

Магазин поворотных штанг
![]()
В машинах глубокой печати часто используются так называемые магазины поворотных штанг. С их помощью отдельные ленты, число которых может превышать 20 (рис. 2.2-18), полученные при разрезке продольными дисковыми ножами бумажного полотна, стандартной ширины 3,6 м, направляютсяв один фальцаппарат. Ножи устанавливаются в направляющих (каналах) таким образом, чтобы их биение было минимальным. Конструкция крепления обеспечивает перемещение ножей в направлении, перпендикулярном движению бумажного полотна. Нижние ножи пары приводятся в движение от электродвигателя, а верхние являются ведомыми с фрикционным приводом (рис. 2.2-19). Незначительное вертикальное смещение ножей позволяет получить ровный рез. Горизонтальное положение каждой пары задается программой исходя из специфических характеристик заказа. Бумажная пыль, образующаяся при работе ножей, удаляется вытяжной системой, а остатки собираются вакуумными всасывающими головками, установленными на тянущем валике.
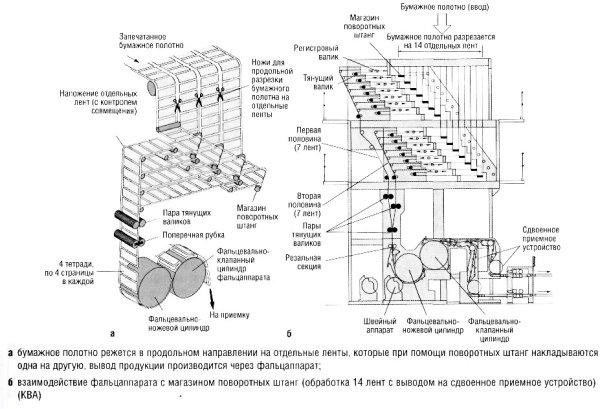
Рис. 2.2-18 - Процесс резки и фальцовки в рулонных машинах глубокой печати
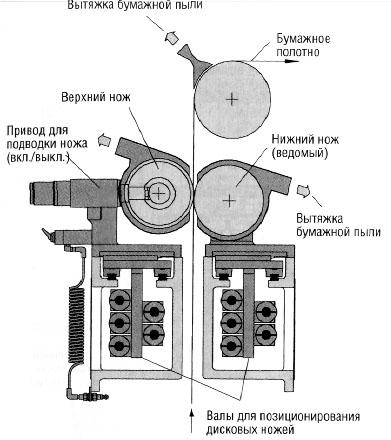
Рис. 2.2-19 - Устройство для продольной разрезки бумажного полотна в надстройке машины глубокой печати, установленное над магазином поворотных штанг (КВА)
Проходя поворотные штанги, отдельные ленты меняют направление движения и накладываются одна на другую. Сегодня широко применяется консольная конструкция поворотных штанг (т.е. конструкция с односторонним креплением). Это значительно облегчает разводку лент для их проводки (рис. 2.2-18,6), котораяосуществляется с одной стороны. Для соблюдения приводки собранных вместе полотен при вводе в резальную секцию фальцаппарата положение каждой ленты регулируется индивидуальными регистровыми валиками, в то время как тянущие валики обеспечивают их движение.
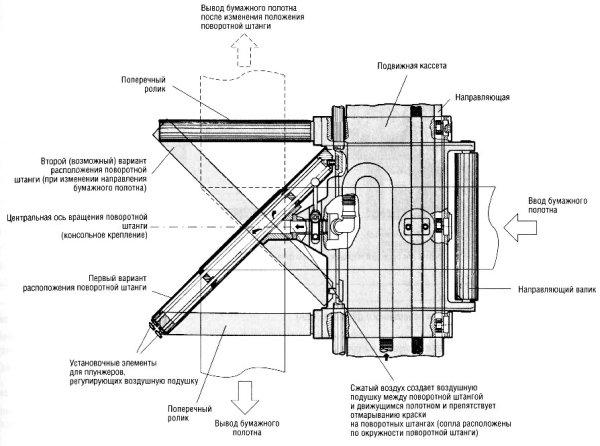
Рис. 2.2-20 - Магазин поворотных штанг с односторонним (консольными) креплением; поворотная штанга может устанавливаться в двух положениях (реверсирование) (КВА)
Магазин поворотных штанг крепится в подвижной кассете (рис. 2.2-20). Воздушная подушка под движущимся полотном бумаги позволяет предотвратить трение между ним и поворотными штангами. Для этого поворотные штанги присоединяются к мощному компрессору, который и обеспечивает подачу воздуха в них. Поскольку поворотные штанги используются при выпуске продукции разного формата, они оснащены внутренними поршнями, которые при необходимости перекрывают часть отверстий в поворотных штангах, сокращая ширину воздушной подушки до ширины бумажной ленты. Во избежание отмарывания поворотные штанги покрывают гальваническим способом тонким слоем хрома. Для переворота ленты поворотную штангу разворачивают относительно центральной оси.
