

3.8 Розрахунок кількості робітників-операторів безперервно-потокової лінії
Кількість робітників на потокових лініях визначають виходячи з кількості робочих місць, норм обслуговування і коефіцієнта завантаження робочих місць (округлюється до більшого цілого значення).
Кількість робітників-операторів (Чоп і) на і-й операції дорівнює:
|
|
(2.31) |
де РМі. (пр), РМі.н.обс — відповідно, прийнята кількість робочих місць та норма обслуговування на і-й операції. Норма обслуговування на і-й операції - кількість робочих місць, що може бути обслужена одним робітником.
Загальна чисельність робітників на потоковій лінії (Чоп заг), дорівнює кількості робітників з урахуванням резерву, що зайняті на кожній операції (робочому місці):
|
|
(2.32) |
де Рч — додаткова (резервна) кількість робітників-операторів, у % до розрахункової кількості робітників на потоковій лінії (у межах 5-10 %).
Після визначення техніко-економічних параметрів поточної лінії на дільниці №2 необхідно зробити загальний висновок про основні результати, що отримані при розрахунку, та ефективність організації виробництва на дільниці.
ЕТАП №4. ВИЗНАЧЕННЯ ТИПУ ВИРОБНИЦТВА
Тип виробництва дільниць №1 та №2 визначається рівнем їх спеціалізації за допомогою коефіцієнту закріплення операцій (Кзо), що являє собою відношення кількості всіх різноманітних технологічних операцій, що виконуються або мають виконуватися протягом місяця на даному робочому місці, до кількості робочих місць:
|
|
(3.1) |
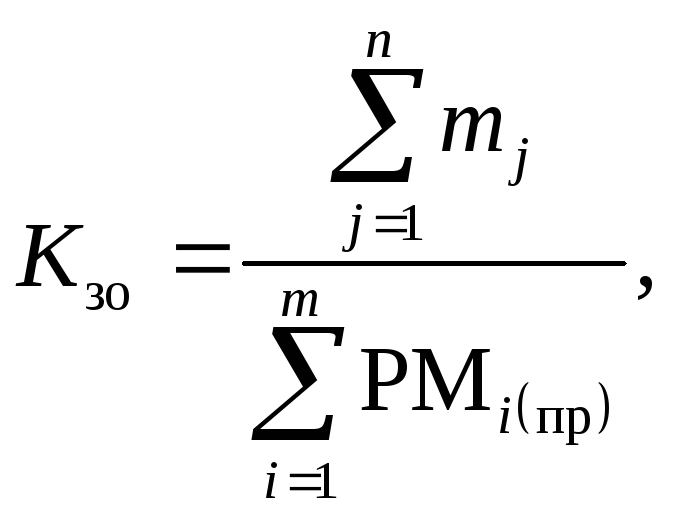
де m j — кількість операцій, що проходить j -та деталь у процесі обробки на робочому місці;
j - найменування деталей, що обробляються на даному устаткуванні (на робочому місці) за розрахунковий період j=[ 1, 2, 3, ..., n];
РМі (пр) — кількість робочих місць на даній і-й операції;
i - найменування операції з оброблення деталей і=[ 1, 2, 3, ..., m].
Віднесення дільниці до того або іншого типу виробництва визначається на підставі приведених нижче значень Кзо:
![]() –одиничний
тип
виробництва ;
–одиничний
тип
виробництва ;
![]() –дрібносерійний
тип виробництва ;
–дрібносерійний
тип виробництва ;
![]() –середньосерійний
тип виробництва
–середньосерійний
тип виробництва
![]() –крупносерійний
тип виробництва
–крупносерійний
тип виробництва
![]() –масовий
тип виробництва.
–масовий
тип виробництва.
Після визначення типу виробництва на дільницях 1 та 2 необхідно зробити загальний висновок про основні результати, що отримані при розрахунку курсової роботи та ефективність організації виробництва на дільницях.
Рекомендована література
Васильков В. Г. Організація виробництва: навчальний посібник. / В. Г. Васильков. - К.: КНЕУ, 2003. — 524 с.
