

3.2 7.2 12.2 Основы способа сварки неплавящимся электродом. Схема процесса сварки.
При применении вольфрамового электрода в качестве защитных используют инертные газы или их смеси и постоянный или переменный ток. Лучшие результаты при сварке большинства металлов дает применение электродов не из чистого вольфрама, а торированных, иттрированных или лантанированных. Добавка в вольфрам при изготовлении электродов 1,5—2% окислов иттрия и лантана повышает их стойкость и допускает применение повышенных на 15% сварочных токов. Перед сваркой рабочий конец электрода обычно затачивают на конус с углом 60° на длине двух-трех диаметров. Форма заточки электрода влияет на форму и размеры шва. С уменьшением угла заточки и диаметра притупления в некоторых пределах глубина проплавления возрастает.
Технологические свойства дуги в значительной мере определяются родом и полярностью сварочного тока. При прямой полярности на изделии выделяется до 70% теплоты дуги, что обеспечивает глубокое проплавление основного металла. При обратной полярности напряжение дуги выше, чем при прямой полярности. На аноде — электроде выделяется большое количество энергии, что приводит к значительному его разогреву и возможному оплавлению рабочего конца. Ввиду этого допустимые плотности сварочного тока понижены. Дугу постоянного тока обратной полярности с вольфрамовым электродом в практике используют ограниченно.
При использовании переменного тока полярность электрода и изделия меняется с частотой тока. Поэтому количество теплоты, выделяющейся на электроде и изделии, примерно одинаково. Электропроводность дуги различна в различные полупериоды полярности переменного тока. Она выше в те полупериоды, когда катод на электроде (прямая полярность) и дуговой разряд происходит в основном за счет термоионной эмиссии ввиду высокой температуры плавления и относительно низкой теплопроводности вольфрама. В полупериоды, когда катод на изделии, электропроводность дуги ниже, напряжение, требуемое для возбуждения дуги, выше, поэтому ее возбуждение происходит с некоторым опозданием(рис).
В соответствии с различным напряжением дуги в разные полупериоды переменного тока различна и величина сварочного тока, т. е. в сварочной цепи появляется постоянная составляющая тока. В данном случае мы имеем дело с выпрямляющим (вентильным) эффектом рассматриваемого типа дуги, вызванным различием теплофизических свойств электрода и изделия. Величина постоянной составляющей зависит от величины сварочного тока, скорости сварки, свариваемого металла и т. д. Ее наличие ухудшает качество сварных швов на алюминиевых сплавах и снижает стойкость вольфрамового электрода. Для уменьшения величины постоянной составляющей тока применяют сварку погруженной дугой или импульсно-дуговую сварку.
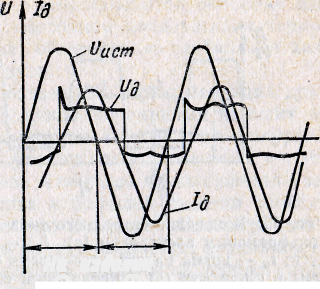 Асимметрия
дуги переменного тока при сварке
вольфрамовым электродом в среде аргона.Uист–напряжение
источника сварочного тока,Uд–напряжение дуги,Iд
–ток дуги.
Асимметрия
дуги переменного тока при сварке
вольфрамовым электродом в среде аргона.Uист–напряжение
источника сварочного тока,Uд–напряжение дуги,Iд
–ток дуги.
4.2 9.2 14.2 Неплавящиеся электроды. Типы. Стойкость неплавящихся электродов.
По материалу, из которого они изготовлены, могут быть угольными, графитовыми, вольфрамовыми, циркониевыми, гафниевыми. Все эти материалы относятся к группе тугоплавких. Неплавящиеся электроды служат только для поддержания горения дуги и поэтому должны обладать высокой стойкостью при высоких температурах (расход их должен быть минимальным).
Графитовые и угольные электроды различаются строением углерода. В графитовых электродах углерод имеет кристаллическое строение, в угольных — аморфное. Для угольного электрода электрическое сопротивление кубика с ребром в 1 см составляет 0,0032 Ом, для графитового 0,0008 Ом. Температура начала окисления на воздухе угольного электрода 500 °С, графитового 640 °С; следовательно, по этим показателям предпочтительнее применение графитовых электродов.
Высокая температура кипения углерода (4500 К) обеспечивает его малый расход за счет испарения, но при взаимодействии с воздухом происходит его окисление и угар с возможным науглероживанием сварочной ванны. Уменьшить разогрев электрода можно за счет увеличения его сечения. По этой причине угольные и графитовые электроды обычно применяют больших диаметров (6—20 мм и выше), что затрудняет действия сварщика.
Уменьшить диаметр электродов, исключить опасность науглероживания металла шва можно при применении электродов из тугоплавких металлов. Наиболее широкое применение для сварки имеют вольфрамовые электроды диаметрами 1—6 мм, с высокой механической прочностью и сравнительно небольшим электрическим сопротивлением. Температура плавления вольфрама 3377 °С, температура кипения 4700 °С. Вольфрамовые стержни изготовляют из порошка (чистотой 99,7%), который прессуют, спекают и проковывают, в результате чего отдельные его частицы свариваются. Заготовки подвергают волочению для получения стержней необходимых диаметров.
Вольфрамовые электроды изготовляют из чистого вольфрама и с присадками окислов лантана или иттрия, а также металлического тантала. Легирование вольфрама окислами иттрия или лантана в небольшом количестве резко увеличивает эмиссионную способность вольфрама-катода, в результате чего возрастает стойкость электродов (способность длительное время сохранять заостренную форму) при максимальных токах, повышается стабильность горения дуги. Однако все электроды на основе вольфрама требуют при сварке защиты их инертными газами от окисления кислородом воздуха.
Циркониевые и гафниевые электроды используют в плазматронах при тепловой резке металла.