

Глава 2.Производство сдобных сухарей
Виды сдобных сухарей
Ассортимент вырабатываемых в нашей стране сдобных сухарных изделий обширен.
Сдобные сухари представляют собой высушенные ломти сдобного хлеба, специально выпеченного в виде разных размеров и формы продолговатых плит (рядов). В зависимости от рецептуры, сырья и вкусов потребителей ассортимент вырабатываемых сдобных сухарей разнообразен. По данным, опубликованным П. М. Плотниковым и М. Ф. Колосниковым, известны рецептуры и способы производства 35 видов сдобных сухарей, в том числе из муки пшеничной высшего сорта – 13 и I сорта – 22. ГОСТ 8494–73 предусматривает выработку 26 наименований сдобных сухарей, в том числе из муки пшеничной высшего сорта – 16, из муки I сорта – 8 и из муки II сорта – 1.
Сдобные сухари различаются рецептурным составом, формой, размерами и количеством штук в 1 кг. В табл.2 приведен ассортимент сдобных сухарей, предусмотренный ГОСТ 8494–73, с указанием основных различий каждого наименования изделий.
Таблица 2.
Основные отличительные особенности сдобных сухарей
|
Сухари |
Сорт пшеничной муки |
Количество сухарей в 1 кг, шт. |
Размеры сухарей, мм | ||
|
длина |
высота |
толщина | |||
|
Детские |
Высший |
180–200 |
25–35 |
20–25 |
20–24 |
|
Любительские |
» |
90–105 |
95–105 |
25–35 |
11–14 |
|
Ванильные |
» |
90–105 |
80–100 |
30–35 |
11–13 |
|
Лимонные |
» |
80–90 |
80–90 |
35–40 |
13–15 |
|
Ореховые |
» |
70–80 |
90–95 |
35–40 |
10–12 |
|
Молочные |
» |
70–80 |
115–125 |
35–40 |
13–15 |
|
Школьные |
» |
70–80 |
90–110 |
40–45 |
11–13 |
|
С маком |
» |
50–60 |
95–105 |
35–40 |
13–15 |
|
Сливочные |
» |
40–55 |
120–130 |
35–40 |
14–18 |
|
Осенние |
» |
40–55 |
110–125 |
35–40 |
14–16 |
|
С изюмом |
» |
40–55 |
110–125 |
35–40 |
14–16 |
|
Юбилейные |
» |
40–55 |
60–70 |
25–30 |
10–12 |
|
Особые |
» |
40–55 |
80–90 |
35–40 |
13–15 |
|
Украинские |
» |
40–55 |
90–100 |
40–45 |
14–16 |
|
Киевские |
» |
40–55 |
100–120 |
35–45 |
14–16 |
|
Горчичные |
» |
40–55 |
105–115 |
40–50 |
16–18 |
|
Пионерские |
I |
100–120 |
60–70 |
30–40 |
12–14 |
|
Кофейные |
I |
55–65 |
80–90 |
35–40 |
18–21 |
|
Московские |
I |
50–60 |
90–105 |
40–45 |
17–19 |
|
Дорожные |
I |
35–40 |
100–115 |
40–45 |
15–18 |
|
Барнаульские |
I |
55–60 |
90–105 |
40–45 |
13–15 |
|
Туристические |
I |
45–60 |
110–130 |
35–40 |
12–15 |
|
Юбилейные |
I |
45–55 |
95–105 |
40–45 |
13–15 |
|
Рязанские |
|
|
|
|
|
|
прямоугольные |
I |
28 |
110 |
50–60 |
11–13 |
|
квадратные |
I |
55 |
50–60 |
50–60 |
11–12 |
|
Городские |
II |
40–45 |
100–110 |
35–40 |
18–21 |
Внешний вид сдобных сухарей (форма) был установлен еще в процессе их производства в кустарных условиях. Готовое сухарное тесто выгружали на столы, где вручную раскатывали в жгуты толщиной 2 – 4 см, затем делили на дольки длиной 3 – 6 см. Дольки в свою очередь раскатывали в «пальцы», раскладывали на листы, тыльной стороной ладоней оправляли по бокам, после расстойки смазывали яичной болтушкой и выпекали в печах.
Выпеченные полуфабрикаты представляли собой длинные с полуовальной поверхностью разной высоты и конфигурации плиты, которые после выдержки (черствения) разрезали на ломти определенной для каждого вида изделий толщины.
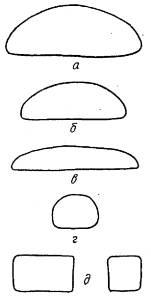
Рис. 6. Принятая форма сдобных сухарей:
а –полуовальная, высокая:б– полуовальная, укороченная. высокая;
в – полуовальная, удлиненная, низкая;г– полуцилиндрическая;
д –прямоугольная и квадратная
Таким образом, все сдобные сухари, за небольшим исключением, имели полуовальную поверхность (корку), острые или закругленные концы, плоскую нижнюю корку и гладкие боковые поверхности светло–коричневого цвета, развитую пористость.
Механизация процессов производства сдобных сухарей внесла некоторые изменения в форму изделий.
В зависимости от способа разделки и формования теста верхняя корка сухарной плиты может быть гладкой, с рельефами, допускаются наколы, предохраняющие ее от расслаивания в процессе выпечки.
Форма сухарей Детские полуцилиндрическая, а размеры уменьшены по сравнению с размерами других сухарей. Сдобные сухари Рязанские вырабатываются прямоугольной или квадратной формы, что отличает их от обычно принятой формы сдобных сухарей. Верхняя корка их матовая.
У некоторых вырабатываемых в настоящее время сухарей (Любительские, Кофейные, Городские) верхняя корка посыпается дробленой сухарной крошкой, а у сухарей С маком, С изюмом и Ореховые на боковых, поверхностях имеются включения мака, изюма или ореха. У сухарей Осенние и С изюмом одна сторона обсыпана сахаром–песком. Сопоставлением разнообразных форм и размеров сдобных сухарей можно установить пять типов их (рис.6).
К первому типу условно можно отнести сухари Молочные, Сливочные, Городские; ко второму – Лимонные, Школьные, Пионерские, Кофейные; к третьему – Любительские, Ванильные; к четвертому – Детские; к пятому – Рязанские.
По физико–химическим показателям сдобные сухари должны отвечать требованиям и нормам, указанным в табл. 3.
За последние годы ассортимент сухарных изделий значительно расширился за счет применения новых видов сырья, улучшителей, разработки рациональных технологических схем тестоведения, интенсификации выдержки и сушки сухарей, а также механизации производственных операций, ранее выполнявшихся вручную
Таблица 3 - Физико–химические показатели сдобных сухарей
|
Сдобные сухари |
Сорт муки |
Влажность, %, не более |
Кислотность, град, не более |
Содержание в пересчете на сухое вещество, %, не менее | |
|
сахара |
жира | ||||
|
Детские |
Высший |
11,0 |
3,5 |
14,5 |
– |
|
Любительские |
» |
9,0 |
3,5 |
18,0 |
10,5 |
|
Ванильные |
» |
8,0 |
3,5 |
18,0 |
10,5 |
|
Лимонные |
» |
9,0 |
3,5 |
13,5 |
7,5 |
|
Ореховые |
» |
8,0 |
4,0 |
17,0 |
– |
|
Молочные |
» |
10,0 |
3,5 |
16,0 |
7,0 |
|
Школьные |
» |
10,0 |
3,5 |
18,5 |
– |
|
С маком |
» |
10,0 |
3,5 |
18,0 |
9,0 |
|
Сливочные |
» |
10,0 |
3,5 |
16,5 |
10,0 |
|
Осенние |
» |
10,0 |
3,5 |
14,5 |
10,5 |
|
С изюмом |
» |
10,0 |
3,5 |
14,5 |
10,5 |
|
Юбилейные |
» |
8,0 |
4,0 |
21,0 |
8,0 |
|
Особые |
» |
10,0 |
3,5 |
– |
9,0 |
|
Украинские |
» |
10,0 |
3,5 |
17,0 |
7,0 |
|
Киевские |
» |
10,5 |
3,5 |
16,2 |
3,5 |
|
Горчичные |
» |
11,0 |
4,0 |
13,5 |
9,0 |
|
Пионерские |
I |
10,0 |
4,0 |
12,5 |
4,0 |
|
Кофейные |
I |
12,0 |
4,0 |
12,5 |
4,0 |
|
Московские |
I |
11,0 |
4,0 |
12,5 |
4,0 |
|
Дорожные |
I |
12,0 |
4,0 |
5,5 |
– |
|
Барнаульские |
I |
11,0 |
4,0 |
9,5 |
9,0 |
|
Туристические |
I |
11,0 |
4,0 |
4,5 |
11,0 |
|
Юбилейные |
I |
11,0 |
4,0 |
12,5 |
4,0 |
|
Рязанские |
I |
12,0 |
3,5 |
9,0 |
11,0 |
|
Городские |
II |
12,0 |
4,0 |
12,5 |
4,0 |
Таблица 4 - Отличительные особенности новых видов сухарей
|
Наименование |
Сорт пшеничной муки |
Количество сухарей в 1 кг, шт. |
Размеры сухарей, мм | ||
|
длина |
высота |
толщина | |||
|
Сухари | |||||
|
Калининградские |
высший |
60–65 |
90–100 |
35–40 |
13–15 |
|
Онежские |
» |
60–70 |
90–100 |
35–40 |
13–15 |
|
Домашние |
» |
60–40 |
75–90 |
35–40 |
13–15 |
|
Здоровье |
» |
70–80 |
70–75 |
35–40 |
13–14 |
|
Октябренок |
» |
100–120 |
65–70 |
25–30 |
12–14 |
|
Чебурашка |
» |
90–100 |
70–75 |
30–33 |
12–14 |
|
Бодрость |
» |
70–90 |
70–75 |
35–40 |
13–14 |
|
Сухарики | |||||
|
Ванильные |
» |
760–820 |
26–28 |
16–18 |
9–10 |
|
Молочные |
» |
700–780 |
25–28 |
17–19 |
10–11 |
|
Простые |
» |
710–770 |
27–30 |
18–21 |
10–11 |
|
Соленые |
» |
730–780 |
26–28 |
18–21 |
10–11 |
Большое внимание уделяется также вопросам создания новых видов сухарей повышенной пищевой ценности для детского питания. Это сухари Октябренок (ТУ РСФСР 798–73), Чебурашка (ТУ РСФСР 798–77).
Ленинградским отделением Всесоюзного научно–исследовательского института хлебопекарной промышленности (ЛО ВНИИХПа) разработаны новые виды малоформатных сдобных сухарей (сухарики), которые 1 можно упаковывать на применяемых в пищевой промышленности автоматах (табл. 4).
Способы приготовления указанных выше сухарей и их физико–химические показатели будут описаны ниже.
В табл. 5 приведены ориентировочные нормы выхода сдобных сухарей.
Таблица 5 - Ориентировочные нормы выхода сдобных сухарей
|
Сдобные сухари |
Ориентировочный выход изделий, % |
|
Сдобные сухари |
Ориентировочный выход изделий, % |
|
Детские |
104–106 |
|
Украинские |
116,5 |
|
Любительские
|
120 |
|
Киевские
|
119,5 |
|
Ванильные
|
118–120 |
|
Горчичные
|
105–108 |
|
Лимонные |
110 |
|
Пионерские |
114 |
|
Ореховые |
138,5 |
|
Кофейные |
107–109 |
|
Молочные |
116 |
|
Московские |
105–107 |
|
Школьные |
110 |
|
Дорожные |
105 |
|
С маком |
125 |
|
Барнаульские |
95–100 |
|
Сливочные |
120–122 |
|
Туристические |
107 |
|
Осенние |
138 |
|
Юбилейные |
105 |
|
С изюмом |
153 |
|
Рязанские |
110 |
|
Юбилейные |
127,5 |
|
Городские |
110 |
|
Особые |
105 |
|
|
|
Технологические схемы производства
Действующие в настоящее время технологические схемы производства сдобных сухарей во многом обусловлены объемом выработки их и оснащенностью технической базы.
В основном сдобные сухари вырабатывают на предприятиях средней и малой мощности, входящих в состав хлебокомбинатов, производственных объединений или в отдельных цехах хлебозаводов средней и большой мощности. В зависимости от этого применяется та или иная технологическая схема.
В общем виде технологическая схема выработки сдобных сухарей состоит из следующих операций: подготовка сырья к производству; приготовление и брожение опары и теста; деление и формование теста в плиты (ряды); расстойка; выпечка плит; охлаждение и выдержка плит; резка плит на ломти и раскладка их на листы; загрузка листов, на под печи или люльку сушильного агрегата; охлаждение; отбраковка, укладка сухарей в тару или фасовка их в пакеты и хранение продукции в складе;
Технологическая схема производства хлебных изделий, в том числе и сухарей, характеризуется способом приготовления теста и технологическим оборудованием, на базе которого организована выработка продукции. В настоящее время в производстве сдобных сухарей наиболее распространен опарный способ приготовления теста:
– с порционным замесом теста в две стадии, включая отсдобку, в месильных машинах периодического действия;
– с непрерывным замесом опары и теста при применении тестоприготовительных агрегатов с брожением теста до разделки;
– с непрерывным замесом опары и теста при использовании дополнительной механической обработки теста, без брожения его до разделки;
– использование большой густой опары и усиленной механической обработки теста.

Рис. 7. Аппаратурно–технологическая схема производства сдобных сухарей с порционным замесом теста:
1 – автоматическая дозировочная станция ВНИИХП–О–1;2 –тестомесильная машина периодического действия;3 –дежа;4 – автомукомер;5– питательный шнек;6 – подъемно–опрокидывательная машина для дежи;7– формовочная машина;8 –ленточный транспортер для подачи сухарных плит в шкаф расстойки;9 –конвейерный шкаф для расстойки;10 –стол для смазки и отделки тестовых заготовок сухарных плит;11 – конвейерная люлечно–подиковая печь для выпечки сухарных плит;12 – стационарная камера для выдержки сухарных плит;13 – шпилечная вагонетка;14 – хлеборезальная машина;15 – ленточный транспортер для укладки на листы ломтей;16 – конвейерная люлечно–подиковая печь для сушки ломтей;17 –шпилечная вагонетка для листов с сухарями;18 – стол для укладки сухарей в тару;19 –весы;20 –стеллажи готовой продукции.
Помимо опарного способа и его модификаций в последние годы применяются ускоренные однофазные способы тестоведения, которые будут описаны ниже.
Таким образом, в хлебопечении известны четыре технологические схемы производства сдобных сухарей.
1–я схема (рис. 7). Тесто замешивается в машинах периодического действия с подкатными дежами в две стадии, так как применяется большое количество сдобящего сырья, затрудняющего его брожение. Разделка и формование теста механизированы. Расстойка тестовых заготовок происходит в конвейерных шкафах. Выпечка плит и сушка осуществляются в конвейерных люлечно–подиковых, тупиковых печах; выдержка (черствение) плит – на вагонетках в стационарных камерах.
2–я схема (рис. 8). Тесто приготовляется в тестоприготовительных агрегатах непрерывного действия. Все остальные производственные процессы аналогичны процессам в 1–й схеме, за исключением выдержки плит, которая осуществляется в конвейерных шкафах (кулерах), оборудованных приточно–вытяжной вентиляцией.
3–я схема (рис. 9). Тесто готовится опарным способом в тестоприготовительных агрегатах непрерывного действия с применением дополнительной механической обработки его, что исключает стадию брожения теста до разделки. Процессы разделки, формования и расстойки тестовых заготовок производятся аналогично этим процессам в 1–й схеме. Выпечка плит н сушка сухарей осуществляются в конвейерных, тупиковых или туннельных печах с ленточным и сетчатым подом. Выдержка сухарных плит в конвейерных шкафах с приточно–вытяжной вентиляцией и укладка плит на фанерные листы с отверстиями позволяют значительно сократить продолжительность черствения – до 6 – 7 ч вместо 24 ч.
4–я схема (рис. 10). Тесто на большой густой опаре готовится в бункерных или в других агрегатах аналогичных конструкций. Тесто поступает па разделку без брожения. Остальные процессы производства осуществляются так же, как в 3–й схеме.
Как уже отмечено выше, кроме опарного способа приготовления теста некоторое распространение получил в производстве сдобных сухарей безопарный способ.

Рис. 8. Аппаратурно–технологическая схема производства сдобных сухарей с применением тестоприготовительных агрегатов непрерывного действия:
1 – питательный шнек;2 –тестомесильная машина непрерывного действия для замеса опоры;3– емкость для брожения; 4 – тестомесильная машина непрерывного действия для замеса теста;5– формовочная машина;6, 12, 14, 15 – ленточные транспортеры;7– конвейерный шкаф расстойки;8 – стол для смазки и отделки тестовых заготовок;9 – конвейерная люлечно–подиковая печь для выпечки сухарных плит;10 –конвейерный шкаф для выдержки сухарных плит;11 – хлеборезальная машина;13 – конвейерная люлечно–подиковая печь для сушки ломтей;16 – стол для упаковки сухарей в тару;17 – весы;18 –стеллажи готовой продукции.
ЛО ВНИИХПа проведена большая исследовательская и экспериментальная работа по разработке безопарного способа приготовления теста для сдобных сухарей.
При сравнении качественных показателей сдобных сухарей, выработанных опарным и безопарным способами тестоведения, безопарный способ с интенсивной проработкой теста имеет некоторые преимущества перед опарным:
– сухари получаются равномерно окрашенными, без мраморности, так как все сдобящее сырье растворяется в воде;
– улучшаются пористость, хрупкость и набухаемость сокращаются затраты сухих веществ па брожение при одинаковых общих потерях на упек, усушку и угар;
– сокращается срок выдержки сухарных плит па 2 ч, так как плиты быстрее черствеют;
– повышается производительность труда.

Рис. 9. Аппаратурно–технологическая схема производства сдобных сухарей с применением тестоприготовитсльных агрегатов непрерывного действия и дополнительной механической обработкой теста:
1 – питательные шнеки;2– тестомесильные машины непрерывного действия; 3 –емкость для брожения опары;4 – насос для подачи опары в тестомесильную машину;5 – шнек для дополнительной обработке теста;6 – бункер для теста;7 – формовочная машина;8 – конвейерный шкаф для расстойки;9 – машина для смазки тестовых заготовок;10 – конвейерная люлечно–подиковая печь; 11,14,16 – ленточные транспортеры;12 – конвейерный шкаф для выдержки сухарных плит;13 – хлеборезальная машина; 15 – конвейерная люлечно–подиковая печь для сушки ломтей;17 – весы; 18 – стеллажи готовой продукции.

Рис. 10. Аппаратурно–технологическая схема производства сдобных сухарей на большой густой опаре:
1– питательный шнек;2 –автоматическая дозировочная станция ВНИИХП–О–6;3 – тестомесильная машина непрерывного действия;4– шестисекционный бункер для брожения опары;5– формовочная машина;6,12,13,15 – ленточные транспортеры;7– конвейерный шкаф для расстойки;8– стол для смазки и отделки тестовых заготовок;9,14 – конвейерные люлечно–подиковые печи;10 –конвейерный шкаф для выдержки сухарных плит;11 – хлеборезальная машина;16 – стол для упаковки сухарей;17 – весы;18 – стеллажи готовой продукции
Однако при данном способе обязательна дополнительная интенсивная механическая обработка теста перед его разделкой, в результате чего улучшаются структурно–механические свойства теста.
Следует отметить, что широкое внедрение безопарного способа сдерживается из–за отсутствия необходимого оборудования для кратковременной интенсивной проработки теста перед разделкой.
В Киевском технологическом институте пищевой промышленности (КТИПП) под руководством И. М. Ройтера разработан ускоренный способ приготовления теста для сдобных сухарей на эмульсин. Этот способ позволяет сократить продолжительность приготовления теста и тем самым интенсифицировать технологический процесс производства сухарей.
Другой ускоренный способ приготовления теста для сухарей с использованием заварочной машины ХЗМ–300М и тестомесильной машины интенсивного замеса РЗ–ХТИ–3 создан контрольно–производственной лабораторией Куйбышевского управления хлебопекарной промышленности. В результате внедрения этого способа увеличился объем, улучшились пористость и эластичность мякиша плит, намокаемость и аромат, устранено отслоение верхней корочки сухарей. Кроме того, сократилось время приготовления теста по сравнению с опарным способом от 7 до 2,5 ч, что позволяет сократить общую продолжительность процесса производства сдобных сухарей.
ЛО ВНИИХПа было исследовано влияние на технологический процесс приготовления теста для сдобных сухарей и качества сырья, улучшителей и ферментных препаратов.
Так, в целях выяснения возможности замены маргарина на безводные жиры было изучено влияние их на качество готовых изделий. В результате установлена возможность такой замены при условии использования безводного жира для замеса теста в виде эмульсии. Однако для получения сухарей с хорошей набухаемостью эту замену целесообразно проводить только для изделий, содержащих до 10% жира.
Установлено, что яйца, вносимые в тесто, особенно в виде массы, сбитой с сахаром и жиром, улучшают физические свойства клейковины. Тесто становится более упругим, в тестовых заготовках образуются тонкостенные и равномерные поры, при выпечке увеличивается объем сухарных плит, улучшаются набухаемость, хрупкость, а также вкус н аромат готовых изделий.
В результате проведенной опытной работы по применению в качестве улучшителя молочной сыворотки при приготовлении опарного или безопарного теста для сдобных сухарей установлено, что при добавлении сыворотки ускоряется процесс созревания теста и улучшается его подъемная сила, но тесто расслабляется, и его упругость снижается.
Дальнейшие исследования показали, что при приготовлении опарного теста для сухарных плит можно добавлять молочную сыворотку в количестве 19 – 20% к массе муки, но только с химическими разрыхлителями: 0,3% бикарбоната натрия и 0,15% лимонной кислоты.
ЛО ВНИИХПа проведены исследования по влиянию на качественные показатели теста и готовой продукции ферментных препаратов. В результате проведенных опытов установлено, что при введении ферментных препаратов в пределах до 0,003% увеличиваются удельный объем сухарных плит и набухаемость только низкорецептурных изделий, таких, как сухари Московские, Детские, Дорожные. В высокорецептурных изделиях (сухари Ванильные, Осенние и др.) применение ферментных препаратов нецелесообразно, так как они снижают качественные показатели этих изделий по сравнению с контрольными.
Способы приготовления теста
Сдобные сухари вырабатываются по утвержденным рецептурам, в которых установлены нормы расхода сырья на 100 кг муки (табл. 6). Технологический план производства сухарей дан в приложении 3.
Способ приготовления теста для сдобных сухарей по сравнению с принятыми в хлебопечении имеет ряд отличительных особенностей. Ниже приведено описание нескольких способов приготовления теста, применяемых в промышленности для выработки сдобных сухарей.
Опарный способ приготовления теста с отсдобкой. Процесс приготовления теста по этому способу состоит из двух стадий: замес опары и ее брожение; замес теста, его брожение, отсдобка и обминка.
Для сухарей с небольшим содержанием сдобы, таких, как Дорожные, а также сухарей из пшеничной муки II сорта тесто готовится без отсдобки.
Опара для сдобных сухарей готовится крепкая из 50 – 60% всего количества муки по рецептуре. Начальная температура опары зависит от количества в пшеничной муке клейковины. Так, при содержании клейковины более 40% температура опары должна быть 34 – 35°С, при содержании клейковины менее 30% – 28 – 29°С. Продолжительность брожения опары 4,5 – 5,5 ч. Тесто замешивается густой консистенции влажностью 30 – 40%. Для отдельных видов сухарей влажность теста составляет (в %): из пшеничной муки высшего сорта Ванильные и Сливочные – 30, Детские – 34 – 35; из пшеничной муки I сорта Пионерские, Кофейные и Московские – 34 – 35, Дорожные – 38 – 39.
Таблица 6
Из пшеничной муки

Примечание. В дробях числитель означает количество яиц, знаменатель–масса их.
* Из общего количества соли 4,5 кг расходуется на посыпку поверхности.
** Все количество яиц расходуется на смазку.
*** Расход пшеничной муки для сухарей Чебурашка, Бодрость– соответственно 92, 95 кг.
В готовую опару влажностью 42 – 43% вносят раствор соли, добавляют муку, промешивают до получения эластичного теста и оставляют в покое для брожения.
Через 40 – 45 мин тесто обминают. Отсдобка выбродившего теста производится следующим образом. Все компоненты предварительно тщательно смешивают до однородной массы, которую постепенно вместе с мукой вносят в месильную емкость машины. После отсдобки тесто бродит еще от 1 до 1,5 ч. За 30 – 45 мни до разделки его вновь обминают.
Конечная кислотность теста из муки пшеничной высшего сорта составляет 3,0 – 3,5 град, из муки I сорта 3,5 – 4 град.
Ниже приведены пофазная рецептура и режим приготовления опарного теста из пшеничной муки высшего и I сортов с отсдобкой на 100 кг муки (табл. 7).
Для расчета необходимого количества муки па отсдобку и воды в опару и тесто пользуются следующими опытными данными: на каждый 1 кг полагающихся по рецептуре сахара, масла и яиц соответственно добавляется при отсдобке 0,7; 1,0 и 1,4 кг муки.
Па каждые 100 кг пшеничной муки, необходимой для замеса теста нормальной консистенции, расходуется (по расчету) 55 л воды.
Следует отметить, что для опарного способа приготовления теста с отсдобкой требуется продолжительное время, что является его существенным недостатком.
Для периодического замеса опары и теста применяется тестомесильная машина «Стандарт» с подкатной дежой (рис. 11). Она состоит из чугунного корпуса, установленного на фундаментной плите, месильного органа и подкатной дежи.
Таблица 7
Рецептура и технологический режим приготовления теста
|
Рецептура и технологический режим |
Опара |
Тесто |
Отсдобка |
|
Мука, кг |
50–60 |
20–15 |
30–25 |
|
Вода, кг |
20–25 |
Количество в растворе соли |
По расчету |
|
Дрожжи прессованные, кг |
По рецептуре* |
– |
– |
|
Дополнительное сырье, кг |
|
По рецептуре |
|
|
Начальная температура, °С |
30–31 |
30–31 |
32–36 |
|
Продолжительность брожения, ч – мин |
3–30¸5–00 |
0–45¸2–00 |
1–00¸1–30 |
|
Конечная кислотность, град |
3,5 – 5,0 |
3,0–4,0 |
3,0–4,0 |
* При приготовлении теста для сухарей с большим содержанием сдобы прессованные дрожжи вносят в опару в количестве 75% от нормы по рецептуре, а остальные дрожжи добавляют при отсдобке.

