

Газовая сварка.
Сварочное пламя образуется при сгорании горючего газа или паров горючей жидкости в кислороде. Пламя нагревает и расплавляет основной и присадочный металл в месте сварки. От состава горючей смеси, т.е от соотношения кислорода и горючего газа зависит внешний вид, температура и влияние сварочного пламени на расплавленный металл. Для получения нормального пламени отношение кислорода к горючему газу должно быть для ацетилена 1,1 -1,2, природного газа 1,5- 1,6, пропана - 3,5. Все горючие газы, содержащие углеводороды образуют сварочное пламя, которое имеет три ярко различимые зоны: ядро, восстановительную зону и факел.
Ранее применялось только ацетилено-кислородное пламя. Позднее стало использоваться пропан-бутановая смесь или пары горючих жидкостей (керосина, бензина). Эти горючие смеси образуют пламя с температурой 2000-2400 о С, ацетилен 3150 о С. Газовая сварка по сравнению с дуговой выполняется при низких скоростях нагрева и охлаждения металла, что приводит к укрупнению зерен околошовного металла, низкой прочности сварного соединения, большим деформациям сварного изделия. Кроме того. Стоимость газовой сварки стальных листов толщиной 2 мм и более выше стоимости дуговой сварки. Производительность газовой сварки изделий из стали толщиной до 1,5 мм в 1,5 раза выше по сравнению с дуговой сваркой покрытыми электродами; при толщинах выше 2 мм уступает ей. По прочности, пластичности и вязкости металла шва и сварного соединения газовая сварка уступает дуговой независимо от толщины свариваемого металла.
Характер формообразования шва зависит в основном от наклона мундштука. Чем больше толщина металла, тем угол наклона выше ( рис 3.6.4.).Угол наклона зависит также от температуры плавления металла и его теплопроводности. При сварке меди 60 о, свинца около 10о. В конце сварки для лучшего заполнения кратера и во избежании прожога металла угол наклона уменьшается до минимума и пламя скользит по поверхности ванны.
Движения горелки и проволоки. Для сварки швов в нижнем положении правым способом без разделки кромок при толщине металла более 3 мм или для сварки металла большей толщины левым способом ( с разделкой кромок и без неё )наиболее приемлемы движения ( рис 3.6.6. ). Концом проволоки совершают движения обратные движению сварочной горелки. Для выполнения угловых или валиковых швов производят движения рис 3.6.7.

Рис 3.6.6. Движение горелки и проволоки при сварке металла толщиной более 3 мм.
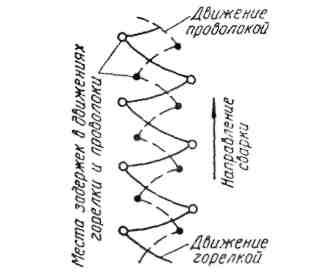
Рис 3.6.7. Движение горелки и проволоки при выполнении нормальных угловых швов.
При правой сварке металла толщиной более 5 мм пламя горелки углубляется в разделку шва и перемещается вдоль шва без колебательных движений( рис 3.6.8). Сварка стали толщиной менее 3 мм с отбортовкой кромок производится без присадочного металла, движения горелки.
При сварке сталей малой толщины без отбортовки кромок получил способ ванночек. Образовав сварочную ванночку (при малой толщине стали диаметр сварочной проволоки составляет около 4-5 мм) сварщик вводит в неё конец присадочной проволоки и расплавив небольшое количество присадочного металла, выводит конец проволоки из ванны в среднюю зону пламени, а горелкой ( несколько приблизив её к поверхности металла) делает резкое круговое движение, переводя её в следующую позицию. При этом каждая последующая ванночка перекрывает предыдущую на 1/3 её диаметра.
При сварке вертикальных швов снизу вверх процесс сварки удобнее вести левым способом. Иногда сварку швов снизу вверх производят правым способом, так называемый «двойной валик», применяемый для сварки вертикального стыкового шва снизу вверх при толщине стали до 6-8 мм без разделки кромок. Сварщик прожигает в металле сквозное отверстие и затем, заполняя его снизу (наплавляя на нижнюю кромку отверстия присадочный металл, расширяет отверстие кверху, постепенно перемещая пламя вдоль свариваемого шва вверх(3.6.11 а). При этом сварной шов формируется с обеих сторон соединения (3.6.11 б) и получается более плотным, чем шов выполненный в в нижнем положении.
Горизонтальные швы легче выполнять правым способом (рис 3.6.13.). Потолочные также швы лучше формируются при правом способе, при левом способе имеют место значительные натеки металла и плохое формирование шва.