

13.5 Описание работы спроектированного приспособления
Основным элементом разработанного приспособления является цанговый зажим с пневмоцилиндром одностороннего действия.
Обрабатываемая деталь устанавливается на кольцо 3, которое зафиксировано на крышке 4 приспособления при помощи винтов 11. Кроме того, на крышке также установлена разжимная цанга 5.
Конус 2 устанавливается на цангу, при этом он фиксируется на штоке 9 за счет быстросъемной шайбы 8.
Воздух поступает из пневмосети в рабочую полость пневмоцилиндра, при этом шток начинает вертикально перемещаться вниз, увлекая за собой конус.
Под действием возрастающей силы цанга деформируется, центрируя и закрепляя деталь.
Затем производится обработка детали.
Для снятия детали в приспособлении предусмотрена пружина 15, которая выталкивает шток вверх, освобождая деталь.
Для транспортировки приспособления предусмотрены четыре рым – болта 14.
Для базирования приспособления на столе станка предусмотрен палец 6. Крепление приспособления осуществляется при помощи двух болтов М16.
7 ПРОЕКТИРОВАНИЕ СПЕЦИАЛЬНОГО КОНТРОЛЬНОГО ПРИСПОСОБЛЕНИЯ
7.1 Исходные данные для проектирования
Объект контроля – деталь корпус лабиринта. Контролируемым параметром является: торцевого биение поверхностей детали относительно базовых поверхностей Ø46,8Н8
7.2 Схема контроля и принципиальная схема приспособления
На рисунке 7.1 представлена схема контроля контрольного приспособления с перечнем основных элементов
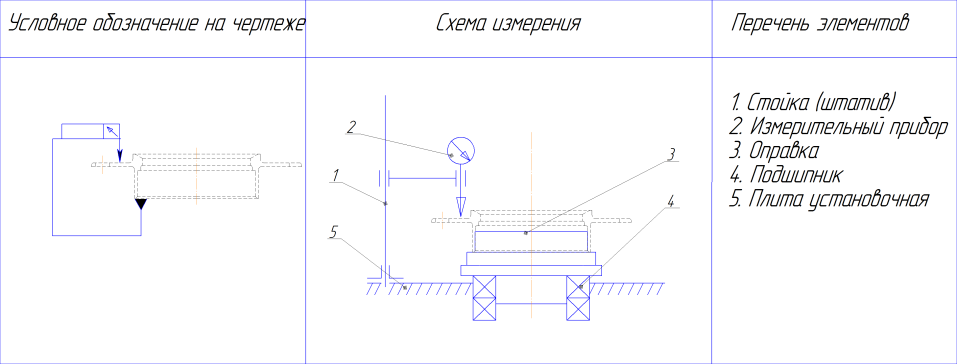
Рисунок 7.1 - Схема измерения контрольного приспособления
Средствами измерения является индикатор часового типа, установленный на стойке.

Рисунок 7.2 – Принципиальная схема
7.3 Расчет приспособления на точность
При расчете точности контрольно-измерительных приспособлений определяют суммарную погрешность измерения, состоящую из систематических и случайных погрешностей по [1] стр. 152 формуле 2.16:
![]() (7.1)
(7.1)
![]() – систематическая погрешность, вызванная
неточностью изготовления передаточных
элементов, рычагов, штифтов, стержней
и т.д,
– систематическая погрешность, вызванная
неточностью изготовления передаточных
элементов, рычагов, штифтов, стержней
и т.д,
![]() =0
ввиду отсутствия передаточных элементов;
=0
ввиду отсутствия передаточных элементов;
![]() - систематическая погрешность, вызванная
неточностью изготовления установочных
мер и эталонных деталей, используемых
для настройки средств измерений на
контролируемый параметр.
- систематическая погрешность, вызванная
неточностью изготовления установочных
мер и эталонных деталей, используемых
для настройки средств измерений на
контролируемый параметр.
![]() = 0 ввиду отсутствия эталонной детали;
= 0 ввиду отсутствия эталонной детали;
![]() – погрешность, вызванная несовмещением
измерительной базы с технологической
базой или конструкторской базой.
– погрешность, вызванная несовмещением
измерительной базы с технологической
базой или конструкторской базой.
![]() =0,
т.к. при реализации выбранной схемы
происходит совмещение технологической
и конструкторской баз;
=0,
т.к. при реализации выбранной схемы
происходит совмещение технологической
и конструкторской баз;
![]() – погрешность, возникающая в результате
закрепления контролируемого объекта,
вследствие его возможной деформации
(не учитывается ввиду жёсткости детали);
– погрешность, возникающая в результате
закрепления контролируемого объекта,
вследствие его возможной деформации
(не учитывается ввиду жёсткости детали);
![]() – погрешность, зависящая от измерительной
силы, возникает в результате смещения
измерительной базы детали от заданного
положения в процессе измерения (не
учитывается ввиду жесткости детали);
– погрешность, зависящая от измерительной
силы, возникает в результате смещения
измерительной базы детали от заданного
положения в процессе измерения (не
учитывается ввиду жесткости детали);
![]() – погрешность, возникающая по причине
зазоров между осями рычагов передаточных
устройств.
– погрешность, возникающая по причине
зазоров между осями рычагов передаточных
устройств.
![]() =0
ввиду отсутствия передаточных рычагов.
=0
ввиду отсутствия передаточных рычагов.
С учетом вышеприведенного анализа производим анализ и выявление всех погрешностей с изображением их на схеме и определим их численное значение.

