

2.3. Кодирование детали
Руководствуясь чертежом детали, необходимо составить технологический код детали (рис 1).
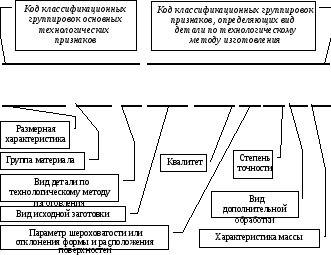
В классификаторе ЕСКД установлена 14-значная структура технологического кода, составленного из двух частей: кода классификационных группировок основных признаков (постоянная часть кода) и кода классификационных группировок-признаков, определяющих вид детали (переменная часть кода).
2.3.1. Порядок кодирования
Структура и значимость кода, составленного из кодов классификационных группировок основных технологических признаков и классификационных группировок признаков, определяющих вид детали по технологическому методу изготовления, имеет вид (рис.1):
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 1. Структура технологического кода детали
Кодирование детали по размерной характеристике выполняется тремя знаками (поз. 1, 2, 3) по данным приложения Б табл. 1.
У деталей класса тела вращения первым знаком кодируется наибольший наружный диаметр; вторым знаком кодируется длина детали (может быть высота); третьим знаком кодируется диаметр центрального отверстия.
При кодировании центрального отверстия учитывается диаметр только круглых поверхностей, независимо от наличия в них шпоночных пазов или шлицев.
В ступенчатых центральных отверстиях кодируется диаметр ступени с наивысшим квалитетом точности, а при равной точности двух или более ступеней - отверстие большего диаметра. В конусном отверстии кодируется размер меньшего диаметра конуса.
У деталей коробчатой формы (кроме класса тел вращения) первым знаком кодируется ширина; вторым - длина и третьим - высота детали. Для таких деталей необходимо учитывать, что длина больше ширины, которая больше высоты. Кодирование детали по группам материала выполняется двумя знаками (поз. 4, 5) по данным приложения Б табл. 2.
Кодирование детали в соответствии с видом по технологическому методу изготовления заготовки выполняется одним знаком (поз.6) - приложения Б табл. 3.
Кодирование по способу получения заготовки выполняется двумя знаками (поз. 7, 8). Установленные коды способов указаны в приложения Б табл. 5.
Кодирование по квалитету точности размеров детали выполняется двузначным кодом (поз. 9, 10). Позиция 9 обозначает наивысший квалитет точности наружных размеров детали, а позиция 10 обозначает наивысший квалитет точности внутренних поверхностей. При определении по чертежу детали квалитета точности размеров наружных поверхностей у деталей - тела вращения не учитывается точность резьбовых поверхностей, наибольших диаметров зубьев, шлицев, пазов и выступов, которые не являются поверхностями вращения. При кодировании квалитета точности размеров внутренних поверхностей деталей - тела вращения, учитывается только точность центрального отверстия. Установленные коды указаны в приложения Б табл. 4.
Параметр шероховатости и (или) отклонения формы и расположения поверхностей кодируется одним знаком (поз. 11), по наименьшей шероховатости и с учетом наличия требований отклонения формы и расположения поверхностей (прил. Б табл. 4, 6.).
Степень точности на допуски формы и расположения поверхностей кодируется одним знаком (поз. 12), (прил. Б табл. 4.).
Вид дополнительной обработки кодируется одним знаком (поз. 13) по данным приложения Б табл. 7.
Последним кодируют «Характеристику массы» одним знаком (поз.14) по данным приложения Б табл. 8.