

Как пользоваться справочником
Из написанного выше ясно, что чертеж общего вида должен предоставить конструктору-деталировщику всю информацию, необходимую для выполнения чертежей деталей, т.е. на чертеже общего вида должны быть ВСЕ размеры деталей. Но если внимательно изучить такой чертеж, то обнаруживается отсутствие некоторых размеров: размеров стандартных изделий (болтов, винтов, гаек, подшипников качения, уплотнений и пр.), а также размеров некоторых элементов нестандартных деталей (проточек для выхода резьбы, канавок под уплотнительные элементы, глубины отверстий под резьбу, мест под головки крепежных изделий и пр.). Это объясняется тем, что необходимые размеры стандартных изделий указаны в условном обозначении, приводимом в перечне составных частей (крепежных изделий, деталей уплотнений), либо легко берутся из каталогов (например, подшипников качения).
Что касается проточек, канавок и др., то размеры подобных элементов стандартизованы на уровне предприятий (стандарты предприятия – СТП) или отраслей (нормали). Сведения о данных элементах сведены в справочники, откуда их размеры и берут при проектировании. Ведущий конструктор, разрабатывающий чертеж общего вида, учитывает размеры всех этих элементов, но на чертеже их не указывает. А конструктор, который выполняет чертежи деталей, в качестве исходной информации имеет чертеж общего вида и справочники. Таких справочников очень много, все они пригодны для выполнения настоящего задания. В предлагаемом студентам справочнике [12] необходимые сведения представлены в объеме, достаточном для выполнения задания по теме 3106. Дополнительного пояснения требует только выполнение на чертеже изображения глухих резьбовых отверстий.
3.1. Расчет размеров глухих резьбовых отверстий
