

Порядок выполнения работы
Нарисовать эскиз детали в соответствии с заданием.
Записать стандартное обозначение резьбы.
По ГОСТ 9150-81 определить номинальные диаметры резьбы.
По ГОСТ 16093-81 найти поля допусков для заданной резьбы.
Определить шаг резьбы резьбомером или штангенциркулем.
Измерить наружный диаметр резьбы штангенциркулем или МК: dизм. Определить отклонение наружного диаметра резьбы:
Δd = dизм – d.
Измерить средний диаметр резьбы методом трех проволочек. Определить отклонение среднего диаметра резьбы:
Δd2 = d2изм – d2.
Измерить средний диаметр резьбы резьбовым микрометром. Определить отклонение среднего диаметра резьбы:
Δd2 = d2изм – d2.
Сделать вывод о годности резьбы, сравнив отклонения Δd и Δd2 с заданными полями допусков.
Оформить отчет по работе.
Контрольные вопросы
Как измеряется наружный диаметр наружной резьбы?
Как измеряется внутренний диаметр внутренней резьбы?
Как измеряется шаг резьбы?
Как измеряется средний диаметр наружной резьбы методом трех проволочек?
Объяснить значение символов в стандартном обозначении резьбы.
Прочитать условное обозначение резьбы.
Лабораторная работа № 6
Измерение отклонения формы и расположения
поверхностей деталей машин
Цель работы: научиться нормировать и измерять отклонения формы и расположения поверхностей деталей машин.
Общие сведения
При изготовлении деталей величины отклонений формы и расположения реальных поверхностей от номинальных ограничивают допусками.
Условные обозначения допусков формы и расположения поверхностей приведены в табл. 1.
Таблица 1
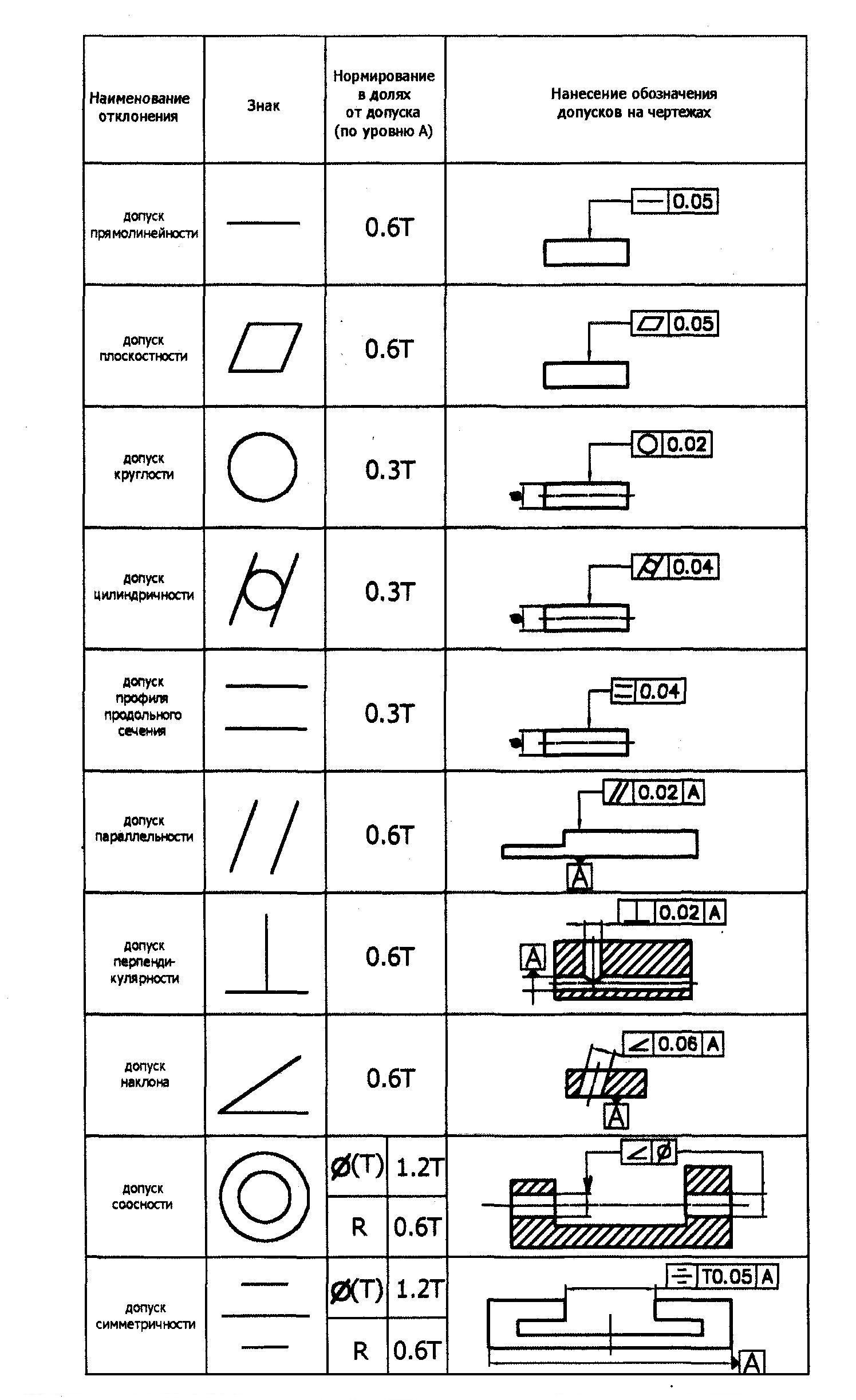
Окончание табл. 1

При оценке отклонений расположения отклонения формы, такие как прямолинейность, плоскостность (рис. 1) не учитываются (кроме биения).