Рис. 11. Тестомесильная машина «Стандарт» с подкатной дежой:
1 – корпус;2– месильный орган;3 – дежа;4 – шарнирная вилка;5– червячное колесо;6– крышка

Рис.12. Тестомесильная машина Т1–ХТ2А:
1– поворотная площадка;2– фундаментная плита;3– электродвигатель;4– червячный редуктор механизма поворота площадки;5– месильный орган.
Месильный орган выполнен в виде изогнутого под углом 118° рычага, рабочий конец которого имеет фигурную лопасть, по форме соответствующую профилю дежи. Рычаг месильного органа опирается на шарнирную вилку н вставлен концом в подшипник, запрессованный в корпус червячного колеса.
Месильный орган приводится в движение от электродвигателя (N= 4,5 кВт,п= 440 об/мин).
Для замеса теста дежа вместимостью 330 л накатывается на фундаментную плиту, каретка запирается рычагом, после чего закрывается крышка и машина включается. Месильная машина оборудована блокирующим устройством, которое действует только при закрытой крышке. Освобождение каретки дежи после замеса осуществляется нажатием педали.
Машины «Стандарт» обеспечивают хороший замес теста, просты по конструкции и в обслуживании, что является их достоинством. Недостаток – быстрый износ червячной пары в приводе дежи.
Для замены тестомесильной машины «Стандарт» ВНИЭКИпродмашем разработана универсальная тестомесильная машина Т1–ХТ2А (рис. 12), которая отличается от нее отсутствием привода дежи. Эта машина применяется на хлебозаводах для замеса сдобного теста изделии широкого ассортимента. Она может работать как с подкатными дежами машины Т1–ХТ2А, так и с дежами машины «Стандарт», что позволяет применять ее как на вновь строящихся, так и на действующих хлебозаводах. Дежа вращается на поворотной площадке, вмонтированной в фундаментную плиту. Площадка вращается от электродвигателя через клиноременную передачу и червячные редукторы.

Рис. 13. Тестомесильная машина ТММ–1М:
1 – корпус;2– рычаг с месильным органом и направляющей лопаткой;3 – ограждение месильного органа;4 –шарнирная вилка;5– кривошип;6 – дежа Д–140
Тестомесильная машина ТММ–1М (рис. 13) предназначена для замеса теста и опары влажностью не менее 39% в подкатных дежах Д–140 при выработке различных сортов сдобных изделий. Она применяется на хлебопекарных предприятиях малой мощности. Машина состоит из корпуса, рычага с месильным органом и направляющей лопаткой, ограждения месильного органа и привода. Месильный рычаг опирается на шарнирную вилку.
Хвостовик рычага вставлен в подшипник, укрепленный в кривошипе, вращающий месильный орган. Тесто замешивается в подкатной деже вместимостью 140 л.
Непрерывный опорный способ приготовления теста. Этот способ осуществляется на тестоприготовителном агрегате ВНИИХП–Т–3–57 (рис. 14). По опыту Нижнетагильского хлебозавода №6 опара влажностью 43% готовится из 50% полагающейся по рецептуре муки. Опара бродит при температуре 34 – 35°С в течение 4 – 5 ч до кислотности 3 – 3.5 град. Для обеспечения нормальной расстойки сухарных плит и хорошей набухаемости сухарей количество прессованных дрожжей увеличивается на 0,4% по сравнению с предусмотренной по рецептуре нормой.
Готовая опара шнековым насосом перекачивается в емкость модернизированной месильной машины Х–12, куда поступают также мука, сахаро–солевой раствор и все остальное дополнительное сырье, полагающееся по рецептуре. Для лучшей механической обработки теста корыто месильной машины удлинено, а на конце вала смонтирована дополнительная спираль для перемещения замешенного теста к выгрузочному отверстию.

Рис. 14. Схема модернизированного тестоприготовительного агрегата ВНИИХП–Т–3–57 на Нижнетагильском хлебозаводе:
1, 7 –питательные шнеки;2 –бачок для дрожжевой суспензии;3, 11 – бачки АВБ–100М;4, 6 – тестомесильные машины Х–12;5 – бродильный аппарат Х–13;8, 9, 10 – бачки для солевого, сахаро–солевого растворов и растопленного жира;12 – спиральный шнек;13 –шнековый насос
Продолжительность брожения теста при температуре 32 – 34°С составляет 40 – 80 мин, конечная кислотность теста 2,5 – 3,5 град.
Ниже приведены производственная рецептура и режим приготовления сухарей Московские из пшеничной муки I сорта с указанием расхода сырья в I мин.
При этом способе несколько сокращается процесс приготовления теста, повышаются производительность труда и технический уровень производства при сохранении качественных показателей готовой продукции.
Опарный способ приготовления теста с исключением стадии брожения перед разделкой. При этом способе применяется дополнительная механическая обработка теста. Способ внедрен на Василеостровском хлебозаводе Главного управления хлебопекарной промышленности Ленгороблисполкома.
Аппаратурно–технологическая схема приготовления теста приведена на рис. 15. Опара готовится влажностью 42 – 43%, продолжительность, брожения 4,5 – 5 ч при температуре 34 – 36°С до конечной кислотности 3 – 4,8 град. Созревание теста достигается при увеличении продолжительности брожения опары и повышении ее кислотности.
Существенное значение имеет также дополнительная механическая обработка теста в шнековом насосе (n= 60 – 80 об/мин), который по трубе диаметром 135 мм и длиной 800 мм транспортирует его после замеса в бункер, расположенный над формовочной машиной. Тесто от месильной машины до бункера перемещается в течение 5 мин. Температура теста при выходе из шнекового насоса достигает 32 – 34°С, влажность 36% и кислотность 2,2 – 3,2 град.
|
Опара | |
|
Мука, кг |
10 |
|
Дрожжевая суспензия (дрожжи – вода 1:2), л |
0,6 |
|
Вода, л |
4,48 |
|
Влажность (конечная), % |
43 |
|
Температура, °С |
|
|
начальная |
28–30 |
|
конечная |
34–35 |
|
Продолжительность брожения, ч |
4,5–5 |
|
Кислотность (конечная), град |
3,5 |
|
Мука, кг |
5,0 |
|
Опара, кг |
7,5 |
|
Тесто | |
|
Сахаро–солевой раствор*, л |
2 |
|
Солевой раствор (плотность 1,16), л |
0,304 |
|
Маргарин, кг |
0,5 |
|
Вода, л |
0,63 |
|
Влажность (конечная), % |
35–36 |
|
Температура (конечная), °С |
32–34 |
|
Кислотность (конечная), град |
3–3,5 |
|
Продолжительность брожения, мин |
40–50 |
|
Расстойка и выпечка | |
|
Продолжительность расстойки плит, мин |
40 |
|
Яйца на смазку плит, кг |
0,2 |
|
Продолжительность выпечки, мин |
23 |
|
Температура в пекарной камере, °С |
Около 195 |
|
Продолжительность выдержки плит, ч |
16–25 |
|
Сушка | |
|
Продолжительность, мин |
16 |
|
Температура в пекарной камере, °С |
145 |

Рис. 15. Технологическая схема производства сдобных сухарей на Василеостровском хлебозаводе в Ленинграде:
1– автомуковоз;2 –мукопровод;3 –силосы;4, 13, 19 – шнеки;5– нория;6 –солерастворитель;7– сахарорастворитель;8– дрожжемешалка;9 –жирорастопитель;10 –дозатор крошки;11– площадка;12 –просеиватель;14, 15 – баки холодной и горячей воды;16 – смеситель;17 – дозатор жидких компонентов;18, 22 –тестомесильные машины;20, 21 –дозаторы муки и дополнительного сырья;23 –шнековый насос;24 –тестоспуск;25 – формовочная машина;26 – конвейерный шкаф для расстойки;27 –дозатор опары;28 –корыто для брожения;29 –машина для смазки плит;30 – конвейерная люлечная печь;31, 32, 34, 37 –транспортеры;33– конвейерная подиковая печь;35 –раскладчик ломтей и печь;36– хлеборезальная машина;38 –кулер;39– дозатор муки;40 –скребковый транспортер.
Для большинства изделий на хлебозаводе разработаны единые рецептуры и режим приготовления опары, что позволяет вырабатывать несколько видов сухарей из одной и той же муки без остановки агрегата при переходе па другой вид изделий.
Ниже приведены единая рецептура (расход сырья) и режим производства некоторых видов сухарных изделий (табл. 8).
Тесто для сухариков Ванильные. Молочные, Простые и Соленые, разработанных ЛО ВНИИХПа, готовится опарным способом с интенсивным замесом без брожения до разделки.
Таблица 8
Технологический режим и расход сырья для некоторых сортов сдобных сухарей
|
Показатели |
Детские |
Ванильные |
Лимонные |
Молочные |
Сливочные |
Горчичные |
|
Опара | ||||||
|
Мука, кг/мин |
5,0 |
5,0 |
5,0 |
5,0 |
5,0 |
5,0 |
|
Дрожжевая смесь (1:1,5), кг/мнн |
0,675 |
0,675 |
0,675 |
0,675 |
0,675 |
0,675 |
|
Крошка, кг/мнн |
0,228 |
0,33 |
0,33 |
0,66 |
0,33 |
0,33 |
|
Вода, л/мин |
1,86–1,99 |
1,87–2,01 |
1,87–2,01 |
2,93–3,12 |
1,87–2,01 |
1,87–2,01 |
|
Температура конечная/начальная,°С |
30–32 34–36 |
30–32 34–36 |
30–32 34–36 |
30–32 34–36 |
30–32 34–36 |
30–32 34–36 |
|
Кислотность, град |
3,0–4,0 |
3,0–4,0 |
3,0–4,0 |
4,0–5,5 |
3,0–4,0 |
3,0–4,0 |
|
Влажность, % |
42–43 |
42–43 |
42–43 |
42–43 |
42–43 |
41–43 |
|
Продолжительность брожения, ч |
4,5–5,0 |
4,5–5,0 |
4,5–5,0 |
4,5–5,0 |
4,5–5,0 |
4,5–5,0 |
|
Тесто | ||||||
|
Опара, кг/мин |
4,7 |
7,31 |
8,59 |
6,84 |
8,43 |
8,59 |
|
Мука, кг/мин |
4,6 |
6,5 |
7,0 |
6,5 |
7,5 |
7,5 |
|
Мука в опаре, кг/мин |
3,0 |
4,6 |
5,4 |
4,3 |
5,3 |
5,4 |
|
Дрожжевая смесь в опаре, кг/мин |
4,111 |
0,677 |
0,733 |
0,576 |
0,716 |
0,733 |
|
Количество прессованных дрожжей, кг/мин |
0,230 |
0,383 |
0,293 |
0,370 |
0,346 |
0,293 |
|
Сахарный раствор, л/мнн |
1,738 |
3,722 |
2,834 |
2,468 |
3,903 |
2,95 |
|
Масло сливочное, кг/мин |
0,152 |
1,776 |
– |
1,08 |
1,92 |
– |
|
Масло горчичное, кг/мин |
– |
– |
– |
– |
– |
1,29 |
|
Маргарин, кг/мин |
– |
– |
1,24 |
– |
– |
– |
|
Солевой раствор, л/мнн |
0,182 |
0,192 |
0,3 |
0,262 |
0,246 |
0,311 |
|
Спиртово–водный раствор ароматизатора, л/мнн |
– |
0,059 |
– |
– |
– |
– |
|
Спиртово–водный раствор лимонного масла, л/мнн |
– |
– |
0,05 |
– |
– |
– |
|
Вода, л/мин |
0,57–0,76 |
– |
0,38–0,74 |
0,30–0,38 |
– |
0,63–0,94 |
|
Молоко сгущенное, л/мин |
– |
– |
– |
1,08 |
– |
– |
|
Температура, °С |
32–34 |
32–34 |
32–34 |
32–34 |
32–34 |
32–34 |
|
Кислотность, град |
2,2–2,8 |
2,2–2,8 |
2,2–2,8 |
2,2–2,8 |
2,2–2,8 |
2,2–2,8 |
|
Влажность, % |
34,0–35,0 |
30,5–31,5 |
31,5–32,5 |
31,0–32,0 |
30,5–31,5 |
31,0–32,0 |
Опара приготовляется из 40% муки от всего количества муки по рецептуре. Влажность ее около 42%, начальная температура 29 – 30°С, конечная кислотность 3 – 3,5 град, продолжительность брожения 5 ч.
В выброженную опару вносят псе сырье, предусмотренное рецептурой для каждого наименования изделий, а также оставшуюся муку и воду. Тесто подвергают интенсивной обработке. Для сухарей Простые и Соленые влажность теста должна быть 35 – 36%, начальная температура 31 – 32°С.
После замеса тесто поступает на разделку и формование на машине ФПЛ–2, оборудованной матрицами с отверстиями диаметром 13 мм.
Тесто для сухарей Октябренок, Чебурашка, Бодрость готовится ускоренным или опарным способом.
При ускоренном способе все сырье по рецептуре вносится сразу при замесе теста. Количество воды рассчитывается с учетом конечной влажности теста, равной 35 – 36% в зависимости от хлебопекарных свойств муки.
Следует иметь в виду, что процесс созревания теста при дозировке дрожжей в количестве 4% к массе муки при повышенной температуре теста (34 – 35°С) и осиленной его механической обработке значительно ускоряется. Усиление механической обработки теста в существующих тестомесильных машинах достигается увеличением времени его замеса до 20 мин или путем применения месильных машин интенсивного действия.
Продолжительность брожения теста 1,5 – 2 ч. Конечная кислотность 3 – 4 град. Для улучшения структуры пористости готовых изделий рекомендуется за 30 – 40 мин до разделки произвести обминку теста.
Способ приготовления теста на большой густой опаре. ВНИИХПом и работниками промышленности был разработан способ приготовления теста для бараночных, сдобных и хлебобулочных изделий на большой густой опаре. Этот способ, как показал опыт промышленности, может быть применен и для приготовления теста для сдобных сухарей.
ВНИИХПом предложена технологическая схема с использованием тестоприготовительного агрегата непрерывного действия с интенсивной механической обработкой теста. Опара готовится из 60 – 70% общего количества муки, расходуемой для приготовления теста. Продолжителность брожения опары 3 – 4 ч. Температура опары 30 – 32°С. Интенсивность механической обработки тоста регулируется изменением частоты вращения месильных валов или угла поворота их лопастей, а также увеличением продолжительности замеса. Способ приготовления теста на большой густой опаре имеет ряд преимуществ перед опарным и безопарным способами, обычно применяемыми в производстве.
Большие густые опары содержат до 70% муки расходуемой на замес теста. Для приготовления сухарного теста, как показали исследования ЛО ВНИИХПа можно использовать большую густую опару влажностью 43% вместо 41% и осуществлять замес теста в машинах типа «Микс». Тесто, приготовленное на большой опаре имеет кислотность на 0,1–0,3 град выше и большую подъемную силу (на 13 – 14 мин) по сравнению с тестом на обычной опаре. Однако этот способ можно применять только при выработке низкорецептурных сухарей, так как сдобящее сырье, вносимое при замесе без воды, образует неравномерную окраску мякиша т. е. мраморность поверхности.
В связи с широким внедрением прогрессивной технологии приготовления теста в последние годы разработаны и внедряются однобункерные тестоприготовительные агрегаты, в которых применяются интенсивный замес и брожение теста со снижением его продолжительности. В промышленности используют несколько вариантов компоновки тестоприготовительных однобункерных агрегатов.
Тестоприготовительный агрегат И8–ХАГ–6 (рис. 16) предназначен для приготовления пшеничного теста на большой густой опаре с интенсивным замесом его и сокращенным периодом его брожения. Агрегат состоит из шестисекционного бункера для брожения опары. бункера для теста над формовочной машиной двух тестомесильных машин непрерывного действия с автоматическими дозировочными станциями, шнековых нагнетателей, шнекового дозатора опары и пульта управления
Во время поворота бункера на 300° осуществляется полное брожение опары, после чего секция с выброженной опарой устанавливается над окном в днище бункера для выгрузки опары. Опара шнековым дозатором подается из бункера по трубе в тестомесильную машину для замеса теста. Дозирование опары происходит путем изменения частоты вращения шнека дозатора вариатором скорости. В эту же машину подаются дозатором мука и из дозировочной станции все жидкие компоненты (вода, жир, сахарный и солевой растворы). После замеса из тестомесильной машины непрерывным потоком тесто поступает в шнековый нагнетатель, который по трубопроводу подает его в бункер, установленный над формовочной машиной. В бункере тесто бродит в течение 25 – 30 мни.