Васильков В. Г., Дзюбенко Л. М. Організація виробництва: навч.-метод. посібник для самост. вивч. дисц. / В. Г. Васильков, Л. М. Дзюбенко. - К.: КНЕУ, 2003. — 241 с.
Тян Р.Б., Багрова І.В. Організація виробництва: навчальний посібник / Тян Р.Б., Багрова І.В. - Дніпропетровськ: ДДФЕІ, 2003 – 186 с.
Гриньова В.М. Організація виробництва: навчальний посібник / В.М. Гриньова. - К.:Знання, 2009. - 582с.
Онищенко В.О., Редкін О. В. Організація виробництва: Практикум: навчальний посібник / В.О. Онищенко, О. В. Редкін. - К.: Лібра, 2005. - 376с.
Єгупов Ю.А. Організація виробництва на промисловому підприємстві: навчальний посібник / Ю.А. Єгупов. – Київ: Центр навчальної літератури, 2006. – 488с.
Курочкин А.С. Организация производства: Учеб. пособие / А.С. Курочкин - К.: МАУП, 2001. - 216с.
Новицкий Н.И. Организация производства на предприятиях: Учеб.-метод. пособие / Н.И. Новицкий - М.: Финансы и статистика, 2003. - 392 с.
Антонов А.Н., Морозова Л.С. Основы современной организации производства: Учебник / А.Н. Антонов, Л.С. Морозова - М.: ДИС, 2004. - 428 с.
Фатхутдинов Р.А. Организация производства. Учеб. для вузов / Р.А. Фатхутдинов. ‑ М.: Инфра-М, 2002. - 672 с.
ДОДАТОК А. ТИТУЛЬНИЙ ЛИСТ, ЗАВДАННЯ ТА РЕЙТИНГОВА ОЦІНКА КУРСОВОЇ РОБОТИ
Результати оцінювання
|
Елементи контролю за 1 змістовим модулем |
Кількість балів |
|
Додержання календарного плану виконання роботи:
|
|
|
Правильність виконання розрахунків:
|
|
|
Обґрунтованість й адекватність сформульованих висновків:
|
|
|
Елементи контролю за 2 змістовим модулем |
|
|
Захист курсової роботи: якість й аргументованість відповідей на поставлені питання до 30 балів |
|
|
Усього |
|
ДОДАТОК Б. ПЕРЕЛІК ТЕОРЕТИЧНИХ ПИТАНЬ (ЕТАП №1)
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ДОДАТОК В ВХІДНІ ДАНІ ДЛЯ РОЗРАХУНКУ ЕТАПУ №2
|
ВАРІАНТ № |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|
Кількість календарних днів на місяць (Dк) |
31 |
31 |
28 |
31 |
30 |
31 |
30 |
31 |
31 |
30 |
31 |
30 |
31 |
30 |
31 |
|
Кількість робочих днів на місяць (Dр) |
21 |
22 |
20 |
22 |
20 |
21 |
20 |
21 |
22 |
22 |
21 |
22 |
22 |
22 |
21 |
|
Кількість святкових днів на місяць (Dс) |
- |
1 |
- |
1 |
- |
- |
1 |
- |
1 |
- |
- |
- |
- |
- |
- |
|
Кількість змін роботи дільниці за добу (S), штук |
2 |
3 |
2 |
3 |
2 |
3 |
2 |
3 |
2 |
3 |
2 |
3 |
2 |
3 |
2 |
|
Тривалість зміни (tз), годин |
8 |
8 |
7 |
7 |
8 |
8 |
7 |
7 |
8 |
8 |
7 |
7 |
8 |