Глухое резьбовое отверстие выполняется в следующем порядке: сначала высверливается отверстие диаметра d1 под резьбу, затем выполняется заходная фаска Sx45º (рис. 8,а) и, наконец, нарезается внутренняя резьба d (рис. 8,б). Дно отверстия под резьбу имеет коническую форму, а угол при вершине конуса φ зависит от заточки сверла. При проектировании принимается φ = 120º (номинальный угол заточки сверл). Вполне очевидно, что глубина резьбы должна быть больше длины ввинчиваемого резьбового конца крепежной детали. Между окончанием резьбы и дном отверстия тоже остается некоторое расстояние а, называемое «недорез».
Из рис. 9 становится ясен подход к назначению размеров глухих резьбовых отверстий: глубина резьбы h определяется как разница стяжной длины L резьбовой детали и суммарной толщины H притягиваемых деталей (может
быть одна, а может быть их и несколько), плюс небольшой запас резьбы k, обычно принимаемый равным 2-3 шагам Р резьбы
h = L – H + k,
где k = (2…3) Р.

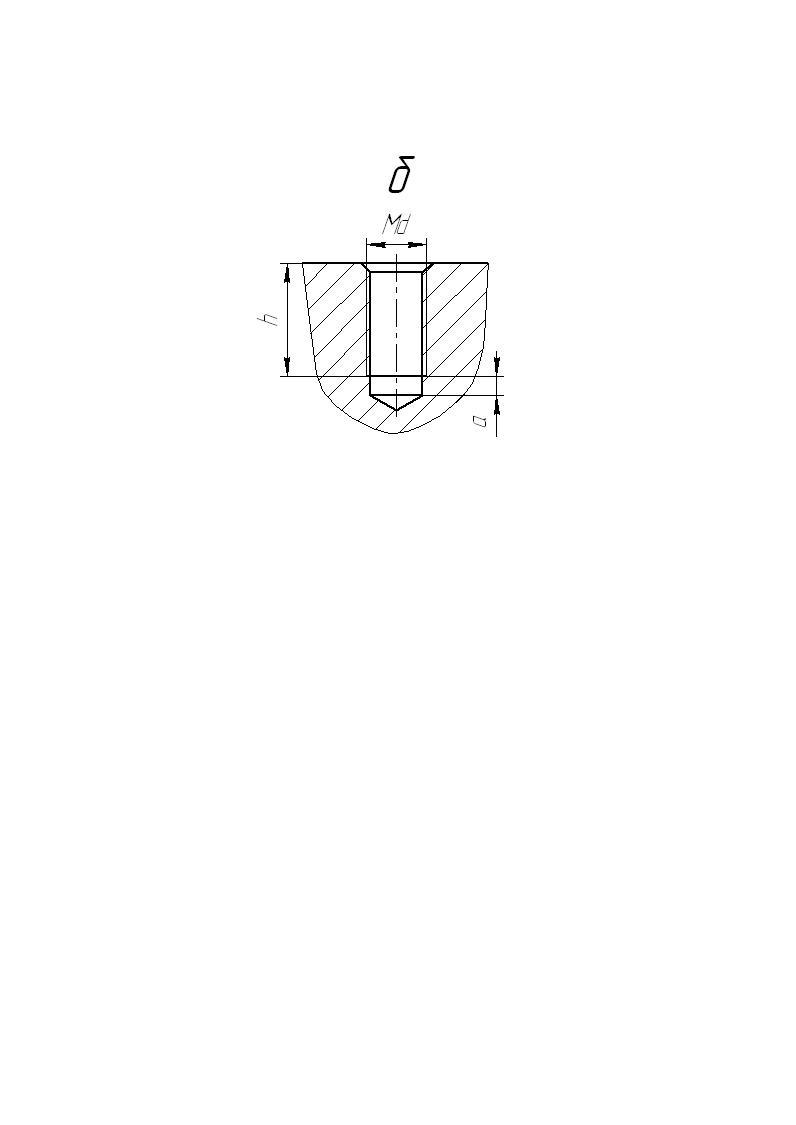
Рис. 8. Последовательность выполнения глухих резьбовых отверстий
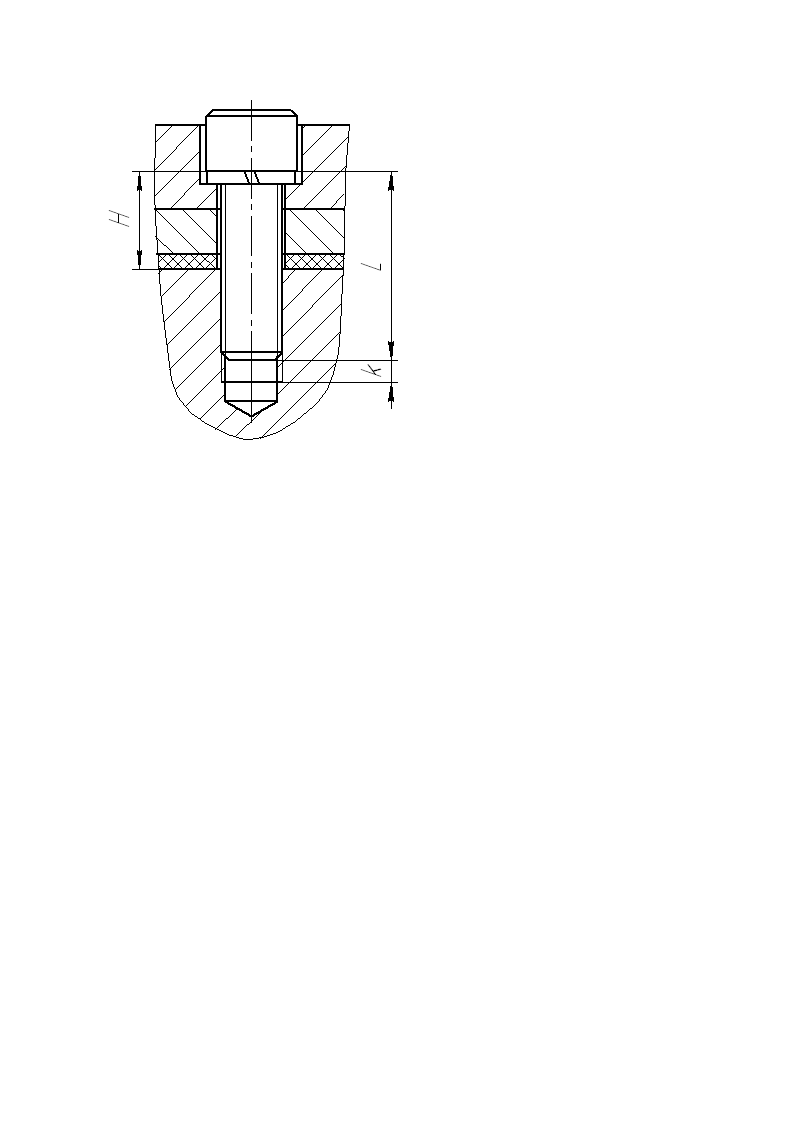
Рис. 9. Крепление винтом в сборе
Стяжная длина L крепежной детали указывается в ее условном обозначении. Например: «Болт М6х20.46 ГОСТ 7798-70» – его стяжная длина L = 20 мм. Суммарная толщина притягиваемых деталей H высчитывается из чертежа общего вида (в эту сумму следует добавить и толщину шайбы, подложенной под головку крепежного изделия). Шаг резьбы Р также указывается в условном обозначении крепежной детали. Например: «Винт М12х1,25х40.58 ГОСТ 11738-72» - его резьба имеет мелкий шаг Р = 1,25 мм. Если шаг не указывается, то по умолчанию он основной (крупный). Катет заходной фаски S обычно принимают равным шагу резьбы Р. Глубина N отверстия под резьбу больше значения h на размер недореза а:
N = h + a.