Рис. 16. Бункерный тестоприготовительный агрегат И8–ХАГ–6:
1 – пульт управления;2– автоматическая дозировочная станция ВНИИХП–О–6;3 – дозатор тестомесильной машины;4 – бункер шестисекционный;5– трубопровод;6– бункер для теста;7– шнековый дозатор опары;5– шнековый нагнетатель тест; 9– труба подачи опары для замеса теста;10, 11 – тестомесильные машины непрерывного действия;12 –шнековый нагнетатель опары

Рис. 17. Бункерный тестоприготовительный агрегат Л4–ХАГ–13:
1– бункер шестисекционный;2,3 –автоматические дозировочные станции ВНИИХП–О–5 и ВНИИХП–О–6;4, 5 –тестомесильные машины непрерывного действия;6 –труба для подачи теста в бункер; 7 – бункер для теста
Тестоприготовительный агрегат Л4–ХАГ–13 (рис. 17) по конструкции аналогичен агрегату И8–ХАГ–6. Он предназначен для приготовления теста из пшеничной муки на большой густой опаре с сокращенным брожением теста. Агрегат Л4–ХАГ–13 устанавливается в поточных линиях с печами, имеющими площадь пода 40 – 50 м2.
Безопарный способ приготовления теста. Как отмечалось выше, помимо опарного способа приготовления сдобных сухарей применяются ускоренные безопарные способы тестоведения с использованием дополнительной механической обработки и повышенного количества дрожжей.
ЛО ВНИИХПа разработан ускоренный способ приготовления теста для сдобных сухарей с повышенным количеством дрожжей. После 2,5 – 3 ч брожения тесто дополнительно прорабатывается перед разделкой в течение 2 – 4 мин.
По способу, предложенному КТИППом, тесто замешивается на дисперсной смеси, состоящей из части муки (24 – 28% от общего по рецептуре количества) и всего дополнительного сырья. Дисперсная смесь готовится па механическом диспергаторе с частотой вращения вала пропеллерной мешалки 940 об/мин в течение 5 мин.
Приготовленная эмульсия влажностью 52% сбраживается в течение 1 ч при температуре 37°С. На этой эмульсии и оставшейся части муки замешивается тесто влажностью 34,5 – 35%. Тесто бродит при температуре 33°С в течение 60 мин.
Было установлено, что наибольший удельный объем сухарных плит получается при влажности теста 34,5%. Плиты имеют хорошую форму, эластичный и сухой мякиш, равномерную пористость. Показатели качества готовых изделий соответствовали нормам ГОСТа.
По ускоренному способу, внедренному на предприятиях Куйбышевского УХП, первую фазу готовят в заварочной машине ХЗМ–300. В емкость машины вносят 20 – 25% от общего количества полагающейся по рецептуре муки, все дополнительное сырье, воду и солевой раствор. Расход дрожжей в этом случае увеличивается в 1,5 – 2 раза против установленной нормы. Процесс приготовления эмульсии продолжается 5 – 8 мин. Готовая эмульсия насосом перекачивается в емкость для брожения в течение 1 – 1,5 ч при температуре 31 – 33°С. В процессе брожения объем эмульсии увеличивается в 1,5 – 2 раза.
Выброженная эмульсия самотеком поступает в емкость месильной машины РЗ–ХТИ–3 интенсивного действия, куда засыпается оставшаяся по рецептуре мука, и производится замес теста. Брожение теста осуществляется в подкатных дежах в течение 60 мин. Качество готовых сухарей соответствует ГОСТу.
Формование, расстойка и выпечка сухарных плит
При производстве сухарей одной из трудоемких операций является формование тестовых полуфабрикатов (сухарных плит) и соответствии с конфигурацией и размерами, присущими каждому виду сухарей (см. табл. 2 и 4 и рис. 6).
Процесс формования сухарных плит вручную состоит из следующих операций: деление теста на кусочки; раскатка их в «пальцы»; сборка (укладка) «пальцев» в ряд па листе; оправка ряда и придание плите необходимых для данного вида сухаря профиля и размера.
В настоящее время в хлебопекарной промышленности проводится большая работа по совершенствованию формования, которое идет по двум основным направлениям: с одной стороны, создание новых машин, с другой – реконструкция существующих машин с целью приспособления их к последующей автоматизации производства и упаковке изделий.
К размерам сухарных плит предъявляются требования, которые вызываются необходимостью точного соответствия размерам питателей упаковочных машин. Кроме того, формование позволяет получить равномерные и одинаковые по внешнему виду изделия. Особое значение для качества сухарей имеет раскатка долек в жгуты, благодаря которой обеспечиваются хорошая плотность теста, мелкая пористость и равномерная окраска среза.
На современных специализированных предприятиях независимо от объема производства процесс формования сухарных плит в основном механизирован. Рационализаторы ряда хлебопекарных предприятий предложили и создали машины и механизмы, различные по конструктивному и технологическому принципам, которые можно сгруппировать следующим образом:
– машины, работающие по принципу деления теста на дольки, раскатки их и укладки в ряды (плиты), что наиболее соответствует ручным приемам формования сухарных плит;
– машины, выпрессовывающие тесто через мундштуки или матрицы и по своей конфигурации соответствующие профилю сухарной плиты.
К первой группе относится машина МПС–2 конструкции В. И. Ушникова.
Машина МПС–2 (рис. 18) состоит из станины, приемной воронки, рифленых валков, матрицы со сменными вкладышами, отсекателя, фартука, барабана для закатки долек и ленточного транспортера, имеющего приводной и натяжной барабаны. Движение передается от электродвигателя через вариатор скорости и цепные передачи на вал транспортера, отсекатель и от него – на закатывающий барабан. Привод рифленых валков осуществляется через цилиндрические шестерни. Скорость движения транспортера согласовывается с работой отсекателя.
Матрицы снабжены шторками с винтами, позволяющими изменять сечение отверстий и тем самым регулировать размер долек. Отсекатель представляет собой два диска, установленных на валике, между которыми натянуты одна против другой две стальные тонкие струны. Внутренняя поверхность фартука и барабан для закатки долек покрыты винипластом, что устраняет прилипание теста к их поверхности.
Машина действует следующим образом. Тесто непрерывно загружается в приемную воронку и рифлеными валками подается в камеру сжатия, выпрессовывается через отверстия в матрице, отрезается быстровращающимися струнами отсекателя и забрасывается ими в щель между барабаном и фартуком. Здесь тесто закатывается в дольки, которые ложатся ровными рядами близко одна от другой на хлебопекарный лист, перемещаемый ленточным транспортером. Ряды долек на листе оправляют вручную для придания им формы сухарной плиты. На машине МПС–2 плиты укладываются по ширине хлебопекарного листа.
|
Техническая характеристика делительно–формовочной машины МПС–2
| |
|
Производительность машины при трех отверстиях в матрице, долек в минуту |
500 – 530 |
|
Масса долек, г |
От 12 до 30 |
|
Мощность электродвигателя, кВт |
1,7 |
|
Масса машины, кг |
640 |
При формовании плит имеет значение подача хлебопекарных листов под формующее устройство. Так, при укладке рядов по длине листа горбушек, которые идут на переработку, получается меньше. На один лист укладывают от 2 до 5 и более плит в зависимости от сорта сухаря.
Оправка плит для придания им соответствующей формы производится вручную.
К числу машин (рис. 19), работающих по принципу выпрессовывания теста через матрицы, относится ФПЛ–2. Эта машина (рис. 19, а) была создана на Московском хлебозаводе №2 на базе машины для формования пряников и печенья. Реконструкция произведена путем поднятия на 130 мм корпуса с воронкой и нагнетательными валками, а также ликвидации механизма для отрезания тестовых заготовок. Нагнетание (прессование) теста в камеру сжатия производится двумя рифлеными валками, аналогично предыдущей машине. Вместо матрицы для формования пряников и печенья предусмотрена сменная матрица с четырьмя или тремя отверстиями по профилю, соответствующему профилю сухарной плиты.
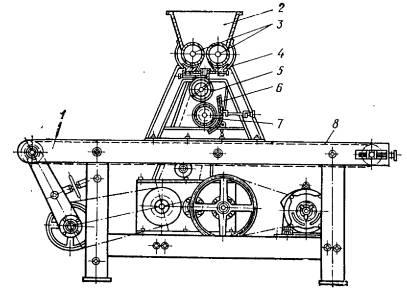
Рис. 18. Машина МПС–2 для формования сухарных плит:
1 – станина;2 – приемная воронка;3 – рифленые палки;4 – матрица;5– отсекатель;6 – фартук;7– барабан для закатки долек;8 – ленточный транспортер
Тесто через отверстия матрицы (рис. 19, б) выпрессовывается непрерывными лентами, укладывается на движущийся по ленточному транспортеру машины хлебопекарный лист и отрезается вручную но длине листа.

Рис. 19. Машина ФПЛ–2 для формования сухарных плит:
а – общий вид;1– станина;2 – приемная воронка;3 – ленточный транспорте;б– узел выпрессовывания теста;1– регулировочный винт; 2 – рифление валки;3 – приемная воронка;4 – матрица;5– ленточный транспортер
При выработке сухарей Дорожные, Московские, Сливочные и Ванильные применяются матрицы с тремя отверстиями, при выработке плит для сухарей Кофейные и Пионерские – с четырьмя отверстиями, а для сухарей Детские – с девятью отверстиями.
Размер листов для выпечки сухарных плит, сформованных на этой машине, 565Х480 мм. Эти листы приспособлены к люлькам люлечно–подиковых конвейерных печей ФТЛ–2. П–1–57 и др. Для выпечки сухарных плит на этих печах применяются также листы размером 620Х350 мм.
Производительность машины ФПЛ–2 обеспечивает выработку от 420 до 500 кг/ч сдобных сухарей разных наименований.
На Саратовском хлебозаводе №2 для формования сухарных плит применяется жгуторезальная машина с ручной поперечной резкой теста для придания плитам соответствующей формы.
Приспособление для поперечной резки состоит из нескольких дисковых ножей, укрепленных на оси, расстояние между которыми соответствует размерам сухарей. Для получения правильной формы плиты предусмотрен деревянный ролик с полуовальной выемкой по профилю сухаря. Этим роликом производится окончательное формование плиты.
Формовочная машина (рис. 20), предложенная А. Т. Соболевым, создана на базе тестоделительной машины ХДН со шнековым нагнетателем теста. Машина конструкции А. Т. Соболева состоит из укороченного по сравнению с машиной ХДН цилиндрического корпуса с приемной воронкой, шнека с шагом 140 мм и конусообразной торцевой крышкой, образующей камеру сжатия, в середине которой болтами крепится матрица с отверстиями по конфигурации, соответствующими профилю плиты (см. рис. 20,б).

Рис. 20. Машина для формования сухарных плит конструкции А. Т. Соболева:
а– общий вид;б– матрица;1 – корпус;2 – приемная воронка;3 – шнек;4 – конусная крышка;5– матрица
Загруженное в воронку тесто шнеком подается в камеру сжатия и выпрессовывается через матрицу на лист, перемещаемый под корпусом машины, тестовые жгуты вручную отрезаются ножом по размеру листа. Сменные матрицы имеют два отверстия для формования плит сухарей Дорожные, Кофейные, Городские и др. и шесть отверстий – для сухарей Детские. Производительность машины обеспечивает выработку сухарей около 500 кг/ч.

Рис. 21. Приспособление для автоматического отсекания жгута теста:
а –общий вид формовочной машины ФПЛ–2;б –отсекатель;в – электрическая схема;1 – загрузочная воронка для теста;2 –насадка;3 – тяга;4 – открывающий магнит;5,10 – микровыключатели;6– лист для укладки тестовых заготовок;7– ленточный транспортер;8 – контактный рычаг микро–выключателя;9 –выключатель привода машины;10 – отсекающий магнит;11 –плита–матрица;13 –поворотный нож;14 –ось ножа;15 – крепежный болт
При внедрении этой машины на Ленинградском хлебозаводе Свердловского района резко сократилось число работниц на ручном формовании сухарных плит. Три работницы формуют на машине за смену до 2000 кг теста. На это же количество теста при ручном формовании потребовалось бы 10 – 11 человек.
На кондитерско–булочном комбинате г. Оренбурга коллективом комбината разработана машина для формования сухарных плит, состоящая из формовочной и прессующей частей. Формовочной частью машины является цилиндр со шнеком и ворошителями. В торцевой стенке формовочной головки внутри приварен разделительный клип, а снаружи – два патрубка, к которым прикрепляются матрицы.
Формовочная часть машины состоит из двух валиков – формующего и прессующего, регулируемых но высоте, транспортера и ножа для отрезки сформованных плит. Формующий валик придаст плите соответствующие форму и размеры, а прессующий валик – вид гофрированной ленты. Готовые жгуты движутся по транспортеру к вращающемуся ножу, который отрезает полуфабрикаты длиной 600 мм (в соответствии с длиной листа).
Сформованные плиты по две механически укладываются на листы. Обслуживают формовочно–разделочный агрегат 2 человека. Производительность машины составляет 460 кг/ч.
Тестовые заготовки для сухарей Рязанские квадратной и прямоугольной формы массой соответственно 0,48 и 0,65 кг формуют на тестоделительных машинах, применяемых для выработки булочных изделий. Куски теста укладывают в предварительно смазанные растительным маслом металлические формы размерами, мм:
|
Форма |
Длина |
Ширина |
Высота |
|
прямоугольная |
320 |
115 |
60 |
|
квадратная |
320 |
60 |
60 |
По своим размерам формы рассчитаны для установки на люльки хлебопекарной печи ФТЛ–2.
После формования тестовые заготовки поступают па расстойку.
Как отмечено выше, почти па всех формовочных машинах, работающих по принципу выпрессовывания теста через матрицы, тестовые жгуты, непрерывно поступающие на листы, отсекают вручную на стыке двух листов, размещаемых рядом на ленточном транспортере. Этот участок обслуживают две работницы, из которых одна смазывает листы и устанавливает их на транспортер, а другая отсекает специальным ножом пли скребком жгуты теста.
На Алупкинском хлебозаводе Крымского УХП внедрено приспособление для автоматического отсекания жгутов теста (рис. 21) состоящее из двух насадок с поворотными ножами, смонтированных у выходных отверстии матрицы, тяги, двух электромагнитов и двух микровыключателей с двумя парами контактов Насадки крепятся болтами к нижней поверхности съемной плиты–матрицы формовочной машины ФПЛ–2. Электромагниты расположены на боковых стойках тестовой камеры. Микровыключатель с левой стороны предназначен для закрывания ножами отверстий насадок, а с правой стороны – для открывания отверстий и выхода жгутов теста на перемещающиеся по транспортеру листы.
После формования и оправки тестовые полуфабрикаты поступают па расстойку, продолжительность которой зависит от сорта сухарей. Средняя продолжительность расстоики тестовых заготовок сухарных плит в конвейерных шкафах при оптимальной температуре воздуха 35 – 40°С и относительной влажности 75 – 80% приведена в табл. 9.
Для расстоики тестовых полуфабрикатов сухарных плит применяются следующие конструкции расстойных конвейерных шкафов, разработанные для булочных изделии: А2–ХРА, А2–ХРБ, А2–ХРВ, Т1–ХРГ–30 и др.
Шкафы А2–ХРА. А2–ХРБ и А2–ХРВ изготовляются из унифицированных узлов и деталей и устанавливаются к печам с люлечным и ленточным подом шириной 1,9 и 2,1 м. Шкафы различаются только количеством секций числом люлек и габаритными размерами.
Таблица 9. - Продолжительность расстойки тестовых заготовок сухарных плит
|
Сухари |
Сорт пшеничной муки |
Продолжительность расстойки, мин |
|
Детские |
Высший |
50–54 |
|
Любительские |
» |
50–54 |
|
Ванильные |
» |
50–54 |
|
Лимонные |
» |
50–80 |
|
Ореховые |
» |
55–70 |
|
Молочные |
» |
50–70 |
|
Школьные |
» |
50–60 |
|
С маком |
» |
50–70 |
|
Сливочные |
» |
44–48 |
|
Осенние |
» |
60–70 |
|
С изюмом |
» |
60–70 |
|
Юбилейные |
» |
60–80 |
|
Особые |
» |
55–60 |
|
Украинские |
Высший |
50–60 |
|
Киевские |
» |
50–60 |
|
Горчичные |
» |
50–80 |
|
Пионерские |
I |
44–48 |
|
Кофейные |
I |
40–44 |
|
Московские |
I |
30–40 |
|
Дорожные |
I |
34–36 |
|
Барнаульские |
I |
30–40 |
|
Туристические |
I |
50–60 |
|
Юбилейные |
I |
50–60 |
|
Рязанские |
I |
60–65 |
|
Городские |
II |
55–60 |
Шкаф А2–ХРА (рис. 22) состоит из каркаса Г–образной формы, закрытого металлическими щитами с дверками, внутри которого расположен двухниточный цепной конвейер с шарнирноподвешенными трехполочными люльками размером 340Х1930. Конвейер приводится в движение от электродвигателя, который через ременную передачу, редуктор и зубчатую передачу вращает приводной вал конвейера. Движение конвейера равномерно–прерывистое, что позволяет производить загрузку и разгрузку вручную через окна в торцевой или задней стороне вертикальной секции.

Рис. 22. Конвейерный шкаф расстойки А2–ХРА:
1– загрузочное окно;2– трехполочная люлька;3 – конвейер из двух втулочных цепей с шагом 100 мм;4 –каркас шкафа Г–образной формы;5– цепные звездочки;6 – натяжной механизм;7– разгрузочное окно;8– приводной блок цепного конвейера
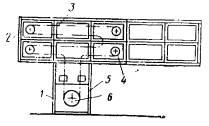
Рис. 23. Конвейерные шкафы расстойки Т1–ХРГ–30 и Т1–ХРГ–50:
1 – загрузочное окно;2 –каркас шкафа Т–образной формы;3 –цепной конвейер;4 –цепные звездочки;
5 – разгрузочное окно; 6 –приводной блок цепного конвейера
Равномерно–прерывистое движение конвейера обеспечивается механизмом регулирования, состоящим из диска с десятью подвижными упорами и конечного выключателя типа ВК–211. Количество упоров на диске кратно количеству рабочих люлек конвейера расстойки. Диск приводится во вращение от приводного вала конвейера через цепную передачу и при перемещении конвейера на один шаг поворачивается на 1/10 оборота. При этом каждый упор диска, нажимая на ролик конечного выключателя, размыкает цепь магнитного пускателя, выключая электродвигатель конвейера.
Продолжительность расстойки регулируется изменением количества упоров, взаимодействующих с роликом конечного выключателя.
При выпечке сухарных плит одна трехполочная люлька расстойного шкафа загружает три люльки печи, в этом случае диск механизма включения работает с одним пальцем, два дополнительных пальца снимаются.
Конвейерные шкафы Т1–ХРГ–30 и Т1–ХРГ–50 (рис. 23) предназначены для расстойки тестовых заготовок сухарных плит. По конструкции эти шкафы аналогичны шкафу А2–ХРА (табл. 10) и устанавливаются в комплекте с печами, имеющими люлечный или ленточный под шириной 1,4 – 1,5 м. Эти шкафы имеют Т–образную форму и двухниточный цепной конвейер с втулочными цепями, с шагом 100 мм, на которой шарнирно подвешены трехполочные люльки с шагом 600 мм.
Таблица 10. - Техническая характеристика конвейерных шкафов для расстойки тестовых полуфабрикатов сухарных плит
|
Показатели |
А2–ХРА |
А2–ХРБ |
А2–ХРВ |
Т1–ХРГ–30 |
Т1–ХРГ–50 |
|
Количество люлек |
|
|
|
|
|
|
общее |
33 |
43 |
53 |
33 |
53 |
|
рабочих |
30 |
40 |
50 |
30 |
50 |
|
Количество секций каркаса |
4 |
5 |
6 |
4 |
6 |
|
Диапазон регулирования времени расстойки |
1:2 |
1:2 |
1:2 |
1:2 |
1:2 |
|
Мощность электродвигателя, кВт |
1,7 |
1,7 |
1,7 |
1,7 |
1,7 |
|
Габаритные размеры, мм |
|
|
|
|
|
|
длина |
4680 |
6180 |
7680 |
4680 |
7680 |
|
ширина |
3400 |
3400 |
3400 |
2860 |
2860 |
|
высота |
3760 |
4435 |
5110 |
3984 |
3984 |

Рис. 24. Конвейерный агрегат для расстойки ЛР–196:
1 –механизм подачи листов на конвейер; 2 –конвейер шкафа;3 –блоки конвейера; 4 –механизм смазки; 5 –механизм пересадки листов в печь;6 –механизм для выемки листов с конвейерного шкафа;7 –транспортер для подачи листов с выпеченными сухарными плитами к кулеру;
Формирование тестовых заготовок (рядов) сухарных плит связано с большой затратой ручного труда по загрузке листов после формовочной машины на люльки конвейерного шкафа окончательной расстойки и дальнейшей после расстойки пересадки их на люльки печи ФТЛ–2.
ЛО ВНИИХПа разработан конвейерный агрегат ЛР–196 (рис. 24) для окончательной расстойки тестовых заготовок сухарных плит с автоматизацией загрузки листов в конвейер расстойки и дальнейшей пересадки их на люльки печи ФТЛ–2.
В состав агрегата входят следующие основные устройства:
– механизм подачи листов от формовочной машины к расстойному шкафу с загрузкой их на люльки его конвейера;
– конвейер расстойного шкафа с механизмом регулирования продолжительности расстойки;
– механизм для выемки листов из расстойного шкафа;
– механизм для смазки сухарных плит яичной смазкой н посыпки их отделочной крошкой;
– механизм пересадки н загрузки листов на реконструированные люльки конвейера печи;
– механизм для выемки листов из печи;
– механизм для транспортировки листов к кулеру.
Созданный агрегат позволяет ликвидировать все ручные операции по загрузке листов с тестовыми заготовками на люльки конвейера шкафа, осуществить расстойку тестовых заготовок, выгрузку листов и загрузку их на люльки печи ФТЛ–2.
После выпечки листы с сухарными плитами автоматически выгружаются с люлек печи и по ленточному транспортеру перемещаются к кулеру для охлаждения и выдержки.
Температура воздуха в камере расстойки поддерживается в пределах 35 – 40°С, относительная влажность 55 – 85%, продолжительность расстойки 50 – 70 мин.
На предприятиях небольшой мощности расстойка тестовых заготовок производится на сорокаполочных вагонетках в стационарных камерах.
В шкафах и камерах расстойки поддерживается температура воздуха 35 – 50°С и относительная влажность 70 – 85%.
После расстойки перед посадкой в печь все тестовые заготовки сухарных плит смазывают яичной смазкой для образования глянцевой поверхности.
У сухарей Городские, Кофейные и Любительские после смазки поверхность плит обсыпают сухарной крошкой.
Яичную смазку приготовляют из яиц или меланжа путем взбалтывания с водой в соотношении 1 : 0,25 или 2 : 0,3 до получения однородной массы. На смазку расходуется от 50 до 100 яиц на каждые 100 кг переработанной муки.
На небольших предприятиях поверхности тестовых заготовок смазывают вручную плоской кистью (штриховкой) из пенькового волокна. Для равномерного покрытия всей поверхности плиты проводят два раза кистью вдоль плиты. При этом следят, чтобы смазка не стекала с тестовой заготовки на лист, что приводит к образованию черных пятен на нижней корке изделий.

