

Отчет по практике
.docxНаиболее распространено в промышленности производство отливок в разовых песчаных формах. Этот способ применяется для изготовления из различных сплавов заготовок любых размеров и конфигурации. Технологический процесс литья в песчаные формы (рис. 2) складывается из ряда последовательных операций: подготовка материалов, приготовление формовочных и стержневых смесей, изготовление форм и стержней, простановка стержней и сборка форм, плавка металла и заливка его в формы, охлаждение металла и выбивка готовой отливки, очистка отливки, термообработка и отделка.
Материалы, применяемые для изготовления разовых литейных форм и стержней, делятся на исходные Формовочные материалы и формовочные смеси; их масса равна в среднем 5—6 т на 1 т годных отливок в год. При изготовлении формовочной смеси используют отработанную формовочную смесь, выбитую из опок, свежие песчано-глинистые или бентонитовые материалы, добавки, улучшающие свойства смеси, и воду. В стержневую смесь обычно входят кварцевый песок, связующие материалы (масло, смола и др.) и добавки. Приготовление смеси производят в определённой последовательности на смесеприготовительном оборудовании; ситах, сушилах, дробилках, мельницах, магнитных сепараторах, смесителях и т. п.
Формы и стержни изготовляют на специальном формовочном оборудовании и станках. Насыпанная в опоки смесь уплотняется встряхиванием, прессованием или совместно тем и др. способом. Крупные формы заполняют с помощью Пескомётов, реже для изготовления форм используют пескодувные и пескострельные машины. Формы в опоках, заформованные в стержневых ящиках стержни подвергаются тепловой сушке или химическому твердению, например при литье в самотвердеющие формы. Тепловую сушку осуществляют в литейных сушилах, а сушку стержней производят также в нагретом стержневом ящике. Сборка форм состоит из следующих операций: установка стержней, соединение половин форм, закрепление форм скобами или грузами, устанавливаемыми на верхнюю форму и предотвращающими их раскрытие при заливке сплавом. Иногда на форму устанавливают литниковую чашу, изготовленную из стержневой или формовочной смеси.
Плавят металл в зависимости от вида сплава в печах различного типа и производительности. Наиболее часто литейный чугун выплавляют в Вагранках, применяют также электрические плавильные печи (тигельные, электродуговые, индукционные, канального типа и др.). Получение некоторых сплавов из чёрных металлов, например белого чугуна, ведут последовательно в двух печах, например в вагранке и электропечи (т. н. дуплекс-процесс). Заливку форм сплавом осуществляют из заливочных ковшей, в которые периодически поступает сплав из плавильного агрегата. Затвердевшие отливки обычно выбивают на вибрационных решётках или коромыслах. При этом смесь просыпается через решётку и поступает в смесеприготовительное отделение на переработку, а отливки — в очистное отделение. При очистке отливок с них удаляют пригоревшую смесь, отбивают (отрезают) элементы литниковой системы и зачищают заливы сплава и остатки литников. Эти операции проводят в галтовочных барабанах, дробеструйных и дробемётных установках. Крупные отливки очищают гидравлическим способом в специальных камерах. Обрубку и зачистку отливки осуществляют пневматическими зубилами и абразивным инструментом. Отливки из цветных металлов обрабатывают на металлорежущих станках.
Для получения необходимых механических свойств большинство отливок из стали, ковкого чугуна, цветных сплавов подвергают термической обработке . После контроля качества литья и исправления дефектов отливки окрашивают и передают на склад готовой продукции.
Механизация и автоматизация литейного производства. Большинство технологических операций в Л. п. очень трудоёмко, протекает при высокой температуре с выделением газов и кварцесодержащей пыли. Для уменьшения трудоёмкости и создания нормальных санитарно-гигиенических условий труда в литейных цехах применяют различные средства механизации и автоматизации технологических процессов и транспортных операций. Внедрение механизации в Л. п. относится к середине 20 в. Тогда для приготовления формовочных материалов начали использовать бегуны, сита, рыхлители, а для очистки отливок — пескоструйные аппараты. Были созданы простейшие формовочные машины с ручной набивкой форм, позднее стали применять гидравлические прессы. В 20-х гг. появились и быстро распространились пневматические встряхивающие формовочные машины. На каждой технологической операции стремились заменить ручной труд машинным: совершенствовались оборудование для изготовления форм и стержней, устройства для выбивки и очистки отливок, механизировалась транспортировка материалов и готовых отливок, были внедрены конвейеры, разработаны методы поточного производства. Дальнейший рост механизации Л. п. выражается в создании новых усовершенствованных машин, литейных автоматов и автоматических литейных линий, в организации комплексно-автоматизированных участков и цехов. Наиболее трудоёмкие операции при производстве отливок — формовка, изготовление стержней и очистка готовых отливок. На этих участках литейных цехов в наибольшей степени механизированы и частично автоматизированы технологические операции. Особенно эффективно внедрение в Л. п. комплексной механизации и автоматизации. Перспективными являются автоматические линии формовки, сборки и заливки форм сплавом с охлаждением отливок и их выбивкой. Например, на линии системы Бюрер — Фишер (Швейцария) (рис. 3) изготовление форм, заливка их сплавом и выбивка отливок из форм автоматизированы. Успешно работает установка для автоматической заливки форм сплавом на непрерывно движущемся конвейере (рис. 4). Масса жидкого сплава для заполнения форм контролируется электронным аппаратом, учитывающим металлоёмкость определённой формы. Установка снабжена автоматической смесеприготовительной системой, контроль качества формовочной смеси и регулирование смесеприготовления осуществляются автоматическим устройством (системы «Молдабилити-контроллер», Швейцария).
