

Порядок выполнения работы
Изучить методические указания.
Изучить конструкцию и методику измерений с помощью штангенциркулей, микрометров и угломеров.
Зарисовать эскиз детали в соответствии с заданием (чертежом).
Измерить линейные и угловые размеры детали, проставить на чертеже с указанием номера средства измерения.
Оформить отчет по работе, который должен содержать:
название и цель работы;
перечень инструментов и приборов, использованных в работе, с указанием точности и пределов измерения, результаты измерений;
эскиз детали в соответствии с заданием;
вывод по работе.
Контрольные вопросы
Назовите типы шкал? (на СРС по учебной литературе)
Какие существуют виды измерений?
Каковы методы измерений?
Конструкция штангенциркулей и методика измерений.
Конструкция микрометра и методика измерений.
Конструкция угломера и методика измерений.
Определение точности и пределов измерения штангенинструмента, микрометрического инструмента и угломеров.
Лабораторная работа № 2
Относительные измерения.
Измерение линейных и угловых размеров
Цель работы: научиться пользоваться скобами рычажными, индикаторами, индикаторными нутромерами.
Общие сведения
Относительное измерение – это измерение отношения величины к одноименной величине, играющей роль единицы, или изменения величины по отношению к одноименной величине, принимаемой за исходную.
Прямые измерения – это измерения, проводимые прямым методом, при котором искомое значение величины получают непосредственно.
Косвенные измерения – это измерения, проводимые косвенным методом, при котором искомое значение физической величины определяется на основании результатов прямых измерений других физических величин, функционально связанных с искомой величиной.
Относительные измерения, как правило, дают более высокую точность и производительность, чем абсолютные, и применяются при контроле точных размеров деталей, отклонений формы и расположения поверхностей.



Рис. 1. Скоба рычажная: 1 – скоба; 2 – подвижная пятка; 3 – микрометрический винт; 4 – стопор; 5 – микрометрическая гайка;
6 – отсчетное устройство; 7 – указатель пределов допуска;
8 – кнопка отжима подвижной пятки
Наиболее широкое распространение получили относительные измерения с помощью скоб рычажных, рычажных микрометров, индикаторов и индикаторных нутромеров.
Рис.
2. Плоскопараллельные концевые
меры

Перед началом измерений устанавливают скобу рычажную на исходный размер по эталону. В качестве эталона может использоваться блок плоскопараллельных концевых мер (рис. 2). Перемещением микрометрического винта поверхность подвижной пятки вводят в соприкосновение с эталоном, при этом стрелка отсчетного устройства должна совпадать с нулевым штрихом шкалы отсчетного устройства. После установки на «0» стопором 4 фиксируют положение стрелки.
При измерении деталей определяются отклонения от исходного размера. При нажатии на кнопку подвижная пятка отходит от микрометрического винта на расстояние больше измеряемого. Измеряемая деталь помещается между подвижной пяткой и микрометрическим винтом, и кнопка 8 опускается. При этом подвижная пятка и микрометрический винт соприкасаются с поверхностью детали. Положение стрелки отсчетного устройства показывает величину отклонения размера детали от исходного размера в сторону увеличения (+) или в сторону уменьшения (–). Величина размера определяется по формуле:
A = Aн ± n∙i,
где A – измеренный действительный размер; n – число делений шкалы отсчетного устройства от нулевого деления до стрелки; i – цена деления отсчетного устройства.

Рис. 3. Выставление скобы рычажной на необходимый размер
с помощью концевых мер: а – сборка концевых мер;
б – притирка концевых мер; в – выставление скобы на «0»
Набор концевых мер (рис. 2) начинают собирать с последней цифры собираемого размера. Рекомендуется подбирать не более трех мер для уменьшения погрешности измерения. При точных измерениях проводится расчет погрешности измерения. Взятые из набора концевые меры плотно прижимаются друг к другу (рис. 3, а). Затем их необходимо притереть до надежного слипания (рис. 3, б). После этого полученный набор зажимают в скобе рычажной, поворачивая микрометрическую гайку, до выхода стрелки индикатора на «0» (рис. 3, в).

