностей многократно повторяющихся за один оборот колеса.
Обеспечение контакта зубьев, т.е. такого прилегания зубьев по длине и высоте, при котором нагрузка от одного зуба к другому передается по контактным линиям, максимально использующим активную поверхность зуба.
Обеспечение бокового зазора для устранения заклинивания зубьев при работе и ограничения холостых ходов в передаче.
Кинематическая
точность характеризуется величиной
кинематической погрешности, т.е. разности
между действительным и номинальным
(расчетным) углами поворота ведомого
колеса, выраженной в линейных величинах
длиною дуги по делительной окружности
Fк.п.к.
(рис. 1). Стандартами ограничивается
наибольшая кинематическая погрешность
передачи
![]() и колеса
и колеса![]() (рис. 2), т.е. наибольшая алгебраическая
разность значений кинематической
погрешности за полный оборот.
(рис. 2), т.е. наибольшая алгебраическая
разность значений кинематической
погрешности за полный оборот.


|
Рис. 1. Схема определения кинематической погрешности |
Рис. 2. Кривая кинематической погрешности зубчатого колеса |
Наибольшая
кинематическая погрешность передачи
определяется как сумма кинематических
погрешностей колес. Наибольшая допускаемая
погрешность передачи ограничена допуском
![]() ,
который представляет собой сумму
допусков на кинематические погрешности
зубчатых колес
,
который представляет собой сумму
допусков на кинематические погрешности
зубчатых колес![]() .
.
Допуск на кинематическую погрешность зубчатого колеса рассчитывается по формуле:
![]() ,
,
где Fp – допуск на накопленную погрешность шага по зубчатому колесу; f1 – допуск на погрешность профиля зубьев.
Рис. 3

К нормам кинематической точности относится также допуск на радиальное биение зубчатого венца Fr, который определяется как наибольшая допускаемая разность расстояний от рабочей оси колеса до постоянных хорд зубьев (рис. 3) в пределах зубчатого колеса.
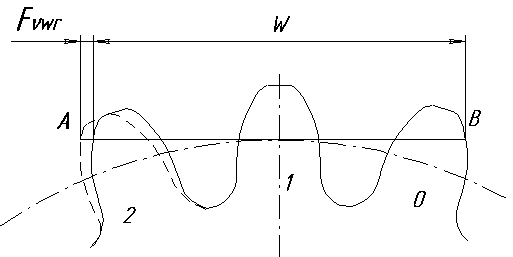
На
кинематическую точность зубчатого
колеса влияют также колебания длины
общей нормали Fυwr
(рис. 4, а),
ограниченные допуском Fυw,
и колебания измерительного межосевого
расстояния (рис. 4, б),
ограниченные допуском
![]() .
.
Профиль зуба: А – боковые поверхности зуба; α – угол профиля зуба; Sc – постоянная хорда; hc – высота до постоянной хорды;
при α = 20, Sc = 1387; hc = 0,7776mn, где mn – модуль зубчатого колеса.

а б
Рис. 4. Схема измерения длин общей нормали (а) и измерительного
межосевого расстояния (б): 1, 2 – соответственно,
контролируемое и измерительное колеса