

5. Схема технологического процесса производства, технологические карты на изготовлениекозырьков входа. Выборка арматуры, схемы армирования, матрица контроля, строповки и складирования.
Общая технологическая схема процесса производства

|
Организация технологического процесса изготовления | ||||
|
№ опер. |
Наименование и последовательность выполнения операции |
Технические требования при изготовлении (основные параметры) |
Механизмы, оборудование, инструменты |
Профессия рабочего |
|
1 |
2 |
3 |
4 |
5 |
|
1. |
Подготовка формы |
|
|
|
|
|
Очистить форму от остатков бетона и пыли. |
Применение отбойных молотков, кувалд, ломов категорически запрещается |
Скребок, щетка, бункер для отходов |
Формовщик |
|
|
Нанести смазку на рабочую поверхность формы. |
Для смазки следует применять смазочный состав Отходы сливать в отдельную емкость |
Кисть, емкость со смазкой Емкость для отходов |
Формовщик Формовщик |
|
2. |
Армирование |
|
|
|
|
|
Подать арматурные сетки к посту подготовки форм. Установить сетки в форму. |
Установка сеток производится в соответствии с рабочими чертежами. Для обеспечения проектной толщины защитного слоя использовать прокладки из неметаллических материалов |
Кран мостовой |
Крановщик, формовщик |
|
3. |
Формование |
|
|
|
|
|
Подать форму на виброплощадку |
Строповка формы производится только за 4 петли |
Кран мостовой |
Крановщик, формовщик |
|
|
Принять бетонную смесь в бадью |
Не допускается изменение заданного состава и консистенции бетонной смеси |
Бетоноукладчик, пульт управления |
формовщик |
|
|
Подача бетонной смеси к вибро-площадке |
Перед формованием изделия проверить правильность установки арматурных сеток и петель |
Бетоновозная тележка, пульт управления |
формовщик |
|
|
Уложить бетонную смесь в форму |
Укладка бетонной смеси в неочищенную и несмазанную форму не допускается. |
Бетоно-укладчик, пульт управления |
формовщик |
|
|
Уплотнение разравнивание бетона в форме. Установка пригрузочной плиты. Окончательное виброуплотение бетонной смеси. Съем пригруза. |
Запрещается оставлять недо-формованными изделия во время перерыва или в конце смены |
Лопата, вибро-площадка, пульт управления |
Формовщик |
|
1 |
2 |
3 |
4 |
5 |
|
|
Загладить открытую поверхность изделия, очистить монтажные петли от налипшего бетона |
|
Мастерок |
Формовщик |
|
|
Застропить форму с изделием и подать в пропарочную камеру |
Запрещается загружать изделия в неочищенную пропарочную камеру |
Кран мостовой, траверса. |
Формовщик, крановщик |
|
|
Очистить бадью и виброплощадку от остатков бетонной смеси |
Категорически запрещается оставлять неосвобожденными от бетонной смеси бадью и виброплощадку |
Скребок, мастерок |
Формовщик |
|
4. |
Термообработка |
|
|
|
|
|
Уложить прокладки на крышку соседней камеры |
|
Вручную |
Формовщик |
|
|
Снять крышку камеры и уложить на прокладки |
Строповка крышек камер должна производиться за 4 петли |