8 |
7 |
|
Втрати робочого часу на планові ремонти (βі ), % | |||||||||||||||
|
- токарний верстат |
5 |
3 |
4 |
5 |
3 |
4 |
5 |
3 |
4 |
5 |
3 |
4 |
5 |
3 |
4 |
|
- фрезерувальний верстат |
3 |
4 |
5 |
3 |
4 |
5 |
3 |
4 |
5 |
3 |
4 |
5 |
3 |
4 |
5 |
|
- шліфувальний верстат |
4 |
5 |
3 |
4 |
5 |
3 |
4 |
5 |
3 |
4 |
5 |
3 |
4 |
5 |
3 |
|
Місячна програма випуску (Nj), шт. | |||||||||||||||
|
-NА |
1150 |
2150 |
1500 |
1150 |
2150 |
1500 |
1150 |
2150 |
1500 |
1150 |
2150 |
1500 |
1150 |
2150 |
1500 |
|
-NБ |
1950 |
2000 |
2150 |
1950 |
2000 |
2150 |
1950 |
2000 |
2150 |
1950 |
2000 |
2150 |
1950 |
2000 |
2150 |
|
-NВ |
1300 |
1500 |
1200 |
1300 |
1500 |
1200 |
1300 |
1500 |
1200 |
1300 |
1500 |
1200 |
1300 |
1500 |
1200 |
|
Технологічно неминучі втрати деталей(брак) (γ), % |
5 |
4 |
3 |
5 |
4 |
3 |
5 |
4 |
3 |
5 |
4 |
3 |
5 |
4 |
3 |
|
Втрати часу на підналагодження устаткування (α), % |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
|
Плановий коефіцієнт виконання норм часу на і – му устаткуванні (Квн.і) | |||||||||||||||
|
-Квн 1 |
1,05 |
1 |
0,95 |
1,05 |
1 |
0,95 |
1,05 |
1 |
0,95 |
1,05 |
1 |
0,95 |
1,05 |
1 |
0,95 |
|
-Квн 2 |
1,1 |
1,1 |
1,05 |
1,1 |
1,1 |
1,05 |
1,1 |
1,1 |
1,05 |
1,1 |
1,1 |
1,05 |
1,1 |
1,1 |
1,05 |
|
-Квн 3 |
1 |
0,95 |
1 |
1 |
0,95 |
1 |
1 |
0,95 |
1 |
1 |
0,95 |
1 |
1 |
0,95 |
1 |
|
Кількість деталей у транспортній партії (р) |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
|
Норма п-з часу для партії, tпз i (для будь-якої деталі та операції!) |
10 |
5 |
10 |
5 |
10 |
5 |
10 |
5 |
10 |
5 |
10 |
5 |
10 |
5 |
10 |
|
Норма штучного часу, ti для деталі А | |||||||||||||||
|
1) Токарна |
4 |
4,5 |
5 |
4 |
4,5 |
5 |
4 |
4,5 |
5 |
4 |
4,5 |
5 |
4 |
4,5 |
5 |
|
2) Фрезерувальна |
2,5 |
3 |
3,5 |
2,5 |
3 |
3,5 |
2,5 |
3 |
3,5 |
2,5 |
3 |
3,5 |
2,5 |
3 |
3,5 |
|
3) Шліфувальна |
6 |
6,5 |
7 |
6 |
6,5 |
7 |
6 |
6,5 |
7 |
6 |
6,5 |
7 |
6 |
6,5 |
7 |
|
Норма штучного часу, ti для деталі Б | |||||||||||||||
|
1) Токарна |
3,8 |
4,3 |
4,8 |
3,8 |
4,3 |
4,8 |
3,8 |
4,3 |
4,8 |
3,8 |
4,3 |
4,8 |
3,8 |
4,3 |
4,8 |
|
2) Фрезерувальна |
4 |
4,5 |
5 |
4 |
4,5 |
5 |
4 |
4,5 |
5 |
4 |
4,5 |
5 |
4 |
4,5 |
5 |
|
3) Шліфувальна |
5,5 |
6 |
6,5 |
5,5 |
6 |
6,5 |
5,5 |
6 |
6,5 |
5,5 |
6 |
6,5 |
5,5 |
6 |
6,5 |
|
Норма штучного часу, ti для деталі В | |||||||||||||||
|
1) Токарна |
3,3 |
3,8 |
4,3 |
3,3 |
3,8 |
4,3 |
3,3 |
3,8 |
4,3 |
3,3 |
3,8 |