Фальцаппарат в глубокой печати
![]()
В отличие от рулонных офсетных печатных машин, предназначенных для выпуска продукции фиксированных форматов, машины глубокой печати, которые используются для печати разноформатной продукции (разные по диаметру формные цилиндры), оснащаются фальцаппаратами переменного формата.
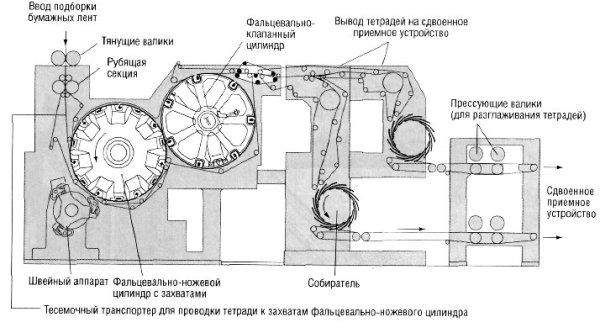
Рис. 2.2-21 - Фальцаппарат машины глубокой печати переменного формата (КВА)
Фальцаппарат машины глубокой печати (рис. 2.2-21) отличается от фальцаппарата офсетных машин еще и тем, что перемещение листа осуществляется не графейками, а захватами. Как уже отмечалось в разделе 2.1.3.4, в фальцаппарате при проводке листов захватами рубка ленты выполняется двумя резальными цилиндрами, объединенными в резальную секцию. В отличие от фальцаппарата постоянного формата (офсетные печатные машины), в котором рубка бумажного полотна выполняется резальным цилиндром в марзаны фальцевально-ножевого ци-линдра, резальная секция фальцаппарата переменного формата расположена отдельно (рис. 2.1-111). Она состоит из резального цилиндра и цилиндра с марзанами; минимальный диаметр обоих цилиндров может соответствовать длине тетради. Для получения точного реза оба цилиндра должны быть тщательно подогнаны один к другому и иметь четко выверенную окружную скорость и диаметр, определяемый геометрическими параметрами формного цилиндра.
На выходе из резальной секции движение тетради ускоряется, и передняя кромка листов попадает в открытые захваты фальцевально-ножевого цилиндра. Здесь листы плотно зажимаются захватами (кулачковый механизм) и перемещаются вместе с фаль-цевально-ножевым цилиндром к фальцевально-кла-панному цилиндру. Необходимость в ускорении движения тетрадей после рубки является следствием переменного формата формного цилиндра. Если машина работает «вподборку», а печатная продукция состоит из двух тетрадей (четыре полосы малого газетного формата по окружности формного цилиндра), первая тетрадь проходит вместе с фальце-вально-ножевым цилиндром два оборота. Вторая тетрадь накладывается на первую при каждом втором обороте, а соответствующая настройка цилиндра обеспечивает точность совмещения обеих тетрадей. Короткие захваты удерживают первую тетрадь, в то время как длинные отвечают за приводку второй. Современные машины глубокой печати, в которых по окружности формных цилиндров расположено уже не 4, а 6 полос таблоидного формата, позволяют производить подборку трех тетрадей (рис. 2.2-22). Увеличение диаметра формного цилиндра позволяет, помимо прочего, уменьшить его биение при запечатывании широких рулонов (3,6 м) и повысить производительность. Между тем при работе без подборки такая машина позволяет одновременно печатать три разные издания, конечно, при наличии трех собирателей и ленточного транспортера с контролем выклада.