Рис. 25. Машина для покрытия яичной смазкой, обсыпки крошкой и наколки тестовых заготовок:
1 – цепной конвейер;2 –узел наколки;3 –регулировочный винт;4 – барабаны для смазки;5– емкость для меланжа;6 – цепной конвейер для посадки листов с тестовыми заготовками в печь
Посыпка некоторых изделий сухарной крошкой или дробленым орехом на этих предприятиях производится вручную равномерно по всей поверхности смазанной плиты.
На передовых специализированных предприятиях Москвы, Ленинграда и других городов для нанесения яичной смазки, обсыпки поверхности сухарной крошкой и наколки тестовых заготовок сухарных плит разработаны и успешно применяются машины и приспособления для механизации этих операций.
На Московском хлебозаводе №1 создана комбинированная машина для выполнения всех перечисленных выше операций с механизмом для наколки поверхности тестовых заготовок. Эта операция особенно необходима для тестовых заготовок, выпрессованных через матрицы для предотвращения вздутия верхней корки изделий при выпечке.
Машина (рис. 25) имеет сварную станину, на которой размещены цепной конвейер, узел наколки, барабаны для смазки, емкость для меланжа и цепной конвейер, направляющий листы с тестовыми заготовками для посадки в печь.
Узел наколки тестовых заготовок состоит из деревянного барабана диаметром 150 мм с металлическими иглами высотой 25 – 30 мм, горизонтально установленного на валу в подшипниках качения. Это позволяет барабану при передвижении под ним тестовых заготовок сухарных плит, уложенных па листы, свободно вращаться н производить наколы. Глубина наколов регулируется в вертикальном положении винтом, который позволяет поднять барабан и выключить механизм наколки для тех изделий, где она не требуется.
Узел смазки состоит из двух горизонтальных барабанов, вращающихся навстречу движущимся на конвейере тестовым заготовкам.
К стенкам барабанов в местах продвижения под ними тестовых заготовок прикрепляются щетки (штриховки) из пенькового волокна длиной, позволяющей погружаться – в емкость с яичной смазкой в момент отсутствия в зоне смазки листов с тестовыми заготовками.
Конструкция узла смазки позволяет свободно разбирать его при длительных остановках для санитарной обработки.
Узел обсыпки тестовых заготовок орехом или сухарной крошкой съемной конструкции располагается над конвейером, направляющим листы с тестовыми заготовками в печь. Он состоит из емкости корытообразной формы с сетчатым днищем и ворошителя, подобного мучному посыпателю.
Все узлы машины приводятся в движение от электродвигателя мощностью 1,5 кВт через редуктор и систему ценных передач.
Процесс выпечки сухарных плит имеет некоторые особенности по сравнению с выпечкой хлебобулочных изделий, так как протекает при более умеренной температуре среды пекарной камеры.
Выпеченные при высокой температуре сухарные плиты имеют грубую толстую корку, иногда с трещинами, что затрудняет резку и приводит к браку готовых изделий.
Высокая влажность среды пекарной камеры печи вызывает конденсацию влаги на поверхности тестовых заготовок в первой зоне печи, чем ухудшает глянцевитость корки выпеченных плит.
Покрытие яичной смазкой верхней поверхности тестовой заготовки делает корочку достаточно эластичной, способной хорошо воспринимать внутренние напряжения. Сухарная плита в печи мало увеличивается в объеме.
При выпечке сухарных плит па металлических листах при обильном нанесении яичной смазки и неаккуратной работе иногда происходит приклеивание плит к листам, что затрудняет их съем.
ЛО ВНИИХПа были проведены опытные работы по выпечке сухарных плит без смазки с целью получения глянца в печах, в которых обеспечиваются хорошие условия влагообмена между паровоздушной средой пекарной камеры и поверхностью тестовых заготовок, а также необходимая конденсация влаги па них.
Опыты дали положительные результаты и подтвердили полную возможность выпечки сухарных плит без нанесения на их поверхность яичной смазки. Поверхность сухарных плит получается глянцевая с нормальным колером. Яйца, предназначенные для смазки тестовых заготовок, вносились в тесто как дополнительное сырье. Это в свою очередь позволило улучшить физические свойства теста, набухаемость и хрупкость сухарей, увеличить удельный объем сухарных плит. В процессе выпечки сухарных плит образуется хорошо разрыхленный с равномерно развитой мелкой пористостью мякиш с корочкой, окрашенной в светло–коричневый цвет.
Температура среды пекарной камеры печи и продолжительность выпечки зависят от следующих факторов: способа приготовления теста и содержания в нем сдобы, размера тестовых заготовок и плотности посадки их на листе, консистенции и выброженности теста, конструкции печи и др.
При нормальных условиях для выпечки сухарных плит установлены следующие температура и продолжительность выпечки (табл. 11).
Для выпечки сухарных плит практически применяются хлебопекарные печи любой конструкции и производительности, которые могут обеспечить оптимальные технологические условия и режим выпечки.
На небольших предприятиях для выпечки сухарных плит применяются хлебопекарные печи ХР–1 со стационарным подом и канальным обогревом. Хлебопекарная печь ХР–1 состоит из топки с обогревательными каналами, пекарной камеры с системой увлажнения и обогрева котелка, соединенного трубопроводом с системой горячего водоснабжения на предприятии.
Топка приспособлена для сжигания дров, торфа, газа, мазута, а при устройстве дутья – и для сжигания угля. Обогревательные каналы – кирпичные (под подом пекарной камеры) и металлические из дымогарных труб или в виде плоского перекрытия из листовой стали (над пекарной камерой).
Горячие дымовые газы из топки направляются по нижним кирпичным каналам к вертикальным газоходам, расположенным в углах передней стенки печи, откуда поступают и металлическую сборную коробку, проходят по дымогарным трубам и попадают в сборный канал, расположенный в задней стенке печи. Из сборного канала газы с помощью поворотных шиберов могут быть направлены или под обогреваемый котелок, или, минуя его, в боров печи.
Таблица 11
Температура и продолжительность выпечки сдобных сухарей
|
Сухари |
Темпе ратура, °С |
Продолжительность выпечки, мин |
|
Детские |
230–240 |
7–8 |
|
Любительские |
220–230 |
15–16 |
|
Ванильные |
220–230 |
16–17 |
|
Лимонные |
200–210 |
16–20 |
|
Ореховые |
205–210 |
15–16 |
|
Молочные |
210–240 |
15–20 |
|
Школьные |
230–225 |
16–17 |
|
С маком |
210–240 |
15–20 |
|
Сливочные |
240–250 |
18–20 |
|
Осенние |
220–225 |
15–16 |
|
С изюмом |
220–225 |
15–16 |
|
Юбилейные |
240–250 |
10–11 |
|
Особые |
250–260 |
17–18 |
|
Украинские |
240–250 |
14–15 |
|
Киевские |
225–240 |
13–14 |
|
Горчичные |
200–210 |
16–20 |
|
Пионерские |
240–250 |
10–11 |
|
Кофейные |
240–250 |
13–14 |
|
Московские |
240–250 |
14–15 |
|
Дорожные |
250–260 |
17–18 |
|
Барнаульские |
240–250 |
13–14 |
|
Туристические |
220–225 |
15–16 |
|
Рязанские |
170–210 |
28–30 |
|
Городские |
240–250 |
18–20 |
При необходимости уменьшения теплоотдачи от дымогарных труб или плоского металлического перекрытия пекарной камеры (при подгорании верхней корки изделий) в задней стенке печи предусмотрено два вертикальных канала, по которым, открыв поворотные шиберы, можно часть, или все газы из нижних кирпичных каналов, минуя дымогарные трубы, направить под котелок или в боров.
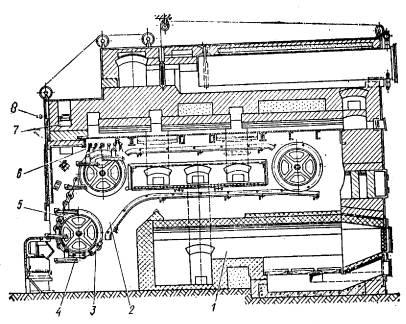
Рис. 26. Хлебопекарная конвейерная печь ФТЛ–2:
1 – топки;2– пекарная камера;3– цепной конвейер;4 –люлька;5– блок;6– трубы увлажнителя;7– канал удаления пара;8 – шибер канала
Посадку тестовых заготовок сухарных плит на листах и выемку готовых изделий производят вручную деревянными или металлическими лопатами с ручками длиной от 2 до 4 м. Производительность печи при выработке сухарных плит в среднем составляет от 2,6 до 8,7 т/сут.
В производстве сухарных изделий наиболее широко распространены конвейерные люлечно–подиковые печи ФТЛ–2 с 24 люльками (рис. 26). Эти печи по вырабатываемому на них ассортименту хлебобулочных изделий универсальны и вполне отвечают технологическим требованиям выпечки сухарных плит.
Расположенный внутри пекарной камеры печи цепной конвейер представляет собой две пластинчатые шарнирные цепи, перекинутые через две пары чугунных звездочек, установленных на двух стальных валах. Между цепями подвешены 24 люльки, изготовленные в виде рамок из угловой стали. Размер люлек, применяемых для выпечки сухарных плит, 1920Х350 мм, что позволяет устанавливать на них 3 листа размером 620Х350 мм или 4 листа размером 460Х340 мм.
Движение люлечного конвейера в печи прерывистое. Регулировка продолжительности выпечки осуществляется реле времени в пределах от 7 до 100 мин. Кроме того, печь снабжена кнопочным пускателем для пуска и останова электродвигателя привода печи. При необходимости удаления излишков пара из пекарной камеры предусмотрен вытяжной канал, перекрываемый шибером, ручка которого выведена к посадочному устью печи. Канал соединен с боровом печи.
Схема движения газов в печи ФТЛ–2 позволяет при необходимости изменять температуру в первой зоне пекарной камеры. Для этого предусмотрены специальные каналы и шиберы для направления горячих газов из топки в переднюю часть пекарной камеры. При отсутствии необходимости горячие газы путем перекрытия шиберов могут быть направлены непосредственно во вторую зону.
В целях увеличения производительности, улучшения теплового режима и приспособления печи ФТЛ–2 для выработки сухарных плит рационализаторами Московского хлебозавода №1 внесен ряд изменений в ее конструкцию. Так, по предложению В. И. Ушникова печь ФТЛ–2 реконструирована для выпечки сухарных плит путем увеличения количества люлек до 30. Это осуществлено за счет перенесения задней стенки печи и сокращения толщины ее в зоне пекарной камеры до 250 мм, что позволило увеличить длину, пекарной камеры на 880 мм. Кроме того, в передней верхней части печи на расстоянии 1565 мм от ведущего вала установлен дополнительный вал с блоками.
Для обеспечения теплового режима увеличены теплопередающие поверхности топочного свода, радиаторной коробки и верхних каналов, расширены вертикальные газоходы до радиаторной коробки и после нее, а задние вертикальные каналы для активного обогрева котелков ликвидированы. Котелки обогреваются только отходящими газами.
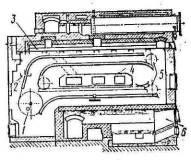
Рис. 26. Хлебопекарная конвейерная печь ФТЛ–2, реконструированная по предложению Г.И. Зорина:
1 – люлечный конвейер печи;2– люлька;3– верхний газоход;4 –радиатор;5– направляющие блоки;6– топка.
После реконструкции производительность печи при выработке сухарных изделий достигла 16 т/сут.
В целях увеличения выработки сдобных сухарей на данном хлебозаводе по предложению Г. И. Зорина в хлебопекарной печи ФТЛ–2 количество люлек увеличено от 30 до 40, а в дальнейшем – до 48 (рис. 27) за счет замены двухниточного конвейера на четырехниточный, более рационального размещения газоходов и теплоотдающих поверхностей, повышения коэффициента использования объема пекарной камеры. В обоих случаях размер люлек принят 1920Х350 мм при высоте подвески 140 мм. Уменьшение высоты подвески люлек позволило разместить четыре нитки конвейера и более эффективно использовать объем пекарной камеры.
Габаритные размеры печи по сравнению с 30–люлечной остались без изменения.
Производительность печи с 48 люльками при выпечке сухарных плит достигла 20 т/сут.
В табл. 12 приведены сравнительные данные о температурном режиме и продолжительности выпечки сухарных плит на реконструированных печах ФТЛ–2 с 30 и 48 люльками.
После освоения выпечки сухарных плит на печи ФТЛ–2 с 48 люльками печи ФТЛ–2 с 30 и 40 люльками были переведены на сушку сухарей.
В настоящее время на Московском хлебозаводе №1 в печах ФТЛ–2 количество люлек увеличено до 54 для выпечки сухарных плит и до 48 для сушки сухарей.
На небольших специализированных предприятиях и в цехах на хлебозаводах для выпечки сухарных плит применяются конвейерные люлечно–подиковые печи малой мощности ВНИИХП–П–157, УДПГ, печи с карусельным подом УПГ–3 и др.
Таблица 12 - Температура и продолжительность выпечки сухарных плит в реконструированных печах ФТЛ–2
|
Сухари |
Печь ФТЛ–2 с 30 люльками |
Печь ФТЛ–Г с 48 люльками |
| ||
|
| |||||
|
температура, °С |
продолжительность выпечки, мин |
температура, °С |
продолжительность выпечки, мин |
| |
|
| |||||
|
Детские |
185 |
14 |
200 |
14 |
|
|
Ванильные |
195 |
14 |
175 |
10,5 |
|
|
Сливочные |
195 |
15 |
190 |
16,5 |
|
|
Пионерские |
195 |
12 |
200 |
14 |
|
|
Кофейные |
195 |
13 |
205 |
14 |
|
|
Московские |
185 |
13 |
205 |
14 |
|
|
Дорожные |
– |
– |
205 |
16,5 |
|
Хлебопекарная конвейерная люлечно–подиковая с канальным обогревом печь ВНИИХП–П–157 (рис. 28), предназначенная для выработки хлебобулочных изделий широкого ассортимента, используется и для выпечки сухарных плит. Конвейер печи снабжен 17 люльками размером 1400Х350 мм, на которых размещаются по два или три листа принятых размеров для выпечки сухарных плит.

Рис. 28. Хлебопекарная конвейерная печь ВНИИХП–П–157:
1– пекарная камера;2 –цепной конвейер;3 – трубки увлажнения;4 – теплоутилизатор; 5 – чинка;6–парогенератор;7– дверца
Конвейер печи приводится в движение от электродвигателя через ременную передачу, червячный редуктор и пару цилиндрических шестерен. Движение конвейера прерывистое. Продолжительность выпечки регулируется реле времени в пределах от 7 до 100 мин. Для удаления излишков пара из пекарной камеры печь оборудована вентиляционным каналом и шибером.
Производительность печи при выработке сухарных плит составляет от 3,8 до 5 т/сут.
Хлебопекарная печь УДПГ в конструктивном отношении и по габаритным размерам мало чем отличается от печи ВНИИХП–П–157 и используется для выпечки сухарных плит.
На предприятиях Центросоюза применяются печи с карусельным подом и канальным обогревом УПГ–3. Карусельный под печи диаметром 2180 мм изготовлен из угловой стали, он вращается на упорном шарикоподшипнике. На поду размещается семь листов принятых размеров с тестовыми заготовками сухарных плит.
На ряде специализированных предприятий для выпечки сухарных плит и сушки сухарей применяются туннельные печи с ленточным подом и газонефтяным обогревом ПХС–25М, БН–25 и др. аналогичной конструкции, используемые и хлебопечении.
Хлебопекарная печь ПХС–25М относится к группе туннельных ночей с ленточным ходом и канальным обогревом. Она предназначена для выпечки хлебобулочных изделий широкого ассортимента.
Печь (рис. 29) состоит из пекарной камеры, металлических каналов, верхнего и нижнего, для обогрева камеры, двух топок со смесительными камерами и инжекционными газовыми горелками, ленточного пода из стальной спирално–стержневой сетки, приводного и натяжного барабанов. Последний оборудован устройством для корректирования положения сетчатой ленты путем изменения степени натяжения ее правой или левой половины. Кроме того, конвейер имеет сигнализатор, который включается, когда нарушаются установленные зазоры между кромками сетчатой ленты и боковыми стенками пекарной камеры.

Рис. 29. Хлебопекарная печь ПХС–25М:
1 – вытяжной канал для удаления пара;2, 3 – каналы для обогрева пекарной камеры;4 – топки с газовыми горелками; 5– под;6 – натяжной барабан;7– поворотный фартук;8 –щетка для очистки пода;9 –приходной барабан
Для очистки сетчатого пода предусмотрена металлическая круглая щетка с грузовым прижимным механизмом, которая приводится в движение от самостоятельного электродвигателя через червячный редуктор и две цепные передачи.
Конвейер печи приводится в движение от электродвигателя через две клиноременные передачи, цепной вариатор, комбинированный редуктор и зубчатую передачу. В конструкции приводного механизма предусмотрен ручной привод. Наличие вариатора позволяет регулировать продолжительность выпечки в пределах от 12 до 72 мин.
Ограждение печи каркасного типа выполнено из стальных щитов с изоляцией из минеральной ваты. Всего в печи девять внутренних секций. Для осмотра конвейера и наблюдения за выпечкой в боковых стенках печи имеются смотровые лючки. а для контроля температуры внутри пекарной камеры предусмотрено три термометра манометрического типа.
В зоне посадки пекарной камеры смонтировано увлажнительное устройство, состоящее из ряда перфорированных трубок, водоотделителя, вентилей и манометра и соединенное с заводской паровой системой. Для уменьшения вентиляции пекарной камеры внутри нее предусмотрено два поворотных фартука. Для удаления излишней влаги пекарная камера соединена двумя вытяжными отверстиями и каналами с вентиляционной системой предприятия.
Печь оборудована двумя обогревательными системами, одна из которых (правая) обслуживает зону выпечки, а другая (левая) – зону допекания. Все конструкции обогревательной системы, находящиеся под воздействием газа с высокой температурой, изготовлены из огнеупорных сталей. Кроме того, для снижения температуры газа, поступающего в каналы, применена рециркуляция, т.е. частичное добавление отработанных газов.
Топки печи приспособлены для сжигания газа и жидкого топлива. Для газообразного топлива применены инжекционные горелки системы Царика среднего давления с ручной регулировкой расхода газа и автоматической дозировкой первичного воздуха. Горелки состоят из корпуса с четырьмя соплами и самостоятельными смесителями. Газ подается в корпус горелки через регулирующий кран, давление его контролируется манометром. В центре горелки размещен запальник с обособленным подводом газа.
Горячие газы, образующиеся в топках, под влиянием тяги, создаваемой дымососами, проходят по металлическим каналам и через их стенки передают тепло обоим зонам пекарной камеры. В конце системы охлажденные газы разделяются на два потока: один направляется в дымовую трубу, другой – в смесительную камеру топки для охлаждения ее, стенок и снижения температуры топочных газов.
Обе обогревательные системы оборудованы тягомерами для контроля тяги в топках, термопарами и гальванометрами для замера температуры газов в конце смесительных камер топок, переносной свечой, взрывными клапанами и специальным электромагнитным клапаном для прекращения подачи газа к горелкам в случаях остановки работы дымососов при снижении. Давления в газоподаче ниже допустимого предела.
Перед розжигом печи систему продувают свежим воздухом. Для этого клапаном перекрывается канал движения газов, и через патрубок они выбрасываются наружу. Температура греющих газов поддерживается в пределах 500 – 600°С, а температура уходящих газов достигает 280 – 350°С.
Производительность печи марки ПХС–25М составляет при выпечке сухарных плит 375 – 920 кг/ч и сушке сухарей на листах – 160 – 180 кг/ч.
Печь БН–25 оборудована одной топкой для газового н жидкого топлива. Система обогрева пекарной камеры по длине разделена на три зоны так же, как н у печи ПХС–25М. Устройство пода и его привода, системы увлажнения н вентиляции пекарной камеры, расстановка приборов автоматического контроля температуры и других параметров, а также порядок обслуживания аналогичны этим устройствам в печи ПХС–25М.
|
Техническая характеристика печей | ||
|
|
ПХС–25М |
БН–25 |
|
Производительность, т/сут |
14 – 17 |
12 – 15,6 |
|
Размеры пода в пекарной камере, мм |
|
|
|
ширина |
2100 |
2100 |
|
длина |
12000 |
12000 |
|
Рабочая площадь пода, м2 |
25 |
25 |
|
Мощность электродвигателя привода конвейера, кВт |
1,5 |
1 |
|
Частота вращения валов, об/мин |
1460 |
1500 |
|
Мощность электродвигателя привода рециркуляционного вентилятора, кВт |
5х2 |
4х2 |
|
То же, привода щетки, кВт |
0,6 |
0,6 |
|
Частота вращения привода щетки, об/мин |
970 |
1500 |
|
Габаритные размеры, мм |
|
|
|
длина |
14568 |
14500 |
|
ширина |
3350 |
3650 |
|
высота |
2585 |
2700 |
|
Масса металлоконструкций, кг |
24500 |
26500 |
Немаловажное значение в производстве сдобных сухарей имеют вопросы правильного использования мощности хлебопекарных печей.
Прежде всего, должно быть обращено внимание на загрузку подов печей. Листы с расстоявшимися тестовыми заготовками загружаются на люльки конвейерных или на под туннельных печей таким образом, чтобы площадь пода была полностью использована. Это обеспечивает высокий КПД печи, стабильность технологического и теплового режимов и хорошее качество изделий в процессе выпечки их.
Большое значение имеют также размеры листов и размещение на них тестовых заготовок. На большинстве предприятий, оборудованных печами ФТЛ–2, применяются листы для выпечки сухарных плит размером 620X350 мм. Тестовые заготовки размещаются на них вдоль листа в большинстве случаев в два ряда. При укладке плит поперек листа на каждом листе помещаются 4 плиты длиной по 350 мм, что увеличивает загрузку листа примерно на 10%. Несмотря на то что количество горбушек, идущих в отходы, увеличивается в 2 раза, размер этих плит соответствует ширине режущего механизма пилорамной хлеборезальной машины ХПР, на которой можно отрегулировать минимальную толщину среза.
При резке же на этой машине плит длиной 600 мм последние перед резкой предварительно разрезают ножом, что увеличивает отходы. Кроме этого, короткие сухарные плиты лучше сохраняются при выдержке (черствении), компактнее укладываются на люльках конвейерных охладителей, уменьшается лом в процессе производства.
Охлаждение, выдержка и резка сухарных плит
В процессе производства сухарных изделий выдержка плит перед резкой является наиболее длительной операцией. При выборе оптимальной продолжительности этого процесса следует учитывать условия резки плит на существующих конструкциях хлеборезальных машин.
На основании исследований установлено, что повышение пластичности мякиша сухарных плит во время выдержки способствует локализации разрушающихся напряжений под лезвием ножа. Одновременно повышение жесткости мякиша приводит к тому, что структура разрушается при относительно меньших величинах деформации.
При длительной выдержке на поверхности плит образуется сильно обезвоженный слой, что приводит к образованию трещин и ухудшению качества плит и транспортабельности.
Недостаточная продолжительность выдержки сухарных плит может способствовать деформации их при резке.
Быстрота и степень набухания в воде, а также механические свойства набухших сухарей очень важны с потребительской точки зрения. Другим важным показателем качества сухарей является их хрупкость, которая связана с выдержкой сухарных плит. Так, прочность сухарей из плит 36–часовой выдержки в 2 раза выше, чем сухарей из плит двухчасовой выдержки. Наибольшую прочность сухари приобретают при переработке плит после 6 – 8–часовой выдержки. При выдержке сухарные плиты быстрее черствеют подобно хлебу. Гидрофильность их резко понижается в первые 3 – 4 ч хранения, что в свою очередь снижает набухаемость сухарей.
Изменение свойств сухарных плит при их выдержке является результатом ряда сложных физико–химических, коллоидных и биохимических процессов, сущность и механизм которых еще недостаточно изучены. Предполагают, что черствение плит и хлеба, обусловлено изменениями в углеводах и белках и некоторыми другими факторами. При этом уменьшается способность мякиша плит к набуханию и поглощению воды, а также способность коллоидов переходить в водный раствор. Снижается общее количество водорастворимых веществ. В настоящее время благодаря применению современных методов и приборов появилась возможность углубить представления о механизме процесса черствения.
Белки и крахмал составляют единую морфологическую систему, что оказывает влияние на весь ход технологического процесса приготовления хлебных изделий. Белки в зерно–мучнистых структурах создают их основу в виде упруго–эластичных каркасов, играющих важную роль в образовании объема хлебных изделий. Процесс набухания белков протекает во времени и сопровождается увеличением объема макромолекулы белка и изменением его механических свойств. Большая часть воды, поглощенная при набухании, является несвязанной, свободной, захваченной механически сеткой из мембран и волокон белка.
Крахмал представляет собой гидрофильное соединение. При набухании амилопектина молекулы воды взаимодействуют с нонами водорода, связывающими молекулы белка. В результате связанные молекулы растворяются и становятся подвижными одна относительно другой.
В процессе выпечки и последующего охлаждения амилоза затвердевает в виде геля, в котором как бы фиксируется амилопектин. Амилоза очень быстро отдает воду, и практически при охлаждении изделия этот процесс заканчивается. Черствение выпеченных хлебных изделий является следствием замедленного выделения воды, а, следовательно, более медленной перекристаллизации амилопектина.
Основная роль в процессе черствения хлебных изделий принадлежит крахмалу. По мнению американского ученого Шоха, в крахмале в процессе черствения изменяется главным образом его амилопектиновая фракция. Линд связывал черствение хлебных изделий с ретроградацией крахмала мякиша. Советские ученые А. Г. Кульман, В. И. Назаров и др. считают, что черствение хлебных изделий вызывается процессом синерезиса крахмала, частично клейстеризованного во время выпечки. По мнению М. И. Княгиничева, процесс черствения хлебных изделий связан в основном с изменением систем вода – крахмал и вода – белок. При выпечке структура крахмала и белка изменяется, в них образуются микрополости, играющие роль как бы резервуаров для воды.
Некоторые исследователи связывают процесс черствения хлебных изделий с кристаллизацией высокополимеров, к которым относятся крахмал и белковые вещества мякиша. Эксфорд и Вильхофт процесс черствения, хлебных изделий рассматривают с точки зрения затвердевания (кристаллизации) крахмала и клейковины, происходящего при хранении. Л. А. Ауэрман и Р. Г. Рахманкулова объясняют изменение крахмала и белковых, веществ хлеба в процессе черствения самопроизвольной их кристаллизацией при охлаждении.
Процесс усыхания возникает при влажности изделий 16% и более и распространяется от корки к центру мякиша. Процесс усыхания можно разделить на два периода.
В первый период потеря влаги происходит с переменной скоростью до момента выравнивания температуры изделия и окружающего воздуха. Повышенная температура мякиша но сравнению с быстроостывающей коркой способствует перемещению влаги от мякиша к корке. Влага перемещается от центра мякиша к корке вследствие разницы в содержании се во внутренних и внешних слоях изделия, а также разницы температуры. При этом влажность корки, почти обезвоженной в конце выпечки, резко повышается – примерно до состояния равновесной (около 12%).
Во второй период (постоянной скорости) потеря влаги после охлаждения происходит медленнее. При этом влага перемещается вследствие того, что влажность готового продукта выше равновесной (около 16%).
Для интенсификации процесса охлаждения сухарных плит ведутся работы по использованию для этой цели вакуума.
Как показали исследования, проведенные в МТИППе, охлаждение сухарных плит в вакууме до температуры 30°С происходит за 10 мин, в то время как остывание их в естественных условиях до этой же температуры продолжается более 1,5 ч. Особенно ускоряется охлаждение в начальный период вакуумирования. По достижении 30°С температура мякиша снижается медленнее. Поэтому дальнейший процесс охлаждения целесообразно вести принятым способом. При этом двухступенчатом процессе выдержки мякиш сухарных плит остывает до температуры окружающего воздуха за 30 – 60 мин.
Таким образом, вакуумирование выпеченных сухарных плит ускоряет первую стадию охлаждения. Интенсификация второй стадии (черствение полуфабрикатов), во время которой происходит улучшение пластических свойств структуры, необходимых для качественной резки сухарных плит, может быть достигнута при обработке их токами высокой частоты (ТВЧ), о чем будет сказано ниже.
Для снижения усушки на практике стремятся максимально сократить первый период, ускоряя охлаждение хлеба.
В табл. 13 показана зависимость черствения хлебных изделий и способности мякиша к набуханию от температуры воздуха при хранении.
Результаты работ Неймана и Пельсхенке, подтвержденные другими исследователями, показывают, что в интервале температур от 30 до – 7° С хлебобулочные изделия черствеют значительно быстрее.
Продолжительность отлежки сухарных плит обусловлена тремя факторами: гидрофильностью системы, качеством среза и готового сухарного изделия.
Лаборатория сушки Всесоюзного теплотехнического института им. Ф. Э. Дзержинского рекомендует выдерживать плиты до резки в течение 8 – 12 ч, считая такой срок наиболее благоприятным для качества сухарей.
На практике продолжительность черствения сухарных плит составляет 24 ч, что совершенно неоправдан но с точки зрения коллоидных свойств конечного продукта.
Таблица 13 - Зависимость черствения хлеба от температуры воздуха
|
Температура воздуха, °С |
Свежесть хлеба |
Набухаемость, см3 |
|
85 – 92 |
Свежий |
50,0 |
|
70 |
» |
50,5 |
|
60 |
» |
51,0 |
|
60 |
Почти свежий |
49,0 |
|
40 |
С начальными признаками черствения |
43,5 |
|
30 |
Получерствый |
40,0 |
|
17 |
Черствый |
34,5 |
|
0 |
Совсем черствый |
30,0 |
|
– 2 |
То же |
34,0 |
|
– 6 |
Черствый |
33,0 |
|
– 7 |
Получерствый |
41,0 |
|
– 10 |
» |
– |
На основании исследований коллоидной лаборатории ВНИИХПа установлено, что сухарные плиты хорошо подвергаются резке уже после 6 – 8 ч хранения, поэтому этот срок можно рекомендовать как оптимальный.
Сокращение продолжительности отлежки дает положительный эффект не только с точки зрения гидрофильности системы (покупатель получает быстро размокающие в воде сухари), но также и экономический эффект (освобождаются производственные площади, занятые под хранение сухарных плит).
В целях интенсификации производства и сокращения выдержки сухарных плит в научно–исследовательских организациях и на предприятиях хлебопекарной промышленности предпринимаются усилия по возможному сокращению процесса выдержки сухарных плит. Прежде всего эти усилия направлены па создание производственных условий, которые бы способствовали сокращению времени выдержки сухарных плит.
Процесс черствения плит зависит от многих факторов: температуры и относительной влажности окружающего воздуха, скорости движения его, объема, массы и формы изделий и способа их хранения.
Температура воздуха в помещении, где выдерживаются сухарные плиты, оказывает значительное влияние на скорость остывания и черствение плит. Так, температура воздуха в пределах 15 – 20°С наиболее благоприятна для выдержки.
Во избежание поломки выпеченные плиты следует сначала охладить на листах в течение 10 – 15 мин. Для этого на специализированных предприятиях используют ленточные транспортеры с местной вентиляцией при подаче плит на выдержку.
Большое влияние на процесс черствения сухарных плит оказывает относительная влажность воздуха в помещении, где они находятся. Высокая относительная влажность воздуха, особенно в первый период остывания и выдержки плит, замедляет испарение влаги и неблагоприятно влияет на процесс черствения мякиша. И наоборот, низкая относительная влажность воздуха способствует засыханию корок плит, что вызывает при резке ломку краев у ломтей.
Установлено, что наиболее целесообразная относительная влажность воздуха при выдерживании сухарных плит составляет от 65 до 75%.
На передовых специализированных предприятиях для выдержки сухарных плит применяются конвейерные люлечные шкафы, установленные на хлебопекарных предприятиях для окончательной расстойки тестовых заготовок хлебобулочных изделий.
Конвейерные шкафы А2–ХРА, А2У–ХРБ и А2–ХРВ, имеющие ширину люльки 1920 мм, попользуются для выдержки сухарных плит в поточных линиях на предприятиях, оборудованных люлечно–подиковыми печами ФТЛ–2 и туннельными печами с ленточным подом ПХС–25, БН–25 и др.
На предприятиях, оборудованных печами малой мощности ВНИИХП–П–157 и др., для выдержки плит применяются конвейерные шкафы Т1–ХРГ–30 и Т1–ХРГ–50 с размером люлек 1490х340 мм.
Для укладки сухарных плит трехъярусные люльки шкафов снабжены фанерными досками с отверстиями или деревянными лотками с решетчатым дном для лучшего прохода воздуха.
Шкафы оборудованы приточно–вытяжной вентиляцией со скоростью движения воздуха 0,3 – 0,5 м/с.
На предприятиях небольшой мощности сухарные плиты после выемки из печи оставляют на листах. Для уменьшения отпотевания нижних корок плит (что влияет на образование темных пятен), плиты через 5 – 8 мин переворачивают, а затем перекладывают на лотки, устанавливаемые на вагонетки. На этих предприятиях сухарные плиты выдерживают в специальных камерах или в отведенных для этого помещениях (кладовых), оборудованных приточно–вытяжной вентиляцией. Их выдерживают на шпилечных или обычных полочных вагонетках, на которых установлены лотки или фанерные доски с уложенными на них плитами,
Таким образом, проводимые в промышленности мероприятия по интенсификации процесса выдержки сухарных плит путем использования конвейерных шкафов и стационарных камер с приточно–вытяжной вентиляцией позволили сократить продолжительность выдержки почти в 2 раза против практиковавшейся в промышленности.
Кроме перечисленных выше организационных мероприятий по интенсификации процесса выдержки сухарных плит изыскивались пути изменения самого процесса. В этом направлении научными сотрудниками ЛО ВНИИХПа разработан новый оригинальный непрерывный способ выдержки сухарных плит с прогревом их в поле ТВЧ и последовательного кратковременного их остывания. Этому предшествовала большая исследовательская работа в лабораторных и производственных условиях с сухарными изделиями, выработанными по различной рецептуре из пшеничной муки высшего и I сортов.
Совместно с Всесоюзным институтом им. В. П. Володина была создана опытно–промышленная ВЧ–установка и смонтирована на хлебозаводе Василеостровского района Ленинграда для проведения сравнительных испытаний в производственных условиях.
ВЧ–установка (рис. 30) состоит из корпуса со съемными дверцами и смотровыми окнами из оргстекла, подстрочной индуктивности, транспортера для перемещения сухарных плит через ВЧ–камеру и волноводов для гашения электромагнитных волн при входе и выходе из камеры.
Рабочий конденсатор в свою очередь состоит из двух пластин: высокопотенциальной, подвешенной на изоляторах к верхней поверхности камеры, и нижней низкопотенциальной заземленной, которая является дном камеры (на рисунке не показано). Расстояние между верхней (электродом) и нижней пластинами регулируется при помощи шпилек с резьбой. Высокопотенциальная пластина изготовлена из алюминия с расположенными внутри нее ТЭНами для подогрева.
ВЧ–генератор ЛД–2–60, работающий на частоте 13 МГц, соединен с камерой н плоским конденсатором при помощи фидерной трубы и медных шин. ВЧ–камера оборудована приточно–вытяжной вентиляцией для удаления выделяющейся влаги из сухарных плит в период прохождения их в камере.