4,3 |
3,3 |
3,8 |
4,3 |
|
2) Фрезерувальна |
4 |
4,5 |
5 |
4 |
4,5 |
5 |
4 |
4,5 |
5 |
4 |
4,5 |
5 |
4 |
4,5 |
5 |
|
3) Шліфувальна |
8 |
8,5 |
9 |
8 |
8,5 |
9 |
8 |
8,5 |
9 |
8 |
8,5 |
9 |
8 |
8,5 |
9 |
|
ВАРІАНТ № |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
30 |
|
Кількість календарних днів на місяць (Dк) |
31 |
31 |
28 |
31 |
30 |
31 |
30 |
31 |
31 |
30 |
31 |
30 |
31 |
30 |
31 |
|
Кількість робочих днів на місяць (Dр) |
21 |
22 |
20 |
22 |
20 |
21 |
20 |
21 |
22 |
22 |
21 |
22 |
22 |
22 |
21 |
|
Кількість святкових днів на місяць (Dс) |
- |
1 |
- |
1 |
- |
- |
1 |
- |
1 |
- |
- |
- |
- |
- |
- |
|
Кількість змін роботи дільниці за добу (S), годин |
2 |
3 |
2 |
3 |
2 |
3 |
2 |
3 |
2 |
3 |
2 |
3 |
2 |
3 |
2 |
|
Тривалість зміни (tз), годин |
8 |
8 |
7 |
7 |
8 |
8 |
7 |
7 |
8 |
8 |
7 |
7 |
8 |
8 |
7 |
|
Втрати робочого часу на планові ремонти (βі ), % | |||||||||||||||
|
- токарний верстат |
5 |
3 |
4 |
5 |
3 |
4 |
5 |
3 |
4 |
5 |
3 |
4 |
5 |
3 |
4 |
|
- фрезерувальний верстат |
3 |
4 |
5 |
3 |
4 |
5 |
3 |
4 |
5 |
3 |
4 |
5 |
3 |
4 |
5 |
|
- шліфувальний верстат |
4 |
5 |
3 |
4 |
5 |
3 |
4 |
5 |
3 |
4 |
5 |
3 |
4 |
5 |
3 |
|
Місячна програма випуску (Nj), шт. | |||||||||||||||
|
-NА |
1100 |
2100 |
1100 |
2100 |
1100 |
2100 |
1100 |
2100 |
1100 |
2100 |
1100 |
2100 |
1100 |
2100 |
1100 |
|
-NБ |
1900 |
1950 |
1900 |
1950 |
1900 |
1950 |
1900 |
1950 |
1900 |
1950 |
1900 |
1950 |
1900 |
1950 |
1900 |
|
-NВ |
1250 |
1450 |
1250 |
1450 |
1250 |
1450 |
1250 |
1450 |
1250 |
1450 |
1250 |
1450 |
1250 |
1450 |
1250 |
|
Технологічно неминучі втрати деталей(брак) (γ), % |
5 |
4 |
3 |
5 |
4 |
3 |
5 |
4 |
3 |
5 |
4 |
3 |
5 |
4 |
3 |
|
Втрати часу на підналагодження устаткування (α), % |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
|
Плановий коефіцієнт виконання норм часу на і – му устаткуванні (Квн.і) | |||||||||||||||
|
-Квн 1 |
1,05 |
1 |
0,95 |
1,05 |
1 |
0,95 |
1,05 |
1 |
0,95 |
1,05 |
1 |
0,95 |
1,05 |
1 |
0,95 |
|
-Квн 2 |
1,1 |
1,1 |
1,05 |
1,1 |
1,1 |
1,05 |
1,1 |
1,1 |
1,05 |
1,1 |
1,1 |
1,05 |
1,1 |
1,1 |
1,05 |
|
-Квн 3 |
1 |
0,95 |
1 |
1 |
0,95 |
1 |
1 |
0,95 |
1 |
1 |
0,95 |
1 |
1 |
0,95 |
1 |
|
Кількість деталей у транспортній партії (р) |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
|
Норма п-з часу для партії, tпз i (для будь-якої деталі та операції!) |
10 |
5 |
10 |
5 |
10 |
5 |
10 |
5 |
10 |
5 |
10 |
5 |
10 |
5 |
10 |
|