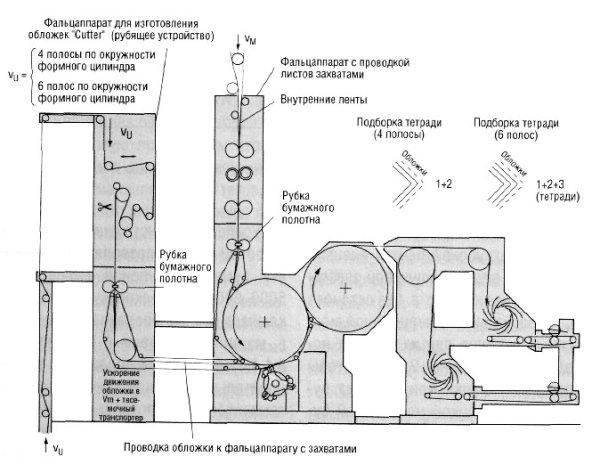
Рис. 2.2-22 - Устройства для подачи обложек в фальцаппарат (КВА)
Еще один способ увеличить производительность (широко практикуемый в США) состоит в использовании фальцаппаратов двойной ширины, на которыхмогут одновременно обрабатываться дна издания. Одновременная установка тройной приемки и фальцаппарата двойной ширины дает шестикратное увеличение возможностей производства. А два сдвоенных фальцаппарата позволяют довести количество изданий до 12. Вообще говоря, различная комбинация фальцующих секций и устройств, обеспечивающих ввод бумажного полотна в фальцаппарат, дает разнообразные технологические варианты и характерна для машин глубокой печати.
Собственно процедура фальцовки в аппаратах переменного формата не отличается от соответствующей процедуры в фальцаппарате постоянного формата, которая уже была описана в разделе 2.1.3.4. Однако машины глубокой печати, которые используются для производства малоформатной продукции (рекламных проспектов, брошюр и т.д.), гораздо чаще, чем газетные машины, оснащаются дополнительными устройствами фальцовки (в 1/4 листа). В отличие от стандартного фальцаппарата параллельный фальц формируется не при помощи дополнительного цилиндра малого диаметра в паре с фаль-цевально-ножевым цилиндром (рис. 1.6-19), а на фальцевально-клапанном цилиндре. Тем самым увеличивается скорость работы фальцаппарата и количество полос в тетради.
Фальцаппараты для изготовления обложек, называемые иначе «листорезальными аппаратами», относятся к отдельному классу устройств. Вопреки названию, фальцаппараты этого типа ничего не фальцуют, а только рубят пополам четырехполосные ленты толстой бумаги, превращая их в две журнальные обложки. Обложки либо поставляются в переплетный цех, либо обрабатываются в фальцаппарате переменного формата вместе с книжным/журнальным блоком (рис. 2.2-22). В последнем случае обложка накладывается на подобранные на фальцевально-ножевом цилиндре тетради и дальше обрабатывается (т.е. фальцуется) вместе с ними. Поскольку глубокая печать используется, главным образом, для изготовления продукции таблоидного формата, надстройка фальцаппарата, как правило, выполняется в виде магазина поворотных штанг. В тех случаях, когда стоит задача выпуска газет одного из стандартных малых газетных форматов, машины глубокой печати оснащаются фальцующими воронками (рис. 2.2-23).
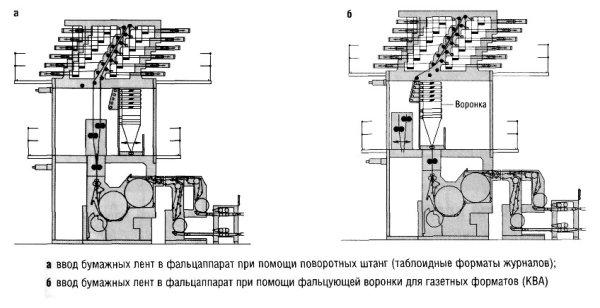
Рис. 2.2-23 - Схема взаимодействия фальцаппарата и надстройки с фальцующими воронками