

Красочный аппарат и ракельное устройство
![]()
В отличие от высокой печати, в которой печатающие элементы формы приподняты относительно пробельных, и плоской печати, в которой печатающие и пробельные элементы расположены практически в одной плоскости, но обладают избирательным восприятием печатной краски, в способе глубокой печа ти краска переносится на запечатываемую поверхность из углубленных по отношению к пробельным печатающих элементов (ячеек, полученных гравированием поверхности цилиндра).
В глубокой печати применяются краски пониженной вязкости (раздел 1.5.2.3), приблизительно 1 Па-с. В их состав входят летучий растворитель (в большинстве случаев толуол) и связующие вещества с пигментами (раздел 1,5.2.3). Простейшим способом заполнения краской растровых ячеек печатной формы глубокой печати является погружение формного цилиндра в заполненную краской емкость (рис. 2.2-14,а). Краска также может наноситься при помощи специального заборного ва-лика, благодаря чему при высоких скоростях печати она не пенится и не разбрызгивается. Более низкая по сравнению с формным цилиндром скорость вращения погруженного в краску валика обеспечивает нанесение равномерного слоя краски. Специальные боковые диски предотвращают разбрызгивание краски у краев формного цилиндра, а стекающая с цилиндра краска собирается в кювету, расположенную под красочной емкостью (она регулируется по высоте). Из кюветы краска поступает в красочный бак, размещаемый перед печатной секцией. Здесь она перемешивается со свежей краской, фильтруется, при необходимости разбавляется растворителем и подается в красочную емкость.Обязательным элементом каждой печатной секции машин глубокой печати является ракельное устройство. Ракель служит для удаления краски с поверхности пробельных элементов печатной формы и, поскольку от его конструкции и работы существенно зависит качество оттиска, его часто называют «душой» глубокой печати. Ракель представляет собой тонкий нож из упругой стальной ленты, слегка изогнутый и закрепленный в держателе (рис. 2.2-14,6). Чуть ранее в красочных системах машин глубокой печати применялась конструкция, состоящая из более толстого опорного ракеля и «обычного» ракеля. Применяемые в настоящее время ракельные устройства позволяют отказаться от опорного ракеля и использовать ракель с более толстым и коротким полотном и скошенным лезвием (рис. 2.2-14,6), который крепится не в держателе ракеля, а в зажиме.
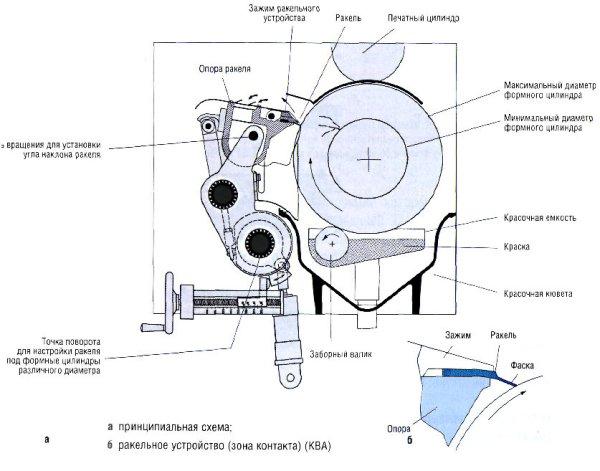
Рис. 2.2-14 - Красочная секция глубокой печати
Включается и выключается ракельное устройство (пневматический или гидравлический привод) при помощи двух взаимосвязанных рычажных систем (рис. 2.2-14,а): поворот осей которых обеспечивает подъем, опускание и прижим ракеля, позволяя адаптироваться к формным цилиндрам любых размеров. Кроме того, поворотом нижней опоры ракельное устройство отводится при замене формного цилиндра.
Для того чтобы предотвратить изнашивание лезвия и «полошение», ракель должен совершать медленное возвратно-поступательное движение. Осевое перемещение ракеля осуществляется либо от вала привода через кривошипно-шатунный механизм, либо при помощи реверсивной червячной передачи от отдельного двигателя. Следует отметить, однако, что пока не найдено оптимального соотношения числа ходов ракеля (по отношению к оборотам формного цилиндра) и его траектории движения с тем, чтобы препятствовать «пробиванию» заточенной кромки ракеля инородными частицами.
Ракель относится к быстро изнашивающимся элементам печатной машины и требует регулярной замены (желательно перед каждым новым тиражом). При установке ракеля он выравнивается параллельно поверхности формного цилиндра. В современных системах это обеспечивается гидравлическим прижимным механизмом с системой выбора давления и функцией самовыравнивания. Уголустановки ракеля, который во многом определяет качество печати, является контролируемым параметром при воспроизведении сложных оригиналов ([2.2-1] и [2.2-2]).