Норма штучного часу, ti для деталі А | |||||||||||||||
|
1) Токарна |
4 |
4,5 |
5 |
4 |
4,5 |
5 |
4 |
4,5 |
5 |
4 |
4,5 |
5 |
4 |
4,5 |
5 |
|
2) Фрезерувальна |
2,5 |
3 |
3,5 |
2,5 |
3 |
3,5 |
2,5 |
3 |
3,5 |
2,5 |
3 |
3,5 |
2,5 |
3 |
3,5 |
|
3) Шліфувальна |
6 |
6,5 |
7 |
6 |
6,5 |
7 |
6 |
6,5 |
7 |
6 |
6,5 |
7 |
6 |
6,5 |
7 |
|
Норма штучного часу, ti для деталі Б | |||||||||||||||
|
1) Токарна |
3,8 |
4,3 |
4,8 |
3,8 |
4,3 |
4,8 |
3,8 |
4,3 |
4,8 |
3,8 |
4,3 |
4,8 |
3,8 |
4,3 |
4,8 |
|
2) Фрезерувальна |
4 |
4,5 |
5 |
4 |
4,5 |
5 |
4 |
4,5 |
5 |
4 |
4,5 |
5 |
4 |
4,5 |
5 |
|
3) Шліфувальна |
5,5 |
6 |
6,5 |
5,5 |
6 |
6,5 |
5,5 |
6 |
6,5 |
5,5 |
6 |
6,5 |
5,5 |
6 |
6,5 |
|
Норма штучного часу, ti для деталі В | |||||||||||||||
|
1) Токарна |
3,3 |
3,8 |
4,3 |
3,3 |
3,8 |
4,3 |
3,3 |
3,8 |
4,3 |
3,3 |
3,8 |
4,3 |
3,3 |
3,8 |
4,3 |
|
2) Фрезерувальна |
4 |
4,5 |
5 |
4 |
4,5 |
5 |
4 |
4,5 |
5 |
4 |
4,5 |
5 |
4 |
4,5 |
5 |
|
3) Шліфувальна |
8 |
8,5 |
9 |
8 |
8,5 |
9 |
8 |
8,5 |
9 |
8 |
8,5 |
9 |
8 |
8,5 |
9 |
ДОДАТОК Г ВХІДНІ ДАНІ ДЛЯ РОЗРАХУНКУ ЕТАПУ №3
|
ВАРІАНТ № |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|
Втрати робочого часу на планові ремонти конвеєра (βк ), % |
3 |
2 |
4 |
3 |
2 |
4 |
3 |
2 |
4 |
3 |
2 |
4 |
3 |
2 |
4 |
|
Кількість виробів, що має бути випущена (Nвип), |
10500 |
15500 |
10500 |
15500 |
10500 |
15500 |
10500 |
15500 |
10500 |
15500 |
10500 |
15500 |
10500 |
15500 |
10500 |
|
Технологічно неминучі втрати (брак) (α), % |
5 |
4 |
3 |
2 |
5 |
4 |
3 |
2 |
5 |
4 |
3 |
2 |
5 |
4 |
3 |
|
Кількість виробів у транспортній партії (р) |
20 |
50 |
25 |
20 |
50 |
25 |
20 |
50 |
25 |
20 |
50 |
25 |
20 |
50 |
25 |
|
Норми штучного часу технологічних операцій зі збирання (ti), хвилин | |||||||||||||||
|
- Операція №1 (t1) |
10 |
15 |
20 |
10 |
15 |
20 |
10 |
15 |
20 |
10 |
15 |
20 |
10 |
15 |
20 |
|
- Операція №2 (t2) |
20 |
10 |
15 |
20 |
10 |
15 |
20 |
10 |
15 |
20 |
10 |
15 |
20 |
10 |
15 |
|
- Операція №3 (t3) |
15 |
20 |
10 |
15 |
20 |
10 |
15 |
20 |
10 |
15 |
20 |
10 |
15 |
20 |
10 |
|
Крок конвеєра (lк), метри |
2 |
3 |
4 |
2 |
3 |
4 |
2 |
3 |
4 |
2 |
3 |
4 |
2 |
3 |
4 |
|
Середня маса одиниці виробу, що складається на потоковій лінії (Q), кг |
25 |
30 |
20 |
25 |
30 |
20 |
25 |
30 |
20 |
25 |
30 |
20 |
25 |
30 |
20 |
|
Максимальна тривалість виконання і-ї операції більша за нормативну (середню) на δ, %. |
5 |
6 |
5 |
6 |
5 |
6 |
5 |
6 |
5 |