Рис. 4. Произведение замера: 1 – фиксирование стопора;
2 – отжим подвижной пятки; 3 – извлечение концевых мер;
4 – отклонение размера обмеряемой детали
После выставления скобы на «0» микрометрический винт фиксируется стопором, и набор концевых мер высвобождается нажатием кнопки отжима подвижной пятки 1, 2 (рис. 4). Вынув концевые меры из скобы 3 (рис. 4), помещаем обмеряемую деталь между зажимами, удерживая при этом кнопку отжима. Затем, отпустив кнопку, фиксируем отклонение стрелки от «0» по шкале индикатора 4 (рис. 4).
Пример 1
Необходимо измерить
вал с полем допуска
![]() 14-0,1.
Середина поля допуска составляет 13,95.
Деталь будет считаться годной, если
отклонения будут находиться в пределах
±0,05.
14-0,1.
Середина поля допуска составляет 13,95.
Деталь будет считаться годной, если
отклонения будут находиться в пределах
±0,05.
В том случае, если диапазон средства измерения позволяет контролировать отклонения только в одну сторону от «0», то его можно настроить на целый размер.

Пример 2
Контролируем
вал с полем допуска
![]() 14-0,05.
У скобы рычажной СР-25 с ценой деления
0,002 мм (2 мкм) диапазон составляет ±0,08 мм
(80 мкм). Таким образом, скобу можно
выставить на размер 14 мм. Вал будет
считаться годным, если отклонения по
данным скобы будут лежать в пределах
[-50;0] мкм.
14-0,05.
У скобы рычажной СР-25 с ценой деления
0,002 мм (2 мкм) диапазон составляет ±0,08 мм
(80 мкм). Таким образом, скобу можно
выставить на размер 14 мм. Вал будет
считаться годным, если отклонения по
данным скобы будут лежать в пределах
[-50;0] мкм.
Среди различных типов индикаторов наибольшее распространение получили индикаторы часового типа (рис. 5) с ценой деления 0,01 мм, пределами измерения 0...5; 0...10 мм, индикаторы многооборотные с ценой деления 0,001 и 0,002 мм, пределами измерений 0...1; 0...2 мм, а сейчас и цифровые (рис. 6). Также используются головки рычажно-зубчатые с ценой деления 1 и 2 мкм, головки измерительные пружинные (ИГП) с ценой деления: 0,1; 0,2; 0,5; 1; 2; 5; 10 мкм. Они используются для измерений отклонений формы и расположения поверхностей, а также линейных размеров наружных поверхностей.
Перед началом измерений наружных поверхностей индикатор закрепляют в штативе и устанавливают на исходный размер с помощью эталона. Исходный размер индикаторного нутромера устанавливается обычно с помощью микрометра или калибра. При этом стрелка индикатора совмещается с нулевым штрихом циферблата поворотом циферблата или при помощи винта установки на нуль. Отклонение стрелок индикатора от нулевого значения при измерениях показывает величину отклонения измеряемого размера от исходного. Величина измеренного размера определяется по формуле:
A = Aн + n1∙i1 + n2∙i2,
где A – измеренный размер; Aн – размер по эталону; n1 – число делений шкалы основного циферблата от нулевого значения до стрелки; i1 – цена деления основной шкалы; n2 – число делений шкалы дополнительного циферблата от нулевого деления до стрелки; i2 – цена деления дополнительного циферблата.
|
1 3 4 5 6 7 2 |
|
|
Рис. 5. Устройство индикатора часового типа: 1 – корпус; 2 – основной циферблат; 3 – ободок; 4 – стрелка; 5 – дополнительный циферблат; 6 – измерительный стержень; 7 – наконечник |
Рис. 6. Индикаторы цифровые и механические часового типа
|









При измерении отклонений формы или расположения поверхностей индикатор (головка) устанавливается на «0». Затем проводится замер. За величину отклонения принимается сумма отклонений стрелки в обе стороны от «0».
Пример: требуется замерить величину радиального биения вала (рис. 7). Для этого вал необходимо закрепить в приспособлении «центра». Схема замера на рис. 8.
Порядок замера:
установить индикатор на «0»;
сделать полный оборот вала;
считать показания прибора.

Рис. 7. Контроль радиального биения

Рис. 8. Схема замера биения
Поясним, почему учитывается полный размах колебания стрелки (рис. 9).
Поперечное сечение вала имеет неправильную форму (отклонение от округлости), и физическая ось вала может не совпадать с осью центрированных отверстий, по которым закрепляется вал в приспособление (несоосность).
Индикатор
устанавливается на «0» в произвольной
точке (радиус до оси крепления R0).
При повороте вала ножка индикатора
будет то подниматься (Ri
> R0),
то опускаться (Ri
< R0).
Стрелка будет отклоняться сначала в +,
потом в –. Величина радиального биения
![]() определяется как разность междуRmax
и Rmin
до оси замера.
определяется как разность междуRmax
и Rmin
до оси замера.