Для финишных операций (очистки и зачистки отливок) применяют проходные барабаны непрерывного действия с дробемётными аппаратами. Крупные отливки очищают в камерах непрерывного действия, вдоль которых отливки передвигаются на замкнутом транспортёре. Созданы автоматические очистные камеры для отливок, имеющих сложные полости. Например, фирмой «Омко-Нангборн» (США — Япония) разработана камера типа «Робот». Каждая такая камера представляет собой независимый механизм для транспортировки отливок, который работает автоматически, выполняя команды, поступающие от так называемых модулей управления, расставленных на монорельсовой транспортной системе. В зоне очистки по заранее заданной программе с оптимальной скоростью вращается подвеска, на которую автоматически навешивается отливка. Двери камеры открываются и закрываются автоматически.
При массовом производстве предварительная (черновая) зачистка отливок (обдирка) осуществляется в литейных цехах. Во время этой операции также подготавливаются базы для механической обработки отливок на автоматических линиях в механических цехах. Заключительные операции могут производиться и на автоматических линиях. На рис. 5 показана автоматическая линия японской фирмы «Норитакэ» для зачистки блоков цилиндров автомобиля. Такая линия позволяет обработать 120 блоков за 1 ч.
Возможности механизации и автоматизации Л. п. особенно возросли после разработки принципиально новых технологических процессов литья, например изготовление оболочковых форм, или Кронинг-процесс (40-е гг., ФРГ), изготовление стержней отверждением в холодных стержневых ящиках (50-е гг., Великобритания), изготовление стержней с отверждением их в горячих стержневых ящиках (60-е гг., Франция). Еще в 40-е гг. в промышленности начали применять метод изготовления отливок высокой точности по выплавляемым моделям. За относительно короткий срок все технологические операции процесса были механизированы. В СССР создано комплексно-автоматизированное производство литья по выплавляемым моделям с выпуском 2500 т мелких отливок в год (рис. 6).
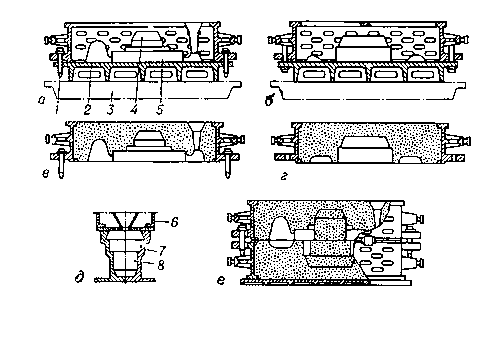
Рис. 1. Основные элементы литейной оснастки при получении отливки в разовой форме: а и б — модельный комплект верхней и нижней полуформы с опокой; в и г — верхняя и нижняя заформованные опоки; д — формовка стержневого ящика; е — литейная форма, подготовленная к заливке; 1 — направляющий штырь; 2 — подмодельная плита; 3 — стол формовочной машины; 4 — стержневой знак; 5 — модель; 6 — головка пескострельной машины; 7 — стержневой ящик; 8 — стержень.
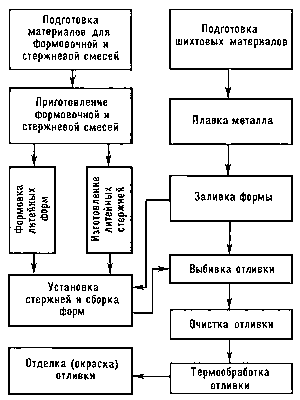
Рис. 2. Основы операции технологического процесса получения отливки в песчаной форме.

Рис. 3. Автоматическая линия системы Бюрер — Фишер (Швейцария) для изготовления форм, заливки их сплавом и выбивки готовых отливок.
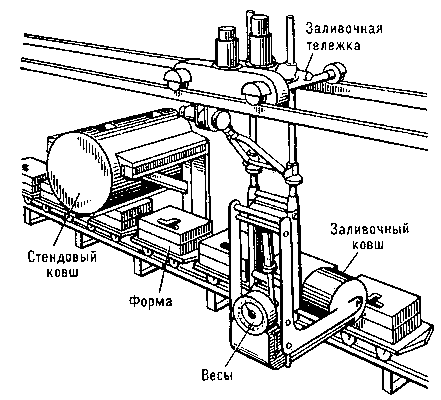
Рис. 4. Установка для автоматической заливки форм на конвейере завода Г. Фишер (Швейцария).