Рисунок 7.3 – Схема выявления погрешностей приспособления
При расчете точности контрольно-измерительных приспособлений определяют суммарную погрешность измерения, состоящую из систематических и случайных погрешностей по [1] стр. 152 формуле 2.16.
![]() (7.2)
(7.2)
где
![]() погрешность
средства измерения, мм, цена деления
0,002 мм [1];
погрешность
средства измерения, мм, цена деления
0,002 мм [1];
![]() погрешности,
вызванные действием случайных факторов
при выполнении контроля,
погрешности,
вызванные действием случайных факторов
при выполнении контроля, ![]() ,
принимаем
,
принимаем
![]() мм;
мм;
![]() систематическая
погрешность, вызванная неточностью
изготовления установочных элементов
для контролируемого объекта и средства
измерений и неточностью их взаимного
расположения на корпусе приспособления
при его сборке, мм по [1];
систематическая
погрешность, вызванная неточностью
изготовления установочных элементов
для контролируемого объекта и средства
измерений и неточностью их взаимного
расположения на корпусе приспособления
при его сборке, мм по [1];
Подставляем все найденные величины в формулу (14.1), получим:
![]() мм.
мм.
Допускаемая
погрешность может составлять 8 – 10%
допуска контролируемого параметра, её
величина зависит от назначения изделия.
Суммарная погрешность ![]() в данном случае не должна превышать 10%
от допуска.
в данном случае не должна превышать 10%
от допуска.
![]()
Сравним полученную ожидаемую погрешность приспособления с допускаемой по погрешностью.
![]()
![]() -
условие выполняется
-
условие выполняется
В связи с тем, что условие выполняется, приспособление обеспечивает требуемую точность, указанную на чертеже приспособления.
7.4 Описание работы спроектированного приспособления
Для контроля торцового биения детали разработано приспособление с жесткой и разжимной оправками и индикатором часового типа
Поверяемую деталь устанавливают на разжимную оправку 6, которая соединена с жесткой оправкой 7 при помощи винтов 14. Оправка 7 запрессована в подшипники 16, которые, в свою очередь, запрессованы в основание 8.
Закрепление детали осуществляется путем закручивания болта 13 в корпус разжимной оправки, который, увлекая за собой конус 4, разжимает оправку.
На основание также устанавливается опора 5, в которую вставлена стойка 10, положение по высоте которой регулируется винтом 2. На стойке 10 с помощью соответствующего переходника 9 прикреплена балка 1, в которую вставлена втулка 3, в которой закреплена индикаторная головка 15, измерительный стержень которой соприкасается с контролируемой поверхностью.
Опора 5 надежно крепится к основанию 8 при помощи болтов 12.
Для определения биения рабочих поверхностей крыльчатки ей дается один – два оборота. По разности показаний ИГ определяют биение рабочих поверхностей.
Снятие детали производится путем откручивания болта 13. При этом пружина 17 выталкивает конус 4 вверх, что позволяет оправке вернуться в исходное положение и снять деталь.