Некоторое отличие расчета размеров резьбового отверстия под шпильку состоит в том, что ввинчиваемый резьбовой конец шпильки не зависит от ее стяжной длины и толщин притягиваемых деталей. Для представленных в задании шпилек ГОСТ 22032-76 ввинчиваемый «шпилечный» конец равен диаметру резьбы d, поэтому
h = d + k.
Полученные размеры следует округлить до ближайшего большего целого числа.
Окончательное изображение глухого резьбового отверстия с необходимыми размерами приведено на рис. 10. Диаметр отверстия под резьбу и угол заточки сверла на чертеже не указывают.
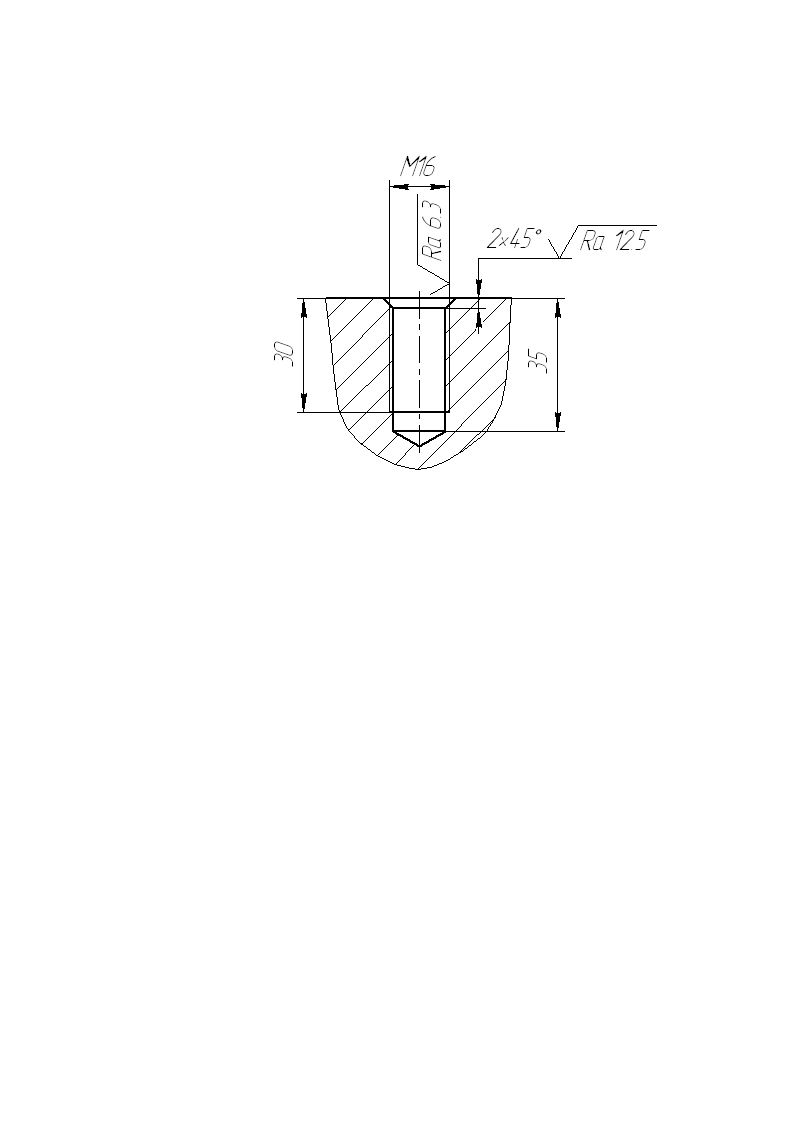
Рис. 10. Изображение глухого резьбового отверстия на чертеже
В таблицах справочника [12] приведены значения всех расчетных величин (диаметры отверстий под резьбу, недорезы, толщины шайб и пр.).
Необходимое замечание: применение короткого недореза должно быть обосновано. Например, если деталь в месте расположения в ней резьбового отверстия недостаточно толстая, а сквозное отверстие под резьбу может нарушить герметичность гидравлической или пневматической системы, то конструктору приходится «ужиматься», в т.ч. укорачивая недорез.