Кран мостовой |
Крановщик, формовщик |
|
|
Произвести выгрузку форм с изделиями из камеры |
При выгрузке форм не допускать ударов о стены камеры |
Кран мостовой, траверса |
Формовщик, крановщик |
|
|
Откачать воду из камеры |
Не допускать наличия воды в камере |
Насос |
Формовщик |
|
|
Очистить дно камеры от остатков бетона и мусора |
Дно камеры содержать в чистоте, периодически проверять его горизонтальность |
Лопата, скребок, метла, уровень строит. |
Формовщик |
|
|
Произвести загрузку формы в камеру |
Запрещается загружать формы с изделиями в неочищенную пропарочную камеру
|
Кран мостовой, траверса |
Крановщик, формовщик |
|
|
Залить швеллер гидравлического затвора водой |
Предотвращение утечки пара через неплотности между крышками и стенками камер, изоляция внутреннего пространства от окружающей среды |
|
Термист |
|
|
Закрыть крышку камеры |
Запрещается использование неисправных крышек. Строповка крышек камер должна производиться за 4 петли |
Кран мостовой |
Крановщик, формовщик |
|
1 |
2 |
3 |
4 |
5 |
|
|
Открыть вентиль подачи пара |
Запрещается пуск пара в камеру при незалитых водой швеллерах и при наличии щелей в крышках и камерах |
|
Термист
|
|
|
Произвести термообработку в соответствии с заданным режимом |
Не загромождать доступ к отверстиям для замера температуры |
Смотри график термо- обработки |
Термист |
|
5. |
Распалубка |
|
|
|
|
|
Подать форму на пост распалубки |
Перед транспортировкой изделие приподнять на 500 мм, чтобы убедиться в надежности строповки. Строповку производить только за 4 строповочные петли |
Кран мостовой |
Крановщик, формовщик |
|
|
Снять изделие с формы и подать на пост доводки или транспортерную тележку |
Съем изделия с формы осуществлять плавно, без рывков |
Кран мостовой |
Крановщик, формовщик |
|
|
Устранение дефектов |
При необходимости |
|
Формовщик |
|
|
Вывоз изделия на склад готовой продукции. |
Складирование изделий произ-водить в соответствии со схемой складирования. |
Самоходная тележка, кран мостовой |
Формовщик, крановщик |
|
|
Складирование
|
Запрещиется складировать в одном штабеле изделия, принятые по ОТК и забракованные. | ||
|
|
Замаркировать изделие |
На торцевой или боковой поверхности, видимой при хранении, изделия должна быть нанесена несмываемой краской маркировка по ГОСТ 13015.2-81:
|
Кисть, емкость с краской
|
Контролер ОТК
|
Режим термообработки
График тепловой обработки изделий.
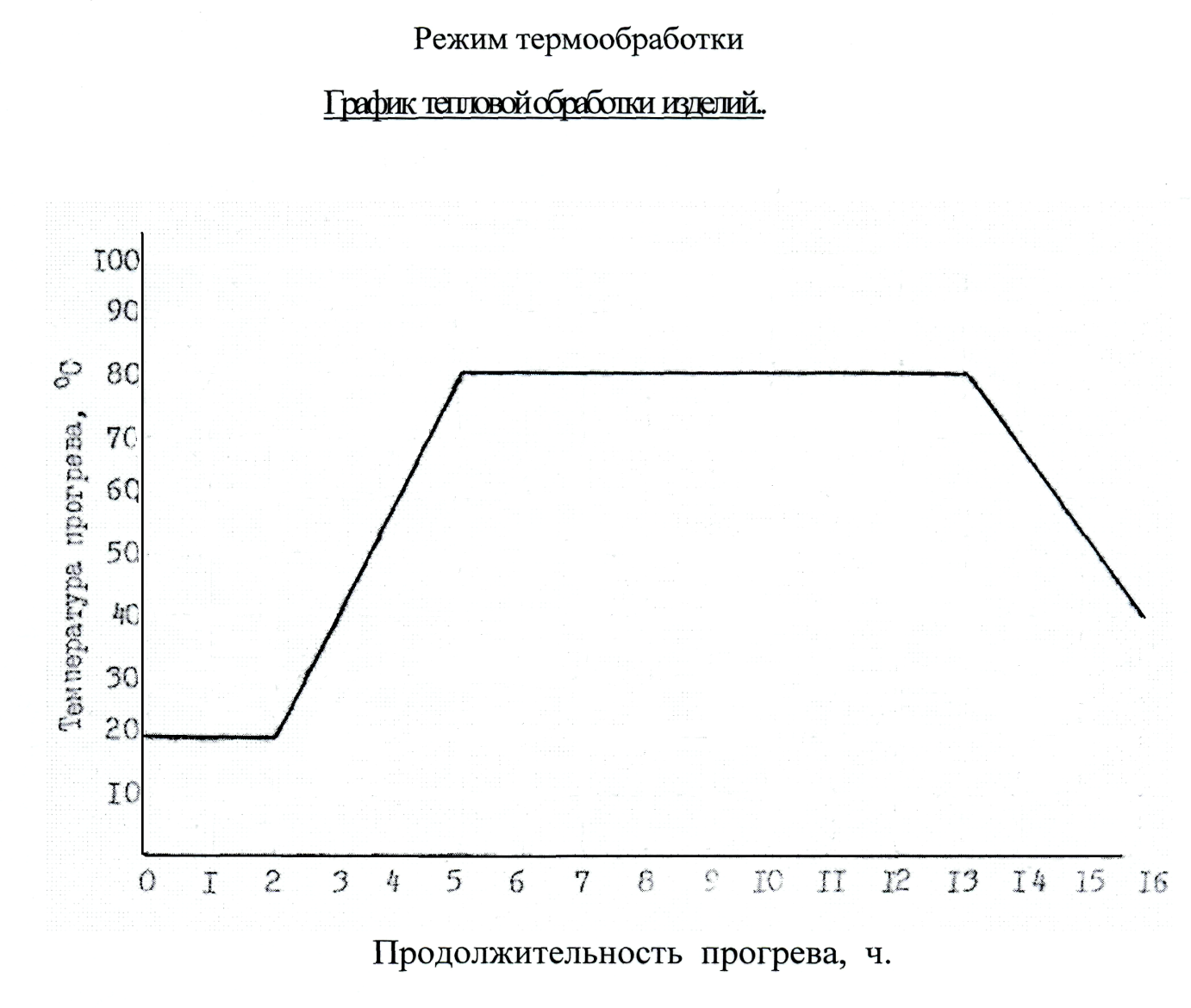
Режим тепловой обработки оборотов камеру в сутки
|
Наименование изделия |
Проектная марка бетона |
Способ тепловой обработки |
Толщина изделия, мм |
Режим пропарки |
Режим тепловой обработки | |||||
|
Железобетонные козырьки входа КВ 18-14 |
М350
|
Тепловлажно-стная обработка при температуре 80-85С |
150
|
Ручное управление |
16 (2+3+8+3) | |||||
|
|
|
|
|
|
| |||||
Выдержка изделий после пропаривания - 12 часов