Рис. 1. Схема определения отклонения от прямолинейности или
плоскостности (∆ – величина отклонения)
Допуски формы и расположения могут быть приняты как в радиальном, так и в диаметральном выражении (рис. 2, 3), например, поле допуска соосности – это область в пространстве, ограниченная цилиндром, диаметр которого равен допуску в диаметральном выражении Т или удвоенному допуску соосности в радиальном выражении R, а ось совпадает с базовой осью.


Рис. 2. Схема осей – эксцентриситет отклонения от соосности:
А – общая ось; е – отклонение; T – допускаемое отклонение
в диаметральном выражении; T/2 = R – допускаемое отклонение
в радиальном выражении

Рис. 3. Схема определения позиционного допуска: R – допуск в радиальном выражении; – допуск в диаметральном выражении
Допуски расположения могут быть независимыми и зависимыми (рис. 4). Независимым называют допуск, числовое значение которого постоянно для всей совокупности деталей, изготовляемых по данному чертежу, и не зависит от действительных размеров рассматриваемых поверхностей.

Рис. 4. Схема для определения величины зависимого допуска соосности:
А – обозначение базы; М – обозначение зависимого допуска
Зависимым называется допуск, который допускается превышать на величину, соответствующую отклонению действительного размера поверхности детали от проходного предела для отверстия Dmin; для вала dmax. Зависимые допуски назначают главным образом тогда, когда необходимо обеспечить собираемость деталей, сопрягающихся одновременно по нескольким поверхностям с заданными зазорами или натягами.
Для отверстий 25+0,052 и 15+0,043 назначен зависимый допуск соосности в радиальном выражении 0,05 мм. Значение допуска 0,05 относится к деталям, диаметры которых имеют наименьшие предельные размеры, т.е. 25 и 15. С увеличением диаметров образуются радиальные зазоры SR1 и SR2. Например, для деталей с размерами 25,02 и 15,04
SR1 = (25,02 – 25)/2 = 0,01 мм;
SR2 = (15,04 – 15)/2 = 0,02 мм.
В этом случае без нарушения условия собираемости детали по диаметрам 25+0,052 и 15+0,043 допускаемое отклонение от соосности будет больше на величину
е = SR1+ SR2.
Для нашего примера е = (0,02 + 0,04)/2 = 0,03 мм.
Тогда допуск соосности для деталей с 25,02 и 15,04 составит в радиусном выражении
![]() мм,
мм,
в диаметральном Т = 0,16 мм.
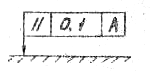
При условном обозначении данные о допусках формы и расположения (рис. 5) указывают в прямоугольной рамке, разделенной на части. В данных помещают: в первой – знак допуска; во второй – числовое значение допуска, мм; в третьей и т.д. – буквенное обозначение баз или поверхностей, с которыми связан допуск.
Перед числовым значением допуска следует указать символ или Т, если допуск задан в диаметральном выражении; R или T/2, если допуск задан в радиальном выражении; слово «сфера», если поле допуска сферическое.
 Для
значений, заданных в диаметра-льном
выражении, допускается знаки
и Т
не указывать.
Для
значений, заданных в диаметра-льном
выражении, допускается знаки
и Т
не указывать.
Пример обозначения допуска в диаметральном выражении
![]()
Пример обозначения допуска в радиальном выражении
![]()
Если необходимо назначить допуск на заданной длине поверхности, то ее указывают через знак дроби:
![]()



Рис. 5. Примеры обозначения допусков расположения
Зависимые допуски
формы или расположения обозначают
условным знаком
![]() ,
который помещают: после числового
значения допуска, если зависимый допуск
связан действительными размерами
рассматриваемого элемента; после
буквенного обозначения базы или без
буквенного обозначения в третьей части
рамки, если зависимый допуск связан с
действительными размерами базового
элемента; после числового значения
допуска и буквенного обозначения базы,
если допуск связан с действительными
размерами рассматриваемого и базового
элементов:
,
который помещают: после числового
значения допуска, если зависимый допуск
связан действительными размерами
рассматриваемого элемента; после
буквенного обозначения базы или без
буквенного обозначения в третьей части
рамки, если зависимый допуск связан с
действительными размерами базового
элемента; после числового значения
допуска и буквенного обозначения базы,
если допуск связан с действительными
размерами рассматриваемого и базового
элементов:
![]()