6 |
5 |
6 |
5 |
6 |
5 |
|
Маса стрічки (ланцюга) конвеєра (Qк), кг/м. |
4 |
5 |
6 |
7 |
8 |
4 |
5 |
6 |
7 |
8 |
4 |
5 |
6 |
7 |
8 |
|
Норма обслуговування на і-й операції, роб. місць/ чол. | |||||||||||||||
|
- РМ н.обс 1 |
1 |
2 |
1 |
1 |
2 |
1 |
1 |
2 |
1 |
1 |
2 |
1 |
1 |
2 |
1 |
|
- РМ н.обс 2 |
2 |
1 |
1 |
2 |
1 |
1 |
2 |
1 |
1 |
2 |
1 |
1 |
2 |
1 |
1 |
|
- РМ н.обс 3 |
1 |
1 |
2 |
1 |
1 |
2 |
1 |
1 |
2 |
1 |
1 |
2 |
1 |
1 |
2 |
|
Додаткова (резервна) кількість робітників-операторів (Рч), % |
5 |
10 |
5 |
10 |
5 |
10 |
5 |
10 |
5 |
10 |
5 |
10 |
5 |
10 |
5 |
|
ВАРІАНТ № |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
30 |
|
Втрати робочого часу на планові ремонти конвеєра (βк ), % |
3 |
2 |
4 |
3 |
2 |
4 |
3 |
2 |
4 |
3 |
2 |
4 |
3 |
2 |
4 |
|
Кількість виробів, що має бути випущена (Nвип), |
10000 |
15000 |
10000 |
15000 |
10000 |
15000 |
10000 |
15000 |
10000 |
15000 |
10000 |
15000 |
10000 |
15000 |
10000 |
|
Технологічно неминучі втрати (брак) (α), % |
5 |
4 |
3 |
2 |
5 |
4 |
3 |
2 |
5 |
4 |
3 |
2 |
5 |
4 |
3 |
|
Кількість виробів у транспортній партії (р) |
20 |
50 |
25 |
20 |
50 |
25 |
20 |
50 |
25 |
20 |
50 |
25 |
20 |
50 |
25 |
|
Норми штучного часу технологічних операцій зі збирання (ti), хвилин | |||||||||||||||
|
- Операція №1 (t1) |
10 |
15 |
20 |
10 |
15 |
20 |
10 |
15 |
20 |
10 |
15 |
20 |
10 |
15 |
20 |
|
- Операція №2 (t2) |
20 |
10 |
15 |
20 |
10 |
15 |
20 |
10 |
15 |
20 |
10 |
15 |
20 |
10 |
15 |
|
- Операція №3 (t3) |
15 |
20 |
10 |
15 |
20 |
10 |
15 |
20 |
10 |
15 |
20 |
10 |
15 |
20 |
10 |
|
Крок конвеєра (lк), метри |
2 |
3 |
4 |
2 |
3 |
4 |
2 |
3 |
4 |
2 |
3 |
4 |
2 |
3 |
4 |
|
Середня маса одиниці виробу, що складається на потоковій лінії (Q), кг |
25 |
30 |
20 |
25 |
30 |
20 |
25 |
30 |
20 |
25 |
30 |
20 |
25 |
30 |
20 |
|
Максимальна тривалість виконання і-ї операції більша за нормативну (середню) на δ, %. |
5 |
6 |
5 |
6 |
5 |
6 |
5 |
6 |
5 |
6 |
5 |
6 |
5 |
6 |
5 |
|
Маса стрічки (ланцюга) конвеєра (Qк), кг/м. |
4 |
5 |
6 |
7 |
8 |
4 |
5 |
6 |
7 |
8 |
4 |
5 |
6 |
7 |
8 |
|
Норма обслуговування на і-й операції, роб. місць/ чол. | |||||||||||||||
|
- РМ н.обс 1 |
1 |
2 |
1 |
1 |
2 |
1 |
1 |
2 |
1 |
1 |
2 |
1 |
1 |
2 |
1 |
|
- РМ н.обс 2 |
2 |
1 |
1 |
2 |
1 |
1 |
2 |
1 |
1 |
2 |
1 |
1 |
2 |
1 |
1 |
|
- РМ н.обс 3 |
1 |
1 |
2 |
1 |
1 |
2 |
1 |
1 |
2 |
1 |
1 |
2 |
1 |
1 |
2 |
|
Додаткова (резервна) кількість робітників-операторів (Рч), % |