Число оборотов камеры в сутки - 1
Для пропаривания железобетонных изделий применяют камеры периодического и непрерывного действия. Камеры периодического действия применяют обычно при стендовой и агрегатно-поточной технологии, камеры непрерывного действия – при конвейерной технологии.
Для тепловой обработки железобетонных изделий в первую очередь стали применять ямные пропарочные камер. Эти установки периодического действия сохранили ведущую роль и в настоящее время, в том числе и на заводе ЖБИ – 1.
Ямные многосекционные блочные камеры частично (на 2/3 - 4/5 высоты) заглублены в пол. Основными их элементами являются стенки, пол с гидравлическим затвором для стока конденсата, съемные крышки и система паропровода с запорной и регулировочной арматурой для подачи пара в камеру.
Стенки пропарочных камер при толщине 250 – 400 мм изготовлены из тяжелого бетона. Являясь достаточно прочными и непроницаемыми для паровоздушной смеси, такие ограждения, однако, характеризуется высокой теплопроводностью и теплоемкостью и, как следствие, вызывают значительные непроизводительные потери теплоты.
Пол камер сделан с уклоном для стока конденсата. Конструкция крышек камер имеет необходимую конструкцию для избежания перекосов и выхода пара. Крышки камер представляют собой плоские металлические сварные конструкции, обшитые с двух сторон досками, между которыми проложена минеральная вата. Для снижения паропроницаемости нижнюю сторону крышек защищают стальными листами толщиной 1,5 – 2 мм.
Предотвращение утечки пара через неплотности, образуемые крышкой и стенкой камеры, достигается применением гидравлического затвора. Такой затвор образуется швеллерами, заполняемыми водой или песком и устанавливаемыми на верхнем обрезе стен камеры. Герметизация осуществляется при опускании крышки, по периметру которой приварены из металлического уголка ребра.
Пар поступает в камеру через закольцованную трубу, расположенную у пола камеры по ее периметру. Поднимающийся пар смешивается с воздухом и образует паровоздушную смесь. В зависимости от концентрации воздуха изменяется температура паровоздушной смеси. Наиболее эффективны системы пароснабжения камер, обеспечивающие интенсивную циркуляцию греющей среды. При этом устраняется расслоение паровоздушной смеси и неравномерность обработки изделий. Для интенсивной циркуляции среды в камере на отметке 0,700 от полной высоты устанавливают пароразводящий коллектор с несколькими крупноразмерными соплами диаметром 15 -25 мм; шаг установки сопел 0,5 – 1 м. Оси сопел направляют так, чтобы струйки не ударяли в поверхность бетона. Места установки коллекторов и сопел для предохранения от повреждений оборудуют в нишах стен. Ямная камера соединяется с атмосферой через обратную трубу, которую устанавливают в нише стены. Наружный конец трубы оборудуют гидрозатвором и конденсатором для конденсации пара, выходящего из камеры вместе с воздухом.