Рис. 9. Принцип измерения радиального биения:
1 – физическая ось вала; 2 – ось крепления и замера
Пример: требуется замерить величину суммарного отклонения плоскостности и параллельности (рис. 10).
|
|
|
|
Рис. 10. Контроль плоскостности и параллельности |
Рис. 11. Схема замера отклонения плоскостности и параллельности |



Рис. 12. Принцип измерения отклонения плоскостности и параллельности
Деталь устанавливается на лекальную плиту, индикатор устанавливается на «0». Делается проводка по поверхности детали. При замере суммарного отклонения плоскостности и параллельности учитывается полный размах колебания стрелки индикатора.
На рис. 13 отображено то, как примерно выглядит замер радиального биения и отклонения плоскостности и параллельности. Индикатор закрепляется в держателе. При замере радиального биения вал крепится в центрах, а для контроля отклонения плоскостности и параллельности деталь кладут на лекальную плиту.


Рис. 13. Приближенный вид замеров: а – радиального биения;
б – отклонения плоскостности и параллельности
Рычажные индикаторы так же широко используются, как и индикаторы часового типа. Их конструкция заметно отличается (рис. 14).
Отличия в конструкции рычажного индикатора значительно расширяют его возможности. Он позволяет получить доступ к поверхности под любым углом (рис. 15). Поэтому появляется возможность измерить отклонения труднодоступных поверхностей, таких как внутренние поверхности полых цилиндров малого диаметра и т.п. Этим рычажный индикатор выгодно отличается от обычного индикатора часового типа, хотя при возможности перпендикулярного замера его вполне достаточно.

Рис. 14. Конструкция рычажного индикатора

Рис. 15. Пример замера с помощью рычажного индикатора
Для измерения внутренних размеров (диаметров точных отверстий и т.п.) применяется индикаторные нутромеры (рис. 16).

Рис. 16. Нутромер индикаторный: 1 – индикатор; 2 – ручка; 3 – стебель;
4 – измерительный наконечник; 5 – приводная игла;
6 – направляющий цилиндр; 7 – измерительный щуп
Для такого рода замеров применяют также микрометрические нутромеры (рис. 17), шкала которых выглядит аналогично микрометрической. Принцип построения измерительной головки у них отличается от принципа индикаторных нутромеров.


Рис. 17. Нутромер микрометрический (внешний вид и принцип действия)
Индикаторные нутромеры могут быть не только механическими, но и цифровыми (рис. 18).


Рис. 18. Нутромер индикаторный цифровой (внешний вид и пример замера)
Для каждого интервала значений нутромер имеет сменную измерительную головку и установочное кольцо (рис. 19). Установочное кольцо является эталоном, по которому, измерив отклонение размера детали от эталонного, узнают в свою очередь ее размер как сумму значения эталона и отклонения.
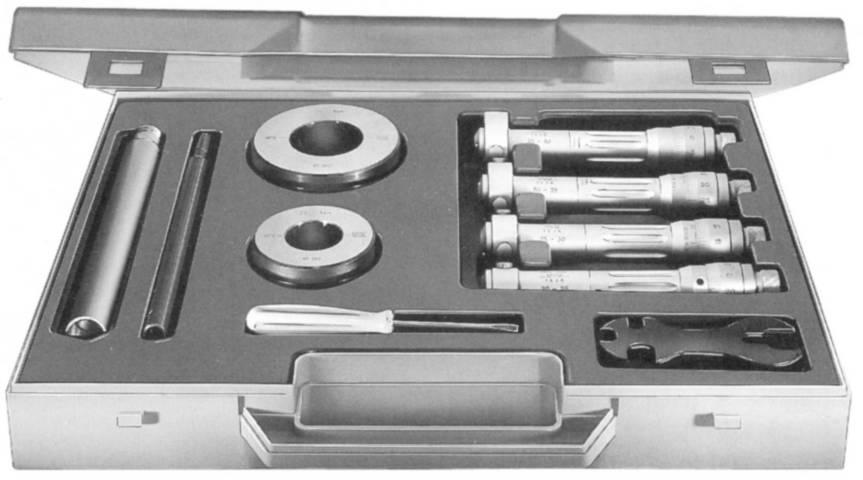
Рис. 19. Набор измерительных головок и установочных колец
Существуют внутренние микрометры для измерения больших диаметров (рис. 20).

Рис. 20. Внутренний микрометр и сменный удлинитель
Таким образом, существует множество разновидностей средств измерения внутренних диаметров, различающихся как способом замера, так и видами обмеряемых деталей (рис. 21).

Рис. 21. Средства измерения внутренних диаметров
Оборудование и инструмент
В работе используются:
скоба рычажная,
индикатор часового типа,
индикаторный нутромер,
штативы,
лекальная плита,
детали машин.