Рис. 30. Схема опытно–промышленной ВЧ–установки для выдержки сухарных плит:
1– корпус;2 –шпильки;3 –подстрочная индуктивность;4 – фидерная труба;5 –приточно–вытяжная вентиляция;6 – высокопотенциальная пластина;7– запредельные волноводы;8– ленточный транспортер;9 – сухарные плиты;10– съемная дверца
Продолжительность ВЧ выдержки можно регулировать в пределах от 1,5 до 2 мин.
Испытания установки проводились с шестью наименованиями сухарей: Московские и Пшеничные из пшеничной муки I сорта. Сливочные, Ванильные, Лимонные и Ореховые из муки высшего сорта. Тесто готовили по принятому на хлебозаводе способу без брожения до разделки, но с интенсивной обработкой его шнеком. Формование плит проводилось на машине МСП–2.
Для контроля и сравнения качества выпеченные сухарные плиты выдерживали в кулере с приточно–вытяжной вентиляцией на деревянных досках с отверстиями в течение 7, 15 и 56 ч.
Процесс выдержки сухарных плит в ВЧ–установке состоит из двух этапов: выдержки в поле ТВЧ в течение 1 – 3 мин для испарения влаги из плит и последующего охлаждения их на ленточном транспортере в течение 20 – 30 мин, в результате чего удаляется дополнительное количество влаги и плиты приобретают необходимую устойчивость для резки их на ломти.
При выдержке плит в поле ТВЧ испаряется влаги из них 3,5 – 4,5%., а в процессе последующего охлаждения в течение 20 – 30 мин удаляется еще 1 – 2,5% влаги по отношению к исходной массе их. Температура мякиша плит достигает 25 – 30°С.
В целях экономии электроэнергии, затрачиваемой на разогрев плит, целесообразно выдерживать их в ВЧ–установке сразу после их выпечки.
В результате прогрева сухарных плит в поле ТВЧ увеличивается твердость структуры мякиша, улучшается качество среза ломтей; в процессе сушки (обжарки) боковые поверхности сухарей получают равномерную окраску, сохраняется содержание ароматических веществ, несколько улучшается набухаемость сухарей.
Испытания опытно–производственной ВЧ–установки подтвердили значительное сокращение процесса выдержки сухарных плит по сравнению с существующими способами в производстве сдобных сухарей примерно в 7 – 10 раз.
Этот способ применим как для сухарных плит, сформованных из отдельных долек (жгутиков) на делительно–формовочных машинах МСП–2, так и для плит продолговатого вида, сформованных на машинах типа ФПЛ–2, из теста, приготовленного по любой из существующих технологических схем.
Выдержка плит в электромагнитном поле приводит к улучшению гидрофильности коллоидов мякиша сухарных плит и улучшению набухаемости по сравнению с сухарями, плиты которых выдерживались в кулере.
Твердость (сжимаемость) сухарных плит зависит от влажности мякиша. Более высокая твердость достигается при меньшей влажности. Хороший срез сухаря получается при выпаривании на ВЧ–установке 4,5 – 6% влаги из плит с последующим интенсивным их охлаждением.
Ломти из сухарных плит, выдерживаемых на ВЧ–установке, имеют несколько пониженную (на 1 – 2%) конечную влажность. Это позволяет их сушить при более низкой температуре или соответствующем сокращении продолжительности сушки, установленных для этих видов изделий по технологической инструкции.
На выпаривание на ВЧ–установке 1 кг влаги из сухарных плит расходуется от 0,918 до 2,5 кВт · ч электроэнергии, причем на выпаривание влаги из горячих и теплых плит затраты энергии значительно ниже.
Разработанный новый прогрессивный способ выдержки сухарных плит на ВЧ–установке позволит ликвидировать громоздкие кулеры, занимающие большие производственные площади, и высвободить значительное количество производственных рабочих, занятых на ручных операциях.
После остывания и процесса выдержки сухарные плиты поступают на резку на ломти. В настоящее время в практике хлебопечения нет объективных данных о готовности сухарных плит к резке на ломти. Обычно в производстве степень готовности к резке определяют органолептически.
К объективным методам определения черствости сухарных плит можно отнести разработанный на кафедре технологии хлебопекарного производства Московского технологического института пищевой промышленности (МТИПП) способ, основанный на определении общей деформации мякиша и показателей, характеризующих его упругость и пластичность на пенетрометре АП–4/1. Определения на приборе производятся в лаборатории по рекомендованной методике.
В настоящее время известно несколько типов хлеборезальных машин, отличающихся характером движения, видом и количеством ножей, способом подачи полуфабриката и другим по характеру движения режущим органом. Все конструкции хлеборезальных машин можно классифицировать следующим образом: машины с вращательным, возвратно–поступательным и поступательным движением ножей. Для каждой группы характерно использование определенного вида ножей: дисковые, пластинчатые и серповидные.
Качество поверхности среза, количество отходов в виде крошки и деформированных ломтей во многом зависят от правильного выбора конструкции хлеборезальной машины и состояния ее рабочих органов.
Наряду с другими факторами для нормальной работы хлеборезок большое значение имеет правильное соотношение скоростей режущего органа uни подачи плит для резкиuп. На основании исследований, проведенных во ВНИИХПе, рекомендуются следующие параметры резки: скорость режущего органа машины от 20 до 22 м/с, скорость подачи плит от 0,25 до 0,3 м/с. Было установлено, что для ножа диаметром 150 мм гладкий срез получается при соотношенииuн/uп= 363/503 как для сухарных плит с отлежкой 4 – 5 ч, так и для плит с отлежкой 12 – 24 ч. При увеличении диаметра ножа до 350 мм срез хорошего качества получается при более низких значениях соотношенияuн/uп(свыше 70).
В зависимости от объема производства для резки сдобных сухарных плит на ломти применяются машины трех типов: дисковые, серповидные и пилорамные.
Для предприятий с небольшим объемом производства наиболее приемлемы хлеборезальные машины с вращательным движением резального механизма. По своим размерам, компактности, простоте обслуживания, а также качеству среза сухарных изделий, наличию механизма для плавной регулировки толщины ломтей в диапазоне от 5 до 26 мм дисковые машины универсальны и удобны в эксплуатации.
Для специализированных сухарных предприятий с большим объемом производства рекомендуются хлеборезальные машины, рамного типа, которые обладают высокой производительностью, удобно располагаются в поточных линиях и дают высокое качество среза.
При резке сухарных плит па машинах разной конструкции или вручную очень важно соблюдать одинаковую толщину ломтей. Это обеспечивает равномерную просушку и сокращает брак сухарей по причине отклонения в размерах.
Среди дисковых хлеборезальных машин получили наибольшее распространение машины типа ХРМ–300М и МРХ–180В.
Дисковая хлеборезальная машина ХРМ–300М (рис. 31) состоит из станины, кожуха ограждения, внутри которого размещен дисковый нож с противовесом, приводного механизма, приспособления для заточки ножа, неподвижного загрузочного лотка, имеющего форму прямоугольного открытого желоба н прикрепленного к загрузочному отверстию в кожухе, съемного разгрузочного лотка у выгрузочного отверстия кожуха.
Дисковый нож совершает планетарное движение вокруг своей оси, закрепленной в кронштейне, и вокруг оси приводного коленчатого вала, который проходит через центр кожуха.

Рис. 31. Дисковая хлеборезальная машина ХРМ–300М:
1– станина;2 –ручка точильного механизма;3 –кожух ограждения дискового ножа;4 – абразивные точильные камни;5 –дисковый нож;6 – механизм привода;7– загрузочный лоток;8– разгрузочный лоток
Хлеборезальная машина приводится в движение от электродвигателя при помощи клиноременной передачи, ведомого шкива и соединенной с ним ведущей звездочкой. Шкив и звездочка свободно насажены на ось и при помощи цепей передают вращательное движение коленчатому валу через закрепленную па нем ведомую звездочку (рис.32).
Вместе с приводным валом по вращательное движение приводится кронштейн с осью дискового ножа, совершая таким образом непрерывное круговое движение вокруг оси приводного вала. При этом эксцентрик, сидящий на приводном валу, при помощи шатуна производит качательное движение коромысла и через него сообщает прерывистое движение ходовому винту загрузочного устройства.

Рис. 32. Кинематическая схема хлеборезальной машины ХРМ–300М:
1– электродвигатель;2 –клиноременная передача;3 –ведущая звездочка;4 – коленчатый вал;5 –эксцентрик;6 – шатун;7– ходовой винт;8– ходовой ролик; 9– вилка фиксатора;
Загрузочное устройство машины имеет ходовой винт, в зацепление с нарезкой которого входит ходовой ролик толкателя хлеба. Для вывода ролика из зацепления последний снабжен рукояткой. Фиксирование положения разрезаемого хлеба в загрузочном лотке производится вилкой с рукояткой для ее подъема.
Для регулирования толщины отрезаемого хлеба предусмотрен механизм, состоящий из двух дисков, насаженных на валу. На одном (внутреннем) имеются деления (от 5 до 16), а на другом (наружном) находится стрелка. Чтобы установить требуемую толщину ломтя, стрелку наружного диска устанавливают против соответствующей цифры внутреннего диска, после чего положение дисков закрепляется специальной гайкой.
Хлеборезальная машина действует следующим образом. Устанавливается регулятор толщины ломтей на требуемое деление. Сухарная плита укладывается в лоток загрузочного устройства, зажимается вилкой, а ролик вводится в зацепление с ходовым винтом. У приемного отверстия кожуха устанавливается порожний съемный лоток и включается электродвигатель.
По окончании резки сухарной плиты толкатель с зажимной вилкой останавливается автоматически, не доходя до загрузочного отверстия в кожухе – на толщину одного реза (горбушки) при помощи выступа па станине, который отводит рукоятку с роликом из зацепления с ходовым винтом. После этого толкатель рукой отводят вправо, горбушка снимается с вилки, следующая плита укладывается в загрузочный лоток, и процесс резки продолжается.
По мере заполнения ломтями разгрузочный (съемный) лоток заменяется и на его место устанавливается порожний.
Во время работы машины необходимо соблюдать правила по технике безопасности; категорически запрещается снимать верхнюю половину кожуха режущего механизма, проталкивать плиту в зону резки или вынимать застрявшие ломти руками.
Для сохранения качества поверхности ломтей и сокращения потерь в виде крошки ежесменно дисковый нож затачивается специальным приспособлением, состоящим из двух абразивных точильных камней, расположенных в верхней половине кожуха резального механизма. Дисковый нож затачивают при останове машины и выключенном электродвигателе вручную путем вращения ручки, соединенной с осью ножа. По окончании заточки ножа ручка снимается, а точильные камни отводятся в сторону.
Конструкция и принцип действия хлеборезальной машины МРХ–180В и описанной выше машины ХРМ–300М аналогичны. Некоторые различия этих машин даны в технической характеристике, приведенной ниже.
|
Техническая характеристика хлеборезальных машин | |||
|
|
ХРМ–300М |
МРХ–180В | |
|
Производительность, кг/ч |
До 300 | ||
|
Размеры загрузочного и разгрузочного отверстий, мм |
150х140 |
155х140 | |
|
Максимальная длина изделия, мм |
450 | ||
|
Толщина ломтей, мм |
5 – 16 |
5 – 20 | |
|
Мощность электродвигателя, кВт |
0,27 | ||
|
Частота вращения, об/мин |
| ||
|
ротора электродвигателя |
1440 | ||
|
приводного вала машины |
180 | ||
|
дискового ножа |
270 | ||
|
Радиус вращения дискового ножа, мм |
90 | ||
|
Диаметр дискового ножа, мм |
300 | ||
|
Габаритные размеры машины, мм |
|
| |
|
длина |
1305 |
1200 | |
|
ширина |
540 |
600 | |
|
высота |
640 |
730 | |
|
Масса машины, кг |
105 |
80 | |
|
|
|
|
|
К хлеборезальным машинам с серповидной формой ножа относятся машины конструкции Н. П. Стеклярова и РЗ–ХРМ.
Хлеборезальная машина конструкции Н. П. Стеклярова (рис. 33) состоит из станины, на которой смонтирован на кронштейнах вал с чугунным колесом и шкивом для ременной передачи. К колесу на болтах прикреплен серповидный нож, вращающийся в вертикальной плоскости. Под площадкой станины горизонтально размещены подающий и разгрузочный ленточные транспортеры.