5 |
10 |
5 |
10 |
5 |
10 |
5 |
10 |
5 |
10 |
5 |
10 |
5 |
10 |
5 |
Примітки: кількість робочих днів на місяць (Dр) святкових днів на місяць (Dс), змін роботи дільниці за добу (S), тривалість зміни (tзм) прийняти за варіантами етапу №1.
ДОДАТОК Д. ВИМОГИ ДО ОФОРМЛЕННЯ ФОРМУЛ ТА ТАБЛИЦЬ
Вимоги до оформлення формул
Формули подаються за допомогою редактора MSEquation і розміщуються симетрично до тексту. Номер формули складається з номера розділу і порядкового номера формули в розділі, між якими ставлять крапку (наприклад (2.2) - друга формула другого розділу) та наводить в круглих дужках. Номер пишуть на рівні нижньої строки формули, до якої він належить. Після формули пишуть слово "де" і розшифровують значення символів:
![]() ,
(2.2)
,
(2.2)
де А - ... ;
В - …. ;
С - ….. .
Вимоги до оформлення таблиць
На всі таблиці повинні бути посилання в тексті. Розміщують їх після першого згадування в тексті, або на наступній сторінці. Номер таблиці складається з номеру розділу й порядкового номера таблиці в межах розділу, розділених крапкою. Слово “Таблиця _” указують один раз зліва над першою частиною таблиці з зазначенням її порядкового номера. Далі через тире розміщують стислу назву, яка повинна відбивати зміст таблиці. Назву друкують малими літерами (крім першої великої). При перенесенні таблиці на другу сторінку назви графи нумерують і переносять їхню нумерацію на наступну сторінку після слів “Продовження табл. ___”. Заголовки і підзаголовки граф таблиці починають з великої літери. У кінці заголовків і підзаголовків таблиць крапку не ставлять. Числові величини в одній графі повинні мати, як правило, однакову кількість десяткових знаків. Коли цифрові або інші дані в якомусь рядку таблиці не подають, то в ньому ставлять прочерк. Якщо всі показники таблиці мають однакові виміри, їх виносять у заголовок. Позначення одиниць виміру повинно відповідати стандартам. Цифри в графах слід проставляти так, щоб відповідні розряди чисел по всій колонці були розміщені один під одним. Потрібно дотримуватися однакової кількості десяткових знаків для всіх значень цифрових величин в одній графі.
Таблиця 2.3 – Показники ????????????????????
|
Показник |
Од. виміру |
???? |
???? |
???? |
???? |
???? | |
|
1 |
2 |
3 |
4 |
5 |
... |
... | |
|
???? |
|
|
|
|
|
| |
|
???? |
|
|
|
|
|
| |
Закінчення табл. 2.3
|
1 |
2 |
3 |
4 |
5 |
... |
... |
|
???? |
|
|
|
|
|
|
|
???? |
|
|
|
|
|
|