

Шпоры по ТКМ
.doc|
50.Понятие о технологических коэффициентах сварочных электродов. Плавящиеся электроды делятся: 1).по назначению 2).по типу покрытия 3).по толщине покрытия Неплавящиеся электроды изготавливают из вольфрама, угольные, графитовые (для зажигания сварочных дуг). Вольфрамовые: 0,5…10мм Угольные, графитовые: 1,6…4мм; lэ=250…750мм. Э46-УОНИ 13/45-3,0-УД: Э46-тип электрода УОНИ 13/45-марка электрода 3,0-диаметр электрода У-углеродистая сталь Д-толстое покрытие. Е43 5-Б10: Е43-сопротивление разрыву гарантировано 430мПа 5-мДж/м2-ударная вязкость Б-основное покрытие 1-показывает, что сварка во всех пространственных положениях 0-сварка на постоянном токе прямой полярности. Rэл=Q(1,3…1,6)-требуемая масса электродов. При сварке в вертикальном положении Фэлектрода не более 4мм. При сварке в потолочном положении сила тока уменьшается не более 20%. При сварке в вертикальном или горизонтальном положении уменьшается на 15%.
|
|
|
|
51.Способы ионизации дугового промежутка. В столбе дуги протекает процесс ионизации, вызванный столкновением электронов с нейтральными атомами. Для зажигания и горения дуги необходимо выполнить 3 условия: 1)ионизировать воздушный промежуток «+» и «-» 2)напряжение холостого хода источника питания должно быть больше напряжения на дуге 3)поддержание высокой температуры нагрева катода. Ионизация воздушного промежутка. Ионизацией наз-ся процесс образования ионов и электронов. Работой ионизации наз-ся количество энергии, необходимое для отрыва электрона от атома. А=eU 1)использование квантовой энергии h>eU-используется при лазерной сварке. 2)использование тепловой энергии 3/2КТ>eU.
|
|
52.Понятие об эквиваленте углерода (Сэкв) при газовой резке металлов. Приближённая оценка пригодности стали для кислородной резке: оценивается по эквивалентному содержанию углерода. Сэкв до 0,6% Сэкв=0,6…0,8% В летнее время резка хорошая, в зимнее время необходим подогрев до температуры 150С. Сэкв=0,8…1,1% Сварка затруднена, необходим подогрев до температуры 300С. Сэкв>1,1%- необходим подогрев до температуры 300-400С с последующим охлаждением.
|
|
|
|
53.Параметры оценки качества газовой резки. Основные параметры качества резки: -точность -неперпендикулярность -шероховатость -глубина зоны термического влияния (ЗТВ) Точность вырезаемых деталей устанавливается по отклонению от номинальных размеров. Неперпендикулярность S=0…500мм S=500…2000мм S=20…40мм 1кл +/-0,5мм 1кл +/-0,8мм 1кл +/-0.3мм 1кл +/-0,5мм 2кл +/-0,7мм 2кл +/-1,0мм 2кл +/-0,6мм - 2кл +/-0,8мм 3кл +/-1,0мм 3кл +/-1,2мм 3кл +/-0,8мм - 3кл +/-1,5мм S=0…20мм 1кл +/-0,5мм 2кл +/-0,8мм 3кл +/-1,5мм Шероховатость-впадины,зазоры. S=0…20мм S=20…40мм 1кл +/-0,2мм 1кл +/-0,6мм 2кл +/-0,4мм 2кл +/-1,0мм 3кл +/-0,6мм 3кл +/-1,2мм Глубина зоны зависит от толщины металла,содержания углерода и определяется по пределу прочности. S=0…20мм S=20…40мм 1кл +/-0,02мм 1кл +/-0.1мм 2кл +/-0,04мм 2кл +/-0,2мм 3кл +/-0,06мм 3кл +/-0,4мм 1кл и 2кл-автоматические пазорезательные машины.
|
|
54.Оборудование и материалы, применяемые при газовой резке. С струей кислорода или воздуха. Для того чтобы процесс резки был технологически устойчивым необходимо выполнять следующие требования.Температура плавления оксидов должна быть ниже температуры плавления самого металла. Количество теплоты, выделяемое при оксидировании металла должно быть достаточным для поддержания температуры процесса резки. Оксиды должны быть жидкотекущими. |
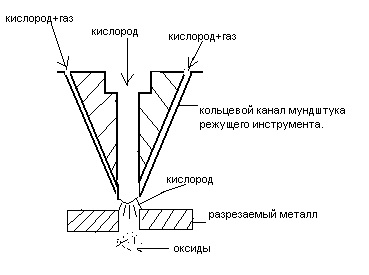 ущность
процесса закл-ся в том, что металл
вдоль линии реза нагревают до температуры
распламенения, затем на этот участок
подают кислород, который интенсивно
окисляется, а образующиеся оксиды
выдуваются
ущность
процесса закл-ся в том, что металл
вдоль линии реза нагревают до температуры
распламенения, затем на этот участок
подают кислород, который интенсивно
окисляется, а образующиеся оксиды
выдуваются