Рис. 33. Хлеборезальная машина конструктора Н.П. Стеклярова:
а– общий вид;б –вид сбоку;1 –станина;2 – электродвигатель;3 –вал с дисковым ножом;4 – дисковый нож; 5– подающий ленточный транспортер;6– разгрузочный транспортер; 7– эксцентрик; 8– конические шестерни
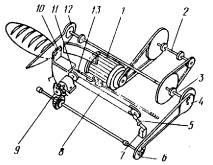
Рис. 34. Кинематическая схема хлеборезальной машины РЗ–ХРМ:
1– электродвигатель;2 –контрпривод;3 –вал;4 – шатун;5, 11 –пальцы цепного толкателя;6 – эксцентриковая шайба;7– конечный выключатель;8– цепной толкатель;9– коническая зубчатая пара;10– каретка;12– нож серповидный; 13– пружина
Прерывистое движение транспортеров осуществляется от храпового механизма, рычага, эксцентрично насаженного на вал, и пары конических шестерен. Скорость движения подающего транспортера, а также толщину ломтей регулируют путем изменения эксцентриситета в ту или иную сторону. Машина приводится в движение через ременную передачу от электродвигателя, установленного на металлической площадке.
Принцип действия хлеборезальной машины заключается в следующем. Отрегулировав толщину резки ломтей, сухарные плиты укладывают по две в ряд (сухари Детские укладывают но 5 плит) на подающий транспортер, который перемещает их под серповидный нож. Отрезанные ломти поступают на разгрузочный транспортер или в ящик, установленный под режущим механизмом.
На специализированных предприятиях разгрузочный транспортер хлеборезальных машин обычно удлиняют и располагают на крышке стола, где происходит укладка ломтей на листы для сушки в печах.
Опыт работы ленинградских хлебопекарных предприятий показал, что количество отходов при резке сухарных плит на машинах конструкции Н. П. Стеклярова не превышает 3,6%, из них количество крошки составляет 0,04 – 0,1% от массы плит.
Хлеборезальная машина РЗ–ХРМ (рис. 34) разработана ВНИИХПом. Она предназначена для резки хлебных изделий и сухарных плит. Машина состоит из рамы, привода, механизма резки, механизма подачи продукта, ограждения и лотков для загрузки и выгрузки ломтей.
Механизм резки состоит из электродвигателя, контрпривода и вала с серповидным ножом. Механизм подачи изделий состоит из шатуна, один конец которого через эксцентриковую шайбу насажен на вал привода ножа, а второй конец шатуна через палец связан с корпусом обгонной муфты. Внутренняя обойма муфты закреплена неподвижно на валу. На противоположном конце вала установлена коническая зубчатая пара, с помощью которой движение передается на цепной толкатель с прикрепленными к нему двумя пальцами.
На эксцентриковой шайбе предусмотрен регулятор для установки толщины ломтей.
Принцип действия машины РЗ–ХРМ заключается в следующем. Устанавливают на регуляторе необходимую толщину резки ломтей, открывают крышку приемного лотка (на рис. 33 не показан), накалывают изделие (плиту) на шипы каретки и, закрыв крышку, включают машину. Нарезанные ломти поступают в приемный лоток. Когда процесс резания окончен, каретка при помощи пружины возвращается в исходное положение и машина останавливается. Открыв крышку над приемным лотком, вынимают из него нарезанные ломти. При этом для безопасности работы привод машины обесточивается.
Хлеборезальные машины с криволинейными ножами серповидной формы имеют основной недостаток – трудность заточки ножей.
При работе машин необходимо соблюдать правила по технике безопасности, установленные для хлеборезальных машин.
|
Техническая характеристика хлеборезальных машин с серповидной формой ножа | ||
|
|
Конструкции Н. П. Стеклярова |
РЗ–ХРМ |
|
Производительность, кг/ч |
450 |
85 – 300 |
|
Толщина ломтей, мм |
От 5 до 18 |
От 5 до 25 |
|
Мощность электродвигателя |
2,2 |
0,37 |
|
Частота вращения, об/мнн |
930 |
940 |
|
Габаритные размеры, мм |
|
|
|
длина |
2000 |
1000 |
|
ширина |
720 |
586 |
|
высота |
1400 |
536 |
|
Масса, кг |
125 |
85 |
Для продольной резки плит сухарей Любительские на две дольки в промышленности применяются хлеборезальные машины конструкции И. Д. Сенюшкина.
Машина (рис. 35) состоит из станины, наклонного лотка с двумя направляющими, между которыми расположен вращающийся дисковый нож, насаженный на вал электродвигателя. Ширина лотка соответствует ширине плиты сухарей Любительские. Нож огражден предохранительным щитком. Под наклонным лотком предусмотрен желоб или ленточный транспортер для подачи долек на дальнейшую обработку.
|
Техническая характеристика машины конструкции И. Д. Сешошкина | |
|
Производительность, кг/ч |
120 |
|
Мощность электродвигателя, кВт |
0,5 |
|
Диаметр дискового ножа, мм |
130 – 150 |
|
Габаритные размеры машины, мм |
|
|
высота (от уровня пола) |
1000 |
|
длина |
300 |
|
ширина |
300 |
|
Масса машины, кг |
25 |
Принцип действия машины конструкции И. Д. Сенюшкина заключается в следующем. В наклонный лоток укладывают сухарную плиту и включают электродвигатель. Соприкасаясь с вращающимся дисковым ножом, плита подхватывается им, разрезается на две половины и по желобу направляется в подставленный ящик или на транспортер.
Из пилорамных машин для резки сухарных плит широко применяются хлеборезальные машины ХРО и ХРП.
Машина ХРО (рис. 36) состоит из станины, механизма для резки изделий, загрузочного и выгрузочного ленточных транспортеров. Электродвигатель привода машины расположен внутри станины и соединен с коленчатым валом режущего механизма двойной клиноременной передачей.

Рис. 35. Машина для продольной резки сухарных плит конструкции И. Д. Сенюшкина;
а– общий вид;б– вид сбоку;1 – станина;2 – наклонный лоток; 3 – дисковый нож; 4 – предохранительный щиток;5 – электродвигатель;6 – приемный ящик
Механизм для резки сухарных плит (см. рис. 36, б) имеет две рамы, движущиеся по вертикальным направляющим станины. К рамам по вертикальной оси прикреплены пилообразные стальные ножи, расположенные так, что ножи одной рамы находятся между ножами другой. Расстояние между ножами соответствует толщине ломтей сухарей и устанавливается при помощи специальных натяжных болтов. Рамы с пилами, связанные шатунами с двухколенчатым валом, совершают возвратно–поступательное движение.
На одной стороне коленчатого вала установлен маховик, а на другой – пара дисков вариатора скорости. Вторая пара дисков вариатора установлена на валу червячной передачи, откуда при помощи цепи движение передается звездочкам, насаженным на валики приводных барабанов загрузочного и выгрузочного ленточных транспортеров. Наличие в приводе машины вариатора скорости позволяет изменять скорость резания.
Для фиксирования положения сухарных плит во время движения загрузочного транспортера предусмотрены две прижимные планки, которые крепятся к стойкам. По бокам обоих транспортеров смонтированы раздвижные бортики, расстояние между которыми устанавливается в соответствии с длиной подлежащих резке сухарных плит. Для сбора крошек в ящик под выгрузочным транспортером предусмотрен лоток.
Принцип действия хлеборезальной машины ХРО заключается в следующем. Установив расстояние между ножами в обеих рамах в соответствии с толщиной сухарей, а также бортики и прижимные планки по размерам сухарных плит, плотно укладывают плиты поперек загрузочного транспортера и включают электродвигатель.
После резки ломти перемещаются на приемный транспортер, откуда рядами берутся для раскладки на листы. На некоторых предприятиях ломти с приемного транспортера поступают па второй ленточный транспортер, который подает их к рабочим местам раскладчиков или в раскладочные машины.
Хлеборезальная машина ХРП по своей конструкции аналогична машине ХРО и отличается от нее только шириной рамы ножей.
При работе на пилорамных машинах ХРО и ХРП особое внимание следует обращать на правила техники безопасности, которые предусматривают запрещение при работе машины проталкивания руками плит в режущий механизм, поправку застрявших в нем ломтей, снятие предохранительных ограждений, работы на машине при слабонатянутых или недостаточно закрепленных ножах.

Рис. 36. Хлеборезальная машина ХРО:
а – общий вид; б – схема;1 – станина;2 – загрузочный транспортер;3– прижимные планки;4 –разгрузочный транспортер; 5 – лоток для сбора крошки;6, 7 – ножевые рамы;8 – маховик;9 – двухколенчатый вал
К работе па хлеборезальных машинах допускаются лица, прошедшие соответствующую подготовку и инструктаж по технике безопасности и знающие устройство машин.
|
Техническая характеристика хлеборезальных пилорамных машин | ||
|
|
ХРО |
ХРП |
|
Производительность, кг/ч |
1200 |
800 |
|
Рабочая ширима рамы ножей, мм |
550 |
350 |
|
Величина хода рамы, мм |
63,5 |
100 |
|
Число ходов рамы в минуту |
612 |
350 |
|
Мощность электродвигателя, кВт |
1.5 |
2.8 |
|
Частота вращения вала, об/мин |
1000 |
950 |
|
Габаритные размеры, мм |
|
|
|
длина |
2500 |
2500 |
|
ширина |
750 |
700 |
|
высота |
1400 |
1100 |
|
Масса машины, кг |
550 |
500 |
Исследования, проведенные в МТИППе, показали, что с увеличением скорости резания на машинах рамного тина улучшается качество среза и снижается количество отходов и брака. Однако инерционные усилия, создаваемые движущимися ножевыми рамами, вызывают вибрацию корпуса и основных узлов машины, что ограничивает интенсификацию режима резания.
Вместе с тем проведенными исследованиями установлено, что для снижения величины натяжения ножей целесообразно размещать их эксцентрично. Смещение отверстий крепления ножей на 3 мм в сторону режущей кромки позволяет в 2 раза увеличить растягивающие напряжения по сравнению с симметричным креплением. Это существенно улучшает работу ножевых рам, повышает скорость резания, значительно снижает нагрузку на ножевые рамы и обеспечивает хорошее качество среза.
Важное значение в работе хлеборезальных машин рамного типа имеет состояние ножей: их заточки, поверхности и геометрии. В. М. Хромеенков и А. Р. Утешев установили, что ножи следует затачивать через каждые 4 ч их работы.
Тщательная обработка поверхности ножей уменьшает коэффициент трения боковых сторон ломтиков о нож, сокращает продолжительность выдерживания сухарных плит перед резкой.
Основные пути дальнейшего совершенствования хлеборезальных машин заключаются в интенсификации режимов резания и рациональном выборе геометрии ножей.
При применении хлеборезальных машин рамного тина хорошие результаты получаются при следующих режимах резания: скорость подачи 0,1 м/с, максимальная скорость резания 1,5 – 2,0 м/с. При этом амплитуда ножевых рам должна быть равна 20 – 25 мм, частота колебаний – 12 – 15 Гц.
С уменьшением толщины пластинчатых ножей с 0,8 – 1,0 до 0,4 – 0,5 мм снижается трение в межножевом пространстве хлеборезальных машин. Однако это целесообразно проводить при эксцентричном натяжении тонких ножей, что обеспечивает повышение устойчивости их режущей кромки. Для резки сдобных сухарных плит рекомендуется применять ножи с прямолинейным лезвием, а для ржаного хлеба – ножи с зубчатым лезвием.
В МТИППе разработано устройство для заточки пластинчатых ножей (рис. 37). Устройство состоит из электродвигателя с закрепленным на валу ротора абразивным кругом и подвижной каретки с узлом крепления ножа. Каретка движется па роликах параллельно оси вала ротора. Перпендикулярно этой оси перемещается в пазах суппорт с прикрепленным к нему держателем для крепления ножа, который прижимается к держателю планкой с помощью винтов с барашками. Суппорт перемешается горизонтально при помощи винта со штурвалом. Механизм подачи ножа к абразивному кругу снабжен нониусом. Перемещение каретки осуществляется вручную. Для заточки ножей в установке используется шлифовальный круг Э840МЗБ.

Рис. 37. Устройство для заточки пластинчатых ножей:
1– электродвигатель;2 – абразивный круг;3 – нож;4 – планка для крепления ножа;5– суппорт;6– подвижная каретка;7– ролики каретки

Рис. 38. Ручная хлеборезка конструкции Киселева
Продолжительность заточки ножа с обеих сторон около 1 мин, при этом заточка одной стороны ножа занимает 15 с.
На хлебопекарных предприятиях небольшой мощности сухарные плиты режут вручную. Для резки применяют ручные хлеборезки Гончарова и Киселева и специальные ножи.
Ручная хлеборезка Гончарова состоит из двух угольников с приваренными к ним направляющими дугами, скрепленными между собой на расстоянии 3 – 3,5 мм, и дугообразного ножа. Нож на одном конце имеет рукоятку, а на другом – отверстие для болта, которым шарнирно крепится к отверстиям в направляющих дугах.
Для регулирования толщины отрезаемых ломтей предусмотрен угольник, который может перемещаться на требуемое расстояние при помощи болта и поперечного продолговатого отверстия в угольнике.
Ручная хлеборезка Киселева (рис. 38) состоит из качающейся шарнирно дуги с ножевым полотном, оси и двух подшипников, прикрепленных винтами к рамке из угловой стали. Ножевое полотно крепится к дуге с одной стороны при помощи шпильки, а с другой – натягивается болтом с барашком. На дуге предусмотрена скобка с деревянной ручкой.
Для регулирования толщины ломтя имеется ограничитель, прикрепляемый болтами к рамке.
Порядок работы на обеих ручных хлеборезках одинаков. Правой рукой поднимают нож, левой кладут сухарную плиту до упора, быстро опуская нож, отрезают ломоть, откидывают его в сторону и вновь передвигают плиту до упора и отрезают следующий ломоть.
Для резки сухарных плит применяют специальные ножи с ручкой, имеющие следующие размеры: длина лезвия 35 – 40 см, ширина 4 – 6 см, толщина 1 – 1,2 см. Для улучшения качества среза ломтей, уменьшения отходов и облегчения работы ножи перед работой каждый раз затачивают на точильном наждачном бруске.
Рабочее место резчика сухарных плит (рис. 39) оборудовано съемной доской, изготовленной из березы или осины, длиной 70 см, шириной 15 – 20 см и толщиной 1,5 – 2,5 см. Эта доска, прикрепленная шурупами к крышке стола, предохраняет ее от преждевременного износа.
Резка вручную плит сухарей всех наименований, кроме сухарей Детские производится не поперек, а несколько наклонно (рис. 40), чтобы на верхней корке сухарей создать «рисунок», свойственный сухарям. Сухари Детские режут пучком по 12 – 16 плит одновременно строго поперек.
Плиты рекомендуется резать таким способом, чтобы горбушки, которые поступают в отходы наравне с крошкой, были по возможности меньшего размера.

Рис. 39. Рабочее место резчика сухарных плит

Рис. 40. Схема резки сухарных плит
По опытным данным ленинградских специализированных сухарных предприятий установлено, что при резке сухарных плит получается до 4% отходов в виде горбушек, обрезков и крошек, причем последних получается в среднем 0,5%. В табл. 14 приведены данные по трем сортам сухарей,
Горбушки и обрезки сухарных плит сушат, дробят в крошку и используют для посыпки перед выпечкой плит сухарей Любительские, Кофейные и Городские.
Образуемая при резке плит на хлеборезальных машинах крошка, пригодная в санитарном отношении, используется в установленных пределах при замесе опары и теста. Крошка, получаемая при резке сухарных плит вручную на деревянном столе, засоренная древесными частицами, непригодна для переработки, ее реализуют как кормовые отходы в сельском хозяйстве. Независимо от этого вопросу сокращения отходов в сухарном производстве следует уделять постоянное внимание. В этой области имеются резервы, которые могут быть использованы для повышения выхода готовых изделий.
Таблица 14 - Количество отходов в зависимости от сорта сухарей, %
|
Сухари |
Горбушки |
Обрезки |
Крошка |
Всего |
|
Ванильные |
1,14 |
2,10 |
0,52 |
3,76 |
|
Сливочные |
1,92 |
1,82 |
0,46 |
4,20 |
|
Кофейные |
2,07 |
1,49 |
0,55 |
4,11 |
Так, при стабилизации размеров длины сухарных плит и соответствии их размерам пилорам хлеборезальных машин можно сократить отходы (горбушки и обрезки).
При правильной и своевременной заточке ножей, а также при соблюдении установленного режима резки сухарных плит и их выдержки сокращаются отходы (крошка). Для сокращения санитарного брака и отходов следует разрабатывать рациональные мероприятия и приспособления по сбору крошек и других отходов (поддоны, сборники и т. д.).
После резки сухарных плит на ломти проводятся следующие подготовительные операции перед сушкой (обжаркой): раскладка ломтей на листы для загрузки их в печь и отделка некоторых видов сухарей сухарной крошкой, сахаром–песком, дроблеными орехами или смесью сахара–песка с орехами и маком.
Одной из трудоемких операций в производстве сдобных сухарей является раскладка ломтей на металлические листы.
Как видно из приведенных в табл. 2 данных, количество сухарей в 1 кг составляет от 35 до 120 шт., а сухарей Детские – до 200 шт.
Согласно нормам времени на производство 1 т сухарных изделий, разработанным ВНИИХПом, на операцию раскладки ломтей на листах вручную затрачивается следующее количество времени:
|
Сухари |
Время, мин |
Сухари |
Время, мин |
|
Дорожные |
549,0 |
Сливочные |
728,7 |
|
Московские |
634,8 |
Ванильные |
1018,5 |
|
Кофейные |
711,9 |
Пионерские |
1183,2 |
По сравнению с другими операциями сухарного производства по установленным нормативам времени трудовые затраты на раскладку ломтей на листы самые высокие и составляют около 30% всего рабочего времени.
Раскладка ломтей на предприятиях небольшой мощности и в отдельных цехах хлебозаводов производится вручную двумя способами: «внахлестку» и «в замок» (рис. 41). При обоих способах укладка ломтей должна быть плотной, без излишних пустот и свисания части ломтей с листа, так как в этом случае сухари будут неравномерно высыхать и подгорать. Плотная укладка ломтей на листах, кроме того, является одним из факторов повышения КПД печи.
За последнее время на специализированных сухарных предприятиях по инициативе . новаторов производства начали создавать приспособления и устройства для механизации раскладки ломтей на листы и последующей загрузки их для сушки на люльки или поды печей.
На Московском хлебозаводе №1 по предложению И. А. Кругликова создан и успешно эксплуатируется резально–раскладочный агрегат, состоящий из хлеборезальной машины ХРП н механического раскладчика нарезанных ломтей на листы.

Рис. 41. Способы раскладки ломтей на листах вручную: а –«в замок»;б– «внахлестку»
В хлеборезальной машине ХРП предусмотрено приспособление для автоматического отбора горбушек с обеих сторон сухарных плит, несколько удлинен разгрузочный транспортер и смонтирован механизм для периодического включения привода электродвигателя машины.
Механический раскладчик (рис. 42) состоит из каркаса, выполненного из угловой стали, на котором расположен двухцепной конвейер с толкателем, решетка для сбора крошки, ленточный транспортер–раскладчик с виброваликом, наклонным лотком и ленточный транспортер для перемещения листов к месту загрузки.

Рис. 42. Схема механического раскладчика сухарных ломтей (Московский хлебозавод №1):
1 – ленточный транспортер;2 – дпухцепной конвейер;3 – толкатель;4– решетка;5– ленточный транспортер раскладчика;6 – вибровалик;7– наклонный лоток;8 – ленточный транспортер;3 – листы с ломтями;10 – ленточный транспортер подачи порожних листов к месту загрузки;11– электродвигатель;12 – червячный редуктор;13 –вариатор скорости
Удлиненный транспортер хлеборезальной машины вмонтирован в каркас механического раскладчика под углом 90° к его продольной оси на одном уровне с решеткой для сбора крошки и ленточного транспортера–раскладчика.
Принцип действия агрегата заключается в следующем. Уложенные на приемный транспортер хлеборезальной машины плотно одна к другой сухарные плиты (3 или 4) разрезаются, поступают под цепной конвейер, нажимают на рычаг концевого выключателя, и хлеборезальная машина останавливается. В это время толкатель цепного конвейера сдвигает нарезанные плиты на решетку, далее па транспортер–раскладчик и включает второй концевой выключатель привода хлеборезальной машины для резки следующей порции плит.
Находящиеся на транспортере–раскладчике разрезанные сухарные плиты под действием колебательных движений вибровалика разъединяют ломти, которые скользят по наклонному лотку и заполняют рядами перемещаемые под ним листы.
Для раскладки ломтей применяются листы размером 930х330 мм с бортами высотой 20 мм вдоль продольных сторон листа.
Агрегат обслуживает одна работница, которая загружает хлеборезальную машину сухарными плитами. За правильностью раскладки ломтей на листах, т. е. чтобы ломти ровно заполняли всю их площадь, следит работница–пекарь, загружающая их в печь для сушки. Производительность агрегата 450 –500 кг/ч. Аналогичная по принципу действия раскладочная машина создана и на Василеостровском хлебозаводе Ленинградского ГУХП.
На Люблинском хлебозаводе (Московская область) создана раскладочная трехручьевая машина непрерывного действия (рис.43).

Рис. 43. Машина для раскладки сухарных ломтей (Люблинский хлебозавод):
а – общий вид;2 – схема машины;1 – ленточный транспортер;2 – верхний транспортер;3 – клинообразные ремни;4– гребенка;5– ограничительная пружина;6 – раскладывающий барабан
Машина состоит из двух ленточных транспортеров, расположенных один над другим. Верхний транспортер короче нижнего и смонтирован из двух барабанов, на которые натянуты широкой стороной шесть клинообразных ремней. Каждые два ремня образуют ручей, а всего на верхнем транспортере размещено три ручья. Этот транспортер используется для подачи ломтей к гребенке, которая с тремя ограничительными пружинами (по одной пружине на каждый ручей) укреплена рядом со стойками раскладывающего барабана. Гребенка обеспечивает передачу ломтей с верхнего транспортера к раскладывающему барабану.
Расстояние между раскладывающим барабаном и гребенкой (по горизонтали) может изменяться в зависимости от толщины ломтей. На раскладывающем барабане укреплены четыре тонкие стальные пластинки по две для каждого ручья. Сверху барабан огражден металлическим кожухом.
Нижний ленточный транспортер служит для перемещения листов размером 620Х340 мм с последующей раскладкой на них ломтей. Листы имеют бортики по продольным боковым сторонам высотой 25 мм для придания листу жесткости и предохранения от падения ломтей.
Принцип действия раскладочной машины заключается в следующем. Разрезанные сухарные плиты (без горбушек) целиком укладывают на три ручья верхнего транспортера. При этом на боковые ручьи сухари кладут нижней коркой, а на средний – верхней. Транспортер перемещает ломти на гребенку и поддерживаемые снизу ограничительные пружины. Ломти упираются в раскладочный барабан, пластинки которого нажимают на них, оттягивают ограничительные пружины вниз, пропускают ломти на наклонную часть гребенки, которые затем укладываются правильными рядами на перемещаемые нижним транспортером листы.

Рис. 44. Установка для раскладки сухарных ломтей (Ворошиловградский хлебокомбинат №2):
1,4, 6 –ленточные транспортеры;2 – концевые выключатели;3 – механизм для перемещения порожних листов;5– рабочее место загрузки листов;7– хлеборезальная машина ХРП;8 – приемный стол порожних листов
Производительность машины 500 –700 кг/ч.
Несмотря на ровную укладку ломтей на листы, недостатком описанной машины является загрузка ее разрезанными на ломти плитами вручную.
На некоторых специализированных сухарных предприятиях для облегчения операций по раскладке ломтей па листы созданы полумеханизированные установки для подачи порожних листов и резанных па ломти сухарных плит к рабочему месту раскладчиц.
На Ворошпловградском хлебокомбинате №2 создана такая установка (рис. 44). Она состоит из трех ленточных транспортеров: первый – для подачи листов с уложенными ломтями к печам для сушки; второй – для подачи порожних и смазанных листов от печей к месту раскладки ломтей с механизмам для перемещения листов на первый транспортер, третий – для подачи резаных плит от хлеборезальной машины к рабочему месту раскладчиц.
Механизм для перемещения листов состоит из четырех звездочек, соединенных попарно пластинчатой цепью (шаг цепи t= 15,875 мм), планки, шарнирно прикрепленной к цепям, двух концевых выключателей, один из которых установлен в торце приемного стола, второй – на пути возвратного движения планки. Механизм приводится в действие от электродвигателя мощностью 0,8 кВт (n= 900 об/мин) через редуктор (1:37).
Принцип действия установки заключается в следующем. Порожний лист поступает со второго транспортера на стол, нажимает на концевой выключатель и включает электродвигатель. Прикрепленная к цепям планка захватывает лист, перемещает его на первый транспортер. Своим бортом лист нажимает на второй выключатель и останавливает электродвигатель. Лист по транспортеру подается к рабочему месту загрузки.
Сухарные плиты разрезаются па хлеборезальной машине ХРП, ломти по транспортеру подаются к месту загрузки. Листы с уложенными ломтями по наклонному спуску поступают па транспортер, который направляет их к печам для сушки. После сушки пустые листы вторым транспортером подаются к механизму перемещения, и процесс повторяется.
На ряде предприятии для раскладки обсыпанных сахаром ломтей применяются решетчатые кассеты. Рамка кассеты выполнена из угловой стали размером 20Х20 мм, на которую натянута металлическая сетка с ячейками размером 5Х5 мм. Размер рамки соответствует размерам люльки или пода печи. Применение этих кассет устраняет плавление и подгорание сахара, что наблюдается при сушке на листах, и обеспечивает получение изделий высокого качества.
Применяемые для раскладки ломтей листы и кассеты должны иметь ровную и гладкую поверхность, без выпуклостей и впадин.
Как отмечено выше, некоторые сухари перед сушкой отделывают. Так, у сухарей Осенние и С изюмом одна сторона обсыпается сахаром–песком. Для этой цели рекомендуется применять крупнозернистый сахар–песок, который меньше осыпается при сушке и упаковке.
Отделка этих сухарей состоит из двух операций: нанесение яичной смазки на боковую сторону ломтя и обсыпка его сахаром–песком. На небольших предприятиях эти операции производят вручную.
Для смачивания яичной смазкой боковой стороны применяется простое приспособление. В хлебной форме размером 340Х210 мм н высотой 65 мм внутри помещен деревянный валик диаметром 80 мм, установленный па оси посередине формы и легковращающийся. Валик обит в два слоя холстом, хорошо впитывающим яичную смазку. При помощи этого приспособления на каждый ломоть наносят слегка смазку, чтобы сахар не намокал, затем прижимают смазанной стороной к насыпанному в ящике сахару и укладывают на листы для сушки. На специализированных предприятиях эти операции механизированы.

Рис. 45. Узел нанесения яичной смазки на сухарные ломти (Московский хлебозавод №2):
1 – емкость для эмульсии;2– промежуточный барабан;3– барабан смазки;4 – регулировочное винтовое устройство;5– ломти сухарей;6 –ленточный транспортер
На Московском хлебозаводе №2 создана установка, состоящая из сварного каркаса, ленточного транспортера, узлов смазки и посыпки и привода. По ленточному транспортеру подаются листы с уложенными на них ломтями, которые перемещаются под узлом смазки.
Узел смазки (рис. 45) представляет собой емкость для яичной смазки, в которой размещен промежуточный барабан диаметром 150 мм. К этому барабану примыкает барабан смазки диаметром 180 мм с регулировочным винтовым устройством, позволяющим изменять степень прижатия барабана к ломтям.
Оба барабана имеют сварную конструкцию, валы которых опираются своими подшипниками на стойки каркаса. Цилиндрические поверхности барабанов оклеены снаружи поролоновой лентой и сверху обтянуты бельтингом или фетром. Это обеспечивает равномерное нанесение смазки на поверхность ломтей, перемещающихся на ленте транспортера.
Обсыпка сахаром–песком смазанных ломтей осуществляется механическим устройством. Оно состоит из металлического корыта, внутри которого совершает возвратно–поступательное движение ворошитель, приводимый шатуном. В днище корыта предусмотрены узкие отверстия, через которые сахар–песок равномерно высыпается на смазанные ломти. Ширина отверстий регулируется задвижками.
В конце ленточного транспортера для закрепления сахара–песка на поверхности ломтей предусмотрен ролик, величина прижатия которого может регулироваться винтовым приспособлением. Для сбора излишка сахара–песка предусмотрены лоток и емкость.
Привод установки состоит из электродвигателя мощностью 1 кВт (n = 950 об/мин), редуктора (1:17) и цепных, передач. Окружная скорость смазывающего барабана должна быть равна скорости ленточного транспортера, на котором перемещаются ломти.
Для двусторонней обсыпки сахаром–песком сухарных ломтей коллективом Московской пекарни №55 создана оригинальная машина (рис. 46). Она состоит из станины с двумя горизонтальными ленточными транспортерами, смазывающего механизма, двух сахаропосыпателей и привода.
Смазывающий механизм состоит из верхнего и нижнего барабанов и приспособления для регулирования положения верхнего смазывающего барабана. Для смачивания яичной смазкой верхнего барабана предусмотрен питательный барабан с ванночкой, а нижний барабан набирает яичную смазку непосредственно в расположенной под ним второй ванночке.
Смазывающие барабаны изготовлены из труб и оклеены поролоном, сверху которого натянуты рукава из хлопчатобумажной транспортерной ленты. Такая конструкция обеспечивает равномерность пропитки их поверхности яичной смазкой. Для качественной смазки важно, чтобы верхний барабан был правильно установлен и равномерно прижимал ломти к нижнему барабану.
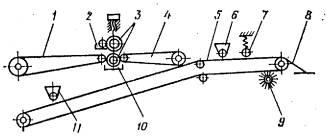
Рис. 46. Схема машины для обсыпки сахаром–песком сухарных ломтей:
1, 4 –ленточные транспортеры;2 –питательный барабан с ванночкой для верхнего смазывающего барабана;3 – смазывающий механизм;5 – наклонный транспортер;6, 11 – устройство для посыпки сахаром;7– прижимной ролик;8 – наклонный лоток;9 – щетка;10 – ванночка для смазывания нижнего барабана
Устройства для посыпки сахара–песка оборудованы ворошителями, приводимыми в действие шатунами, верхний – от барабана горизонтального участка, а нижний – от звездочки наклонного участка ленточного транспортера.
Привод машины состоит из электродвигателя мощностью 1 кВт, червячного редуктора (1:37) и цепной передачи.
Принцип действия машины заключается в следующем. Ломти, уложенные плашмя правильными рядами на приемный горизонтальный транспортер, проходят между смазывающими барабанами, поступают на второй горизонтальный транспортер, который перемещает их на наклонный транспортер, покрытый ровным слоем сахара–песка. Вторым устройством для посыпки сахара–песка покрывается верхняя поверхность ломтей. Чтобы закрепить на обоих срезах необходимое количество сахара–песка, ломти проходят под прижимным барабаном. Оставшийся на транспортере сахар–песок ссыпается в сборник для повторного использования. Для чистки ленты в конце наклонного транспортера предусмотрена вращающаяся щетка.
Сушка сдобных сухарей
В производстве сдобных сухарей сушка их является завершающей стадией технологического процесса. В процессе сушки сухари приобретают свой товарный вид, запах и вкус, свойственные каждому наименованию изделий. Под влиянием высокой температуры поверхность сухарей обжаривается; сахар частично карамелизуясь, придает ей золотисто–коричневую окраску.
При сушке из сухарей испаряется около двух третей влаги, содержащейся в нормально выдержанных сухарных плитах в количестве 30 – 32% (общая влажность мякиша и корок). Такое значительное удаление влаги из ломтей за сравнительно короткое время при высокой температуре среды может вызывать нежелательные явления (образование трещин, обугливание части или всей поверхности сухарей, коробление изделий и др.).
На процесс сушки большое влияние оказывают конструктивные особенности агрегата, где сушатся ломти.
Сушка сдобных сухарей в основном осуществляется в хлебопекарных печах всех типов и назначений, применяемых в отечественном хлебопечении.
На небольших предприятиях сдобные сухари сушатся в печах ХР–1 со стационарным подом и канальным обогревом. На специализированных предприятиях для сушки сдобных сухарей применяются хлебопекарные печи с люлечно–подиковым конвейером и канальным обогревом: тупиковые ВНИИХП П–1–57, ФТЛ–2, ХВЛ и др., а также туннельные с сетчатым подом и канальным обогревом ПХС–25, ПХС–40 и др.
Таким образом, сушильный процесс осуществляется в пекарных камерах хлебопекарных печей с незначительной скоростью движения воздуха внутри пекарной камеры, а в ряде печей вообще без него. Поэтому установленные параметры режима сушки для простых хлебных сухарей, сушка которых происходит в специальных сушильных агрегатах в потоке нагретого воздуха (в основном за счет конвективного теплового процесса), для сдобных сухарей должны быть изменены.
Проведенные во ВНИИХПе исследования работы теплоотдающих поверхностей пекарной камеры хлебопекарной печи показал, что в большинстве типовых хлебопекарных печей отечественных конструкций с канальной системой обогрева тепло передается в основном путем излучения энергии от теплоотдающих поверхностей, температура которых достигает 600 – 700° С. Доля тепла, передаваемого и рабочую камеру печи путем конвекции, как показывают данные теплового расчета таких печей и экспериментов, проведенных на экспериментальной печной установке ВНИИХПа, не превышает 10 – 15% от всего количества тепла, переданного в камеру.
Это обязывает устанавливать режим сушильного процесса в зависимости от конструктивных особенностей печей, возможностей регулирования теплового воздействия на продукт сушки, а также от количества и физических свойств самого объекта сушки.
Исследования показали, что при сушке сухари приобретают различные структурно–механические свойства в зависимости от режима сушки. Качество сухарей в значительной степени обусловлено прочностью и способностью к набуханию в воде. Они должны легко разламываться при приложении к ним небольших усилий, т. е. иметь невысокий предел прочности. Кроме того, необходимо, чтобы они быстро пропитывались водой и становились при этом мягкими.
При исследовании процесса сушки сухарей были применены мягкий (при температуре 20 – 40°С и малом градиенте влажности в материале) и жесткий (при температуре свыше 100°С и значительном градиенте влажности в материале) режимы сушки.
Исследования показали, что при мягком режиме сушки образовывается плотная роговидная в изломе структура материала, что обусловливает большую прочность и малую набухаемость этих изделий.
При жестком режиме сушки в материале в момент приобретения им хрупкости, связанной с образованием рыхлой, матовой в изломе структуры, обеспечиваются малая прочность и высокая скорость капиллярного всасывания влаги.
Эти выводы были сделаны при сушке сухарей из хлеба. Однако они могут применяться и для сдобных сухарей.
Как было отмечено выше, сушка сдобных сухарей производится в хлебопекарных печах всех отечественных типов при условии соблюдения температурного режима и вентиляции пекарных камер для удаления излишка влаги, выделяемой из сухарей в процессе сушки.
Сдобные сухари по своему рецептурному составу разнообразны. Сухари с высоким содержанием сдобящего сырья при высокой температуре быстрее обжариваются и при излишне высокой температуре в пекарной камере могут обугливаться даже при недостаточной просушке средней зоны мякиша. Кроме того, на процесс сушки влияет и размер сухарей (чем толще и больше ломти, тем продолжительнее время их сушки при одинаковых температурных условиях).
В табл. 15 приведены установленные опытным путем продолжительность и температура сушки основных видов сдобных сухарей.
При правильно организованной сушке сухарей в хлебопекарных печах должна быть обеспечена равномерность просушки и окраски поверхности изделий в золотисто–желтый цвет. Так, для сушки сдобных сухарей в
хлебопекарных печах ХР–1 со стационарным подом и канальным обогревом установлен определенный режим работы по загрузке и разгрузке пода.
Учитывая конструктивную особенность пекарной камеры и расположение нижних обогревательных каналов (одного среднего и двух боковых), под загружают заполненными листами с обоих боков, а выборку листов после сушки начинают с середины. Средняя часть пода, находящаяся над центральным газоходом, идущим от топки, прогревается несколько больше боковых сторон. При таком режиме сушка сухарей происходит равномерно по всей площади пода.
Таблица 15 - Продолжительность и температура сушки основных видов сдобных сухарей
|
Сухари |
Температура сушки, °С |
Продолжительность сушки, мин |
|
Из пшеничной муки высшего сорта | ||
|
Детские |
175 – 210 |
12 – 17 |
|
Любительские |
180 – 200 |
17 – 18 |
|
Лимонные |
175 – 210 |
10 – 16 |
|
Ванильные |
200 |
9 – 10 |
|
Ореховые |
200 |
9 – 10 |
|
Молочные |
200 – 210 |
9 – 10 |
|
Школьные |
175 – 210 |
12 – 17 |
|
С маком |
170 – 180 |
15 – 18 |
|
Сливочные |
175 – 205 |
12 – 18 |
|
Осенние |
165 – 170 |
16 – 18 |
|
С изюмом |
165 – 170 |
16 – 18 |
|
Юбилейные |
180 – 185 |
22 – 25 |
|
Особые |
210 |
10 |
|
Украинские |
190 – 195 |
21 – 22 |
|
Киевские |
190 – 195 |
21 – 22 |
|
Горчичные |
200 – 205 |
12 – 16 |
|
Из пшеничной муки I сорта | ||
|
Пионерские |
200 – 205 |
12 – 16 |
|
Кофейные |
180 – 210 |
20 – 30 |
|
Московские |
180 – 210 |
20 – 30 |
|
Дорожные |
180 – 220 |
21 – 31 |
|
Барнаульские |
115 – 120 |
22 – 25 |
|
Туристические |
190 – 195 |
20 – 22 |
|
Юбилейные |
115 – 120 |
20 – 25 |
|
Рязанские |
180 – 200 |
15 – 18 |
|
Из пшеничной муки II сорта | ||
|
Городские |
180 – 200 |
20 – 22 |
Иногда при сушке ломтей па листах наблюдается неравномерное окрашивание сухарей, сверху они пригорают, а снизу остаются бледными. В этом случае листы вынимают из печи, накрывают сверху другим листом, переворачивают, с тем, чтобы сухари обжаренной стороной оказались лежащими на листе вниз, а необжаренной – вверх, и вновь помещают в пень для обжарки.
Производительность печи по сушке сухарей составляет ориентировочно 1,6 – 2,1 т/сут.
На большинстве специализированных предприятий сушка и обжарка сдобных сухарей производятся в конвейерных люлечно–подиковых тупиковых с канальным обогревом печах ФТЛ–2 разных модификаций.
Для повышения производительности печи при сушке сдобных сухарей на специализированных предприятиях Москвы, Ленинграда, Киева и других городов удлинили конвейер и увеличили количество стандартных люлек до 48 – 54. Это позволило обеспечить сушку сухарей на предприятиях мощностью до 10 т/сут, не прибегая к установке дополнительных печей.
Сушка сухарей в этих печках производится преимущественно на листах размером 930Х330 мм с бортами. Заполненные ломтями листы устанавливаются на люльки, на которых размещается по 2 листа этого размера.
Печи ФТЛ–2 обладают высокими теплотехническими свойствами, удачным распределением греющих поверхностей, что отражается на равномерном прогреве сухарей и окраске изделий. При нормальном ведении теплового режима сушки в печи ФТЛ–2 качество изделий соответствует всем нормам стандарта.
В последнее время для сушки сдобных сухарей на специализированных предприятиях применяются туннельные с ленточным подом и канальным обогревом отечественные хлебопекарные печи ПХС–25 и ПХС–40, а также импортные печи БН–25 и БН–50.
В этих печах сушка сдобных сухарей производится, как обычно, на листах. Этот способ сушки как по рабочим приемам, так и по технологии не отличается от аналогичных способов, применяемых для тупиковых конвейерных печен. Температурный режим и продолжительность процесса сушки сухарей устанавливаются для каждого наименования изделий опытным путем.
В туннельных конвейерных печах применяются сетчатые поды. Сетка для них изготовляется из хромистой проволоки круглого сечения, звенья которой соединяются в бесконечную ленту с помощью проволочных стальных стержней диаметром 2 – 3 мм. Как показал опыт эксплуатации туннельных печей с сетчатым подом, сетка быстро прогревается, т. е. обладает сравнительно низкой тепловой инерцией.
В результате проведенных исследований А. Т. Лисовенко и др. (КТИПП) было установлено, что при выпечке или сушке сухарных изделий непосредственно на сетчатом поду требуется увеличивать подвод тепла со стороны нижней греющей поверхности, поскольку нижняя нитка сетки действует в качестве экрана, затрудняющего лучистый теплообмен между греющей и тепловоспринимающей поверхностями.
Сетчатый под, кроме того, способствует сокращению процесса выпечки и сушки изделий за счет более свободного выхода паров через сетчатую поверхность пода. Отмечено также лучшее и равномерное образование колера как с верхней, так и нижней сторон сдобных изделий, просушка на всю толщину сухаря. Продолжительность процесса сушки сухарей в туннельных печах с сетчатым подом несколько сокращается по сравнению с конвейерными люлечно–подиковыми печами.
Чистка и смазка листов
В производстве сухарных изделий уделяется большое внимание состоянию и содержанию в чистоте металлических листов, на которых производятся расстойка, выпечка, а также сушка (обжарка) сухарей. От состояния и чистоты листов зависит в ряде случаев качество вырабатываемых изделий.
Так, при недостаточной очистке рабочей поверхности листов на нижней корке сухарных плит появляются черные пятна. При наличии па листах вмятин, выпуклостей и швов нижняя корка сухарных плит получается неровная, а при сушке ломтей на таких листах обжарка происходит неравномерно и на сухарях образуются белые пятна.
Листы, применяемые на всех этапах производства, должны быть ровные, исправные, чистые и смазанные растительным маслом. На небольших предприятиях эти операции производятся вручную. Рабочее место смазчика пистон оборудовано па столе, где производятся очистка листов металлическими скребками от нагара, протирка и смазка листов растительным маслом.
В специализированных производствах для чистки, смазки и правки листов применяются машины и механизмы, созданные новаторами предприятий Москвы, Ленинграда, Киева и других городов. Все эти машины и механизмы по своей конструкции и принципу действия мало отличаются друг от друга. Наиболее распространены из них машины для чистки и смазки листов Ленинградского хлебозавода конструкции Л. Т, Соболева. Ремонто–монтажного комбината (РМК) Киевского ПО хлебопекарной промышленности и машина для чистки, правки и смазки листов конструкции А. С. Антошкина.
Машина конструкции А. Т. Соболева (рис. 47) состоит из станины, ленточного транспортера, трех валиков со стальными щетками, одного валика с прикрепленными к нему полосами технического сукна для смазки листов, бачка для растительного масла и лотка для сборки крошки и нагара. Бачок соединен трубкой, по которой масло поступает к капельницам для смазки валка с полосками сукна.

Рис. 47. Машина для чистки и смазки листов конструкции Л. Т. Соболева:
1 – станина;2 – ленточный транспортер;3 – валики со стальными щетками;4 – валик для смазки листов;5– бачок для масла;6 – кожух;7– направляющие;8 –винт для натяжения ленты транспортера;9 –лоток для сбора крошки;10 – магнитные дуги
Для фиксирования положения листов при прохождении их под щетками предусмотрены направляющие, приваренные к боковым стоикам станины. Дли улавливания ферропримесей между первой нарой щеток размещен ряд магнитных дужек.
Натяжение ленты транспортера регулируется винтами. Во избежание разбрасывания мусора машина закрыта, сверху кожухом.
При чистке листов для сушки сухарных ломтей сукно на валике для смазки заменяется капроновыми щетками, которые сметают мусор в лоток для его сбора.
Производительность машины около 1000 листов в час. Машина приводится в действие электродвигателем мощностью 1 кВт (n=1440 об/мин) через систему цепных передач.
Машина для очистки и смазки листов РМК Киевского производственного объединения состоит из станины, сваренной из угловой стали, приводного и натяжного валов цепного транспортера, трех валков со щетками и напорного бачка для растительного масла.

Рис. 48. Машина для чистки, смазки и правки листов конструкции А. С. Антошкина:
1 – станина;2 – плита;3 – щетка металлическая;4 – валики для правки листов;5– щетка капроновая с ванночкой для масла;6 – бункер для отходов
Листы, подлежащие обработке, укладываются на цепи транспортера, на которые приварены упоры для захвата, и последовательно перемещаются под стальной, капроновой и суконной щетками. Чтобы листы не прогибались, под ними размещены ролики. Первая щетка с частотой вращения 101 об/мин предварительно очищает листы от нагара, а вторая с частотой вращения 40,4 об/мин окончательно очищает листы от крошек.
Смазывание листов растительным маслом производится третьей щеткой, выполненной из технического сукна. Частота вращения этой щетки такая же, как у капроновой щетки. Масло на щетку поступает по трубке от напорного бачка. Все три щетки закрыты кожухом. Под цепным транспортером: предусмотрен съемный ящик для сбора нагара.
Машина приводится в движение от электродвигателя мощностью 1,7 кВт (n= 930 об/мин) через червячный редуктор и ценную передачу.
Производительность машины около 900 листов в час.
Машина А. С. Антошкина (рис. 48) по конструкции несколько проще предыдущих. Она предназначена для чистки и смазки листов, а также для их правки. Машина состоит из станины, плиты, металлической щетки диаметром 100 мм, двух валков диаметром 80 мм для правки листов, капроновой щетки с панночкой для смазки и бункера для отходов. Над плитой расположены планка, закрепленная на болтах с пружинами и воспринимающая давление, оказываемое металлической щеткой во время чистки листов. Зазор между валками для правки листов регулируется болтами. Сверху валки для правки листов покрыты кожухом.
При работе па машине следят, чтобы листы правильно располагались на плите под валками. При чистке и правке листов для сушки сухарных ломтей ванночка с маслом удаляется, а смазочная щетка служит для очистки поверхности листа от крошек.
Производительность машины составляет около 1200 нагретых листов в час и остывших – около 720 шт./ч. Машина приводится в действие электродвигателем мощностью 0,7 кВт (n= 1440 об/мин) через редуктор и систему цепных передач.
Во время работы машины необходимо соблюдать правила техники безопасности.
Запрещается на ходу проталкивать и оправлять вручную листы под щетки и работать без ограждений.
Производство сдобных сухарных изделий за рубежом
Производство сухарных изделий за рубежом имеет ряд существенных отличий, как по их рецептурному составу, так и по технологическим приемам тестоведения, формовки, выпечки н сушки (обжарки) от применяемых в нашей стране.
Ассортимент сдобных сухарных изделии, вырабатываемый в ряде зарубежных стран, как, например, ГДР, ЧССР, НРБ, СФРЮ, ФРГ, Франция, Нидерланды и т. д., довольно ограничен и насчитывает не более 5 – 10 наименовании. В основном сухари вырабатываются прямоугольной н круглой формы, что облегчает полную механизацию процессов их разделки, выпечки, резки н последующей упаковки. Технология производства этих сухарей имеет ряд принципиальных отличий, которые будут описаны ниже.
Для приготовления сухарей используются только самые светлые сорта сильной пшеничной муки типов 405 и 550, содержащие до 28 – 30% сырой или соответственно 13 –14% сухой клейковины.
Для улучшения качества теста для сдобных сухарей за рубежом широко применяют готовые сухарные кремы или желе, в состав которых входят в виде хорошо эмульгированной смеси сахар (30 – 50%), жир (10 – 40%), лецитин (2 – 10%), вода (20 – 30%) и кислый фосфат, который нейтрализуют введением лимонной или винной кислоты. В качестве эмульгаторов используют моно– и диглицериды жирных кислит.
В сухарное тесто добавляют также патоку, солодовые препараты н другие компоненты в количестве не более 3% к массе муки. При изготовлении круглых сухарей дозировка патоки может быть увеличена до 15%, так как тесто содержит повышенное количество яиц.
В ГДР сухари вырабатывают по следующей типовой рецептуре, кг:
|
Мука пшеничная |
88,5 |
|
Мука соевая |
2,7 |
|
Сахар–песок |
15,4 |
|
Маргарин |
6,0 |
|
Дрожжи прессованные |
4,0 |
|
Молоко |
19,4 |
|
Солодовый экстракт |
1,3 |
|
Углекислый аммонии |
0,25 |
|
Соль поваренная |
0,7 |
В НРБ вырабатывают различные сорча сух;грсн с сахаром и без него но следующей рецептуре, кг:
|
Мука пшеничная |
100 |
|
Дрожжи прессованные |
3 |
|
Соль поваренная |
2 |
|
Сахар–песок |
5 |
|
Масло растительное |
5 |
При выработке простых сухарей сахар не добавляют. В СФРЮ ассортимент сухарных изделий насчитывает около 10 наименований.
В ФРГ наиболее распространенными сортами сдобных сухарей являются: Сливочные (на 100 кг муки – 10 кг масла или 8 кг смальца), Яичные (на 100 кг муки – 300 шт. яиц массой 45 г), Молочные (на 100 кг муки – до 20 л молока или соответствующее количество сухого молока). Питательные (на 100 кг муки – до 10 кг масла, 20 л молока и 10 кг яиц или 3,0 кг яичных желтков).
Таблица 16 - Рецептуры приготовления сдобных сухарей в ФРГ
|
Сырье |
Сухари | |
|
Прямоугольной формы |
Круглой формы | |
|
Мука пшеничная |
100 |
100 |
|
Дрожжи прессованные |
5 – 6 |
7 – 8 |
|
Жир |
6 – 10 |
8 |
|
Сахар–песок |
12 – 15 |
6 – 7 |
|
Лецитин |
0,3 – 0,5 |
– |
|
Патока |
– |
4 – 10 |
|
Яйца |
– |
15 |
|
Соль поваренная |
1,2 |
1,2 |
В табл. 16 приведены рецептуры (в кг) некоторых сортов сдобных сухарей, вырабатываемых в ФРГ.
Технология производства прямоугольных и круглых сухарей, как уже было отмечено выше, имеет ряд принципиальных различий.
Тесто для прямоугольных сухарей готовят опарным способом. На замес опары расходуется 40 – 50% муки от общего количества по рецептуре и 5 – 6% дрожжей, Опара готовится слабой консистенции с конечной температурой 25°С. Через 30 мин после замеса в нее вносится остальное количество муки, 0 –10% животного жира, 12 – 15% сахара и 0,3 – 0,5% лецитина. Продолжительность брожения опары 4,5 – 5 ч.
Для получения более равномерной и мелкой пористости 1% сахара заменяют 1% клейстеризованного крахмала. Для лучшей рассыпчатости и тесто вносят 0,3% бикарбоната натрия.
В Дегмольдском научно–исследовательском институте ФРГ было проведено исследование по использованию крахмального сиропа, который добавляется и количестве 4% для сухарей прямоугольной формы и 10 – 15% для сухарей круглой формы. Сироп содержит легкосбраживаемые сахара (глюкозу и фруктозу) и вносится как в чистом виде, так и в смеси с сухарным кремом при замесе теста.
Мука аэрируется воздухом, с помощью которого она транспортируется из силосов бестарной установки в производственные бункера, откуда последняя поступает в дежу тестомесильной машины.
Замес теста производится интенсивно и течение 15 – 20 мин. После 20–минутного брожения тесто поступает на разделку и формование. Разделанное на куски массой но 400 – 500 г тесто направляется на округлитель и далее на предварительную расстойку продолжительностью 3 – 8 мин. После предварительной расстойки куски теста подаются в тестозакаточную машину, где раскатываются в лепешку, затем закатываются в рулон и укладываются на листы пли в формы.
Сформованные сухарные плиты поступают в конвейерный шкаф для окончательной расстойки. Продолжительность расстойки 45 – 50 мин при температуре 45 – 50°С и относительной влажности воздуха 75%.
При добавлении в тесто бикарбоната натрия окончательная расстойка тестовых заготовок несколько сокращается.
Сухарные плиты выпекаются в течение 25 мин при температуре в пекарной камере 210 – 220°С. После выпечки поверхность их смазывается 2%–ным раствором пшеничного или кукурузного клейстера и плиты направляются для остывания в камеру, где автоматически поддерживается температура 35°С и относительная влажность воздуха 75%. Выдержка плит продолжается в течение 24 ч.
Резка сухарных плит осуществляется на хлеборезальных машинах дискового или пилорамного типа. На сетчатый под туннельной печи с газовым или электрообогревом ломти для обжарки раскладываются специальным полуавтоматическим устройством. Температура в пекарной камере печи регулируется автоматически. Так, в первой зоне, куда подается пар, температура поддерживается около 200°С, во второй и третьей зонах сушка сухарей происходит при температуре около 170°С. Пар из этих двух зон удаляется через соответствующие вытяжные каналы.
По выходе из печи сухари охлаждаются и упаковываются в специальные влагонепроницаемые пакеты. Конечная влажность сухарных изделий 2 – 3%.
Круглые сухари, так называемые голландские, отличаются мелкой пористостью и хорошей рассыпчатостью. Для приготовления их используют помимо бикарбоната калия в качестве эмульгатора «марсельское мыло». Они применяются, как правило, в виде готовой смеси, называемой «сухарное желе», в которую входят также жир, сахар, глюкозная патока и соль. В ФРГ в качестве эмульгатора при выработке круглых сухарей используют лецитин вместо «марсельского мыла».
Тесто для круглых сухарей готовится безопарным способом. Замес продолжается в течение 30 – 45 мин. За это время оно нагревается до 24 –27°С. На замес теста расходуется 6 – 7% сахара, 15% яиц, 8% животного жира, 4 – 10% крахмальной патоки и 7 – 8% дрожжей прессованных к массе муки.
После деления и короткой предварительной расстойки куски теста раскладывают в круглые формы диаметром 9 см, которые загружают в конвейерный шкаф расстойки. Продолжительность расстойки 60 мин при температуре 35°С и относительной влажности воздуха 75%. При посадке в печь формы с тестом переворачивают на листы, которые загружают на сетчатый под печи. Продолжительность выпечки 25 мин при температуре 210 – 220°С.
После выпечки заготовки выбиваются из формы, охлаждаются, режутся на две части и укладываются поверхностью среза на листы или сетчатый под печи для обжарки. Продолжительность обжарки 15 мин при температуре 260°С. Во время обжарки в пекарную камеру подастся небольшое количество пара для увлажнения среды. По окончании обжарки сухари охлаждаются и упаковываются в пакеты или пачки с фирменной этикеткой. Готовые изделия имеют нежный вкус.
В Нидерландах проведены опыты по интенсификации замеса теста для сдобных сухарей путем применения тестомесильной машины, рабочие органы которой вращаются с частотой 36 об/мни. Продолжительность замеса составляла 20 и 120 мин (табл. 17).
Таблица 17 - Зависимость структурно–механических свойств сухарного теста от продолжительности замеса
|
Продолжительность замеса, мин |
Растяжимость теста после |
Сопротивление растяжению (в ед. Брабендера) после | ||
|
20 мин |
120 мин |
20 мни |
120 мин | |
|
50 |
16 |
11 |
470 |
390 |
|
120 |
17,5 |
8 |
890 |
840 |
Как видно из данных табл. 17, увеличение продолжительности замеса приводит к повышению сопротивляемости теста растяжению. Образцы сухарных плит после выпечки различались структурой мякиша. Она была более нежная и тонкопористая у образцов, выпеченных из теста после замеса в течение 120 мин.
За рубежом для выработки сдобных сухарей применяются специализированные механизированные линии, выпускаемые такими фирмами, как «WernerundPfleiderer» (ФРГ) и «DenBoer» (Нидерланды). Кроме того, интерес представляют некоторые машины и механизмы, разработанные в ряде зарубежных стран для механизации раскладки сухарных полуфабрикатов на движущийся под сушильной печи и т. д.
Западногерманская фирма «WernerundPfleiderer» выпускает комплексно–механизированную линию для выработки сухарных изделий прямоугольной формы.
Линия состоит из открытой четырехсилосной установки для бестарного хранения муки WР вместимостью 100 т, автоматизированного тестоприготовительного агрегатаZРМ. или тестомесильных машин периодического действия ДК с дежами вместимостью 250 кг и механизированного участка разделки и расстойки тестовых заготовок.
Отличительной особенностью липни фирмы «WernerundPfleiderer» является полная синхронизация производственных операции на различных участках липни.
После делительной машины Diva,работающей с несколько повышенной производительностью (850 кусков в час), тестовые заготовки поступают в округлитель, состоящий из двух лент, движущихся с различной скоростью.
Предварительная расстойка округленных кусков производится в люлечном конвейерном шкафу. Чтобы уменьшить прилипание теста, люльки покрывают перлоном. Расстойный шкаф снабжен специальным механизмом, позволяющим изменять продолжительность расстойки. Параметры воздуха в шкафу поддерживаются автоматически путем впуска пара или включения батареи инфракрасных излучателей, которые, кроме того, служат для подсушки покрытия люлек при движении их к посадочному устью шкафа.
После предварительной расстойки куски теста автоматически пересаживаются на ленту транспортера, заключенного в кожух из плексигласа. Это позволяет сохранять определенные параметры воздуха при движении кусков теста к формовочной машине, после которой заготовки загружаются с интервалом в 4 с в формы, укрепленные на цепном конвейере. Последние направляются через камеру окончательной расстойки длиной 60 м в туннельную печь с газовым обогревом КУ1780/42М. Перед входом и пекарную камеру формы по 4 шт. автоматически закрываются крышкой. Температура пекарной камеры контролируется нирометрами, соединенными непосредственно с электромагнитными вентилями, через которые осуществляется подача газа к горелкам.
Печь обогревается при помощи рециркуляции газов. Продолжительность выпечки –15 мин.
Выгрузка форм производится в порядке, обратном загрузке. Электромагнитный механизм поднимает крышки, которые по конвейеру возвращаются к посадочному устью печи. Выпеченные плиты выгружаются из форм при помощи специального механизма – вакуум–присосов. Плиты по четыре штуки поступают в камеру охлаждения Berthelat, на конвейере которой закреплены 600 люлек. Продолжительность охлаждения 24 ч.
Резка плит производится на машинах Aycordпроизводительностью 1100 шт./ч, раскладка ломтей – при помощи устройстваWernerпроизводительностью 7500 шт./ч. Устройство обслуживается двумя работницами, они вкладывают разрезанные плиты в 28 питающих спусков, из которых ломти но одному поступают на под обжарочной печиNVЗООО/24М илиNV2000/24М с ленточным подом шириной 2,75 мм. Длина печи 30 м, производительность печи 800 кг сухарей в час.
После охлаждения сухари собираются в отдельные пачки и направляются в упаковочную машину Anconturier, которая завертывает сухари в двухслойные пачки но 200, 250 и 330 гcпоследующей термической заклейкой.
Запечатанные пакеты автоматом Hermierпроизводительностью 300 ящиков и час укладываются в картонные ящики.
Для изготовления круглых сухарей фирма «WernerundPfleiderer» выпускает специализированную линию, в которую входят тестоприготовительный агрегат, механизм для загрузки теста и формы, конвейерный шкаф окончательной расстойки, конвейерная печь, сушильное устройство и упаковочная машина.
Выработка сухарных изделии на линии фирмы «DenBoer» осуществляется следующим образом, Выброженное тесто делится на куски массой 1,15 кг с точностью ±5% на машинеDivaпроизводительностью 700 кусков в час. Затем они поступают и округлительную машинуDenBoer, из которой при помощи специального посадочного механизма направляются в камеру предварительной расстойки, где автоматически поддерживаются требуемые параметры воздуха (относительная влажность около95%).
После расстойки куски теста по транспортеру с термоустойчивым покрытием направляются к формовочному агрегату MarechaleStandart. Сначала они раскатываются между двумя металлическими валками, имеющими частоту вращения 55 об/мин. После легкой обсушки, которая производится для получения корочки на поверхности заготовки, раскатанный блин поступает в нижнюю часть агрегата, где происходит окончательная формовка (сворачивание улитки). Тестовые заготовки длиной до 75 – 80 см непрерывно загружаются в металлические формы, соединенные в кассеты но четыре штуки в каждой. Кассеты с формами перемещаются в камеру окончательной расстойки ценным конвейером, где автоматически поддерживаются и заданных пределах температура и относительная влажность воздуха. продолжительность расстойки 15 мин.
Каждая кассета форм после заполнения тестом при помощи специального механизма плотно закрывается крышкой, благодаря чему верхняя корочка у готовых сухарных плит получается тонкой и нежной.
После расстойки формы непрерывным потоком поступают в туннельную печь DenBoerс шириной пода 1 м. Длина печи и камеры окончательной расстойки одинакова и равна 40 м. В печи одновременно находятся 400 секций форм. Печь обогревается непосредственным сжиганием газа внутри пекарной камеры.
После выпечки продолжительностью 35 мин формы разгружаются опрокидыванием на 180°. Для обеспечения полной выгрузки плит из форм установлен вибратор.
Сухарные плиты поступают на люльки конвейера охладительной камеры, габаритные размеры которой 80Х4Х5 м. Люльки–подики в количестве 600 шт. изготовлены из никелированной проволоки. Они перемещаются на ценном конвейере фирмы «Brampton». Па каждой люльке помещается в ширину 32 плиты.
В камере происходит медленное и равномерное охлаждение плит и течение 24 ч. Температура плит за первые 3 ч снижается с 96 до 20°С. Таким образом, наступает равновесие между температурой окружающей среды и температурой внутри мякиша плиты. Необходимые параметры воздуха в камере поддерживаются автоматически.
После охлаждения плита режется на 70 ломтиков машиной Aycardпроизводительностью 1000 плит в час.
Раскладка отдельных кусочков на под обжарочной печи производится с помощью специального пневматического посадчика Ponton–Lemennier. Посадчик состоит из, 32 параллельных камер, каждая из которых соответствует длине одной разрезанной сухарной плиты. Производительность посадчика 70 000 кусочков в час.
Раскладка кусочков производится следующим образом. Разрезанная плита по металлической ленте подается к всасывающему патрубку, перекладывающему их по одному ломтику на подвижную пластинку, с которой по наклонной плоскости они поступают через определенные промежутки на непрерывно движущийся под обжарочной печи.
Обжарочная печь имеет ширину пода 2,5 м длину 30 м. Продолжительность обжарки 9 мин. После обжарки сухари охлаждаются на конвейере длиной 25 м. Далее захватный механизм собирает их в пачки по 23 – 25 шт. По вибростолу длиной 10 м пачки движутся к трем упаковочным автоматам Ancouturierпроизводительностью 500 пакетов в час. Автомат обслуживают две работницы.
Для упаковки сухарей применяется комбинированный двухслойный материал, состоящий из изолина и термосклеивающейся целлюлозной пленки.
Запечатанные пакеты но 20 т г. укладываются в картонные ящики, которые затем по рольгангу направляются для осмотра и контроля па склад фабрики.
Во Франции для создания непрерывного потока при производстве сухарей разработана конструкция автоматического устройства для подачи и распределения кусков хлеба на сетчатый под сушильной печи (рис. 49). Основные части устройства – желоба, толкающий механизм и эжектор. Желоба укреплены на одном валу, в них поступают ломти с приемного лотка (на рисунке не показано). Ломти продвигаются вперед при помощи пластины толкателя, смонтированного на каретке, которая перемещается вдоль направляющих параллельно желобу, по ходовому винту, укрепленному и двух крап них подшипниках. Выходное отверстие желоба примыкает к поверхности, имеющей криволинейную форму. По ней куски хлеба попадают на сетчатый под печи при помощи эжектора, вращающегося вокруг оси горизонтального вала под действием электромагнита н пружины. Высота расположения эжектора определяется упором.

Рис. 49. Схема автоматического устройства для подачи и распределения сухарных ломтей на под сушильной печи:
1 – под сушильной печи;2 – криволинейная поверхность;3 – эжектор;4 – пружина;5,13 –электромагниты;6 –ось пала;7,19 –нормально открытые контакты;8, 20 –нормально закрытые контакты;9 – сухарная плита;10 – пластина толкателя;11 –желоб; 12,18– подшипники;14 –ценная передача;15– каретка;16– ходовой винт;17 –направляющая;21 –электрическая цепь
В эжекторе имеется поперечная стенка с выступом, удерживающим его от движения вниз.
Вращение ходового винта вызывает продольное перемещение каретки, а следовательно, и толкателя при помощи полугайки, прижатой к ходовому винту цилиндрической пружиной. Полугайка может быть выведена из сцепления с ходовым винтом кулачками, связанными с кронштейнами.
Когда пластина толкателя находится в рабочем вертикальном положении, полугайка находится в зацеплении с ходовым винтом при помощи пружины. Если пластина занимает горизонтальное положение на одном уровне с желобом, кулачки заставляют полугайку подниматься, преодолевая сопротивление этой пружины. В таком положении каретка может скользить по всей длине желоба.
Электромагнит, приводящий в движение эжектор, питается от сети, в цепь которой включены два контакта. Нормально закрытый контакт установлен на определенной высоте под криволинейной поверхностью. Когда куски хлеба скапливаются на ней, контакт выключает эжектор.
Нормально закрытый контакт расположен па выходе из желоба, за стенкой эжектора, при скоплении здесь кусков он выключает электромагнит. Нормально открытый контакт отключает электромагнит, когда эжектор занимает горизонтальное положение.
Принцип действия устройства заключается в следующем. В момент ввода в действие ломти падают в каждый желоб. Пластина толкателя каретки, подведенная точно к желобу и занимающая горизонтальное положение, поднимается и устанавливается вертикально.
Ходовой винт приводится во вращение через цепную передачу от электромагнита, включаемого при помощи контактов. Каретка начинает двигаться, подавая ломти к выходу из желобов. Когда первый ломоть соприкасается с контактом и начинает па него давить, последний прерывает цепь, магнит отключается, в результате чего останавливаются ходовой винт и каретка.
Одновременно с контактом включается и электромагнит, при помощи которого эжектор отбрасывается вниз н первый ломоть падает на скат, достигая площадки. Эжектор под действием пружины поднимается. Его подъем отмечается контактом, который замыкает цепь. В связи с тем что контакт включается сразу после снятия с него давления, каретка с пластиной снова начинает двигаться и подавать продукт к выходу из желоба. Затем операция повторяется, при этом следующий ломоть занимает площадку.
Через определенное время ломоть достигает площадки, под его давлением контакт размыкает цепь, отключая тем самым электромагнит. Эжектор остается и верхнем положении. Неподвижной остается н каретка, так как контакт под действием эжектора прерывает цепь и отключает электромагнит. Система находится в неподвижном состоянии до тех пор, пока ломти, спускаясь вниз на сетчатый под сушильной печи, не освободят контакт.
На сухарной фабрике «Макс Герхард» (ГДР) применяется устройство для механической резки и раскладки ломтей.
Принцип действия устройства (рис. 50) заключается в следующем. Работница закладывает выпеченные сухарные плиты по 7 шт. в ряд в вертикально расположенный канал. Ломти отрезаются снизу ножом толщиной 2 мм. Нож вместе с шибером приводится в движение от электродвигателя. Отрезанные ломти раскладываются на сетчатые противни, которые работница укладывает па непрерывно–движущейся горизонтальный транспортер. Крошки и обрезки собираются в ящик.
Внедрение этого устройства повысило суточную производительность от 650 до 810 кг и уменьшило отходы производства с 12 до 6 кг на 100 кг готовой продукции. Устройство обслуживают 4 человека.
Коллективом конструкторов и работников народного предприятия «Сухарная фабрика Нейкирх» вблизи Дрездена было рекомендовано вместо выдержки сухарных плит в течение 24 ч производить резку сухарных плит в теплом состоянии. Для этого была разработана опытная конструкция резального механизма с устройством для раскладки нарезанных ломтей па движущийся под сушильной печи.
После опробования этого устройства была разработана конструкция резально–раскладочной машины. От 35 сухарных плит циркулярная пила при движении слева направо одновременно отрезает 35 ломтей, которые падают на приемное устройство и автоматически подаются на сетчатый под туннельной печи. В момент остановки пилы и ее кранцем правом положении ломти автоматически подаются вперед на расстояние, равное толщине ломтя. Затем пила совершает свой рабочий ход справа налево, отделяя от плит следующую партию ломтей.
Машина состоит из трех отдельных частей, объединяемых при монтаже в одни агрегат. Изделия вручную подают в приемное устройство упаковочной машины, состоящее из двух бесконечных роликовых цепей, на которых через определенные промежутки укреплены рамки. Чувствительность свежеобжаренных сухарей к ударам, давлению и другим воздействиям исключает механизацию операции загрузки.
Рабочие укладывают в каждую рамку но десять сухарей. В рамке имеется специальное отделение для двух дополнительных сухарей, которые вкладываются в случае недовеса.
Приемный транспортер машины периодически передвигает на чашку весового устройства по две рамки. Продолжительность остановки при частоте вращения 34 об/мин составляет 1,2 с. Взвешивание осуществляется на весах с отражателем, который в десять раз увеличивает данное отклонение массы. Возникающие при этом электрические импульсы попадают в запоминающее устройство. Специальный механизм в зависимости от величины излишка массы может снимать от одного до четырех сухарей, которые сбрасываются на возвратную ленту транспортера.

Рис. 50. Устройство для резки и раскладки ломтей сухарей:
1– шибер;2– питающий канал;3– ленточный транспортер;4 – электродвигатель;5– ящик для сбора крошки
Для контроля массы наполненной упаковки служат вторые весы. Пакеты с недовесом сбрасываются, с переносом обнаруживаются при помощи оптического сигнала и автоматически подсчитываются. Это дает возможность своевременно вносить поправки и технологический процесс производства изделий. Взвешенная стоика сухарей поднимается пуансоном наверх до уровня пакета.
Для упаковки применяются паронепроницаемый комбинированный упаковочный материал, состоящий из алюминиевой фольги + пергамин + алюминиевая фольга. Для хранения сухарных изделий и течение непродолжительного времени может быть использована вощеная бумага.
В ГДР на народном предприятии «Шокопак» создана машина КL–470, предназначенная для автоматического взвешивания и упаковки сухарей, кексов и других изделий.
Пакеты размером 72Х158Х200 мм специальным устройством снимаются и передаются через периодически вращающиеся звездочки в упаковочную головку. При помощи всасывающих сопел и клапанов они раскрываются.
После этого стопки изделий вталкиваются боковым пуансоном в открытый пакет, который постепенно закрывается. После разглаживания горловины и нанесения па нее клеевой полоски пакет соответствующим образом складывается, запечатывается при помощи нагретых шин. Если раньше для упаковки сухарей в пачки требовалось 14 рабочих, то внедрение машины КL–470 позволило высвободить 7 человек.
В настоящее время за рубежом выпускаются автоматы, упаковывающие изделия с разницей по периметру 20 – 25 мм и целлофановую пленку, пропитанную бумагу, алюминиевую фольгу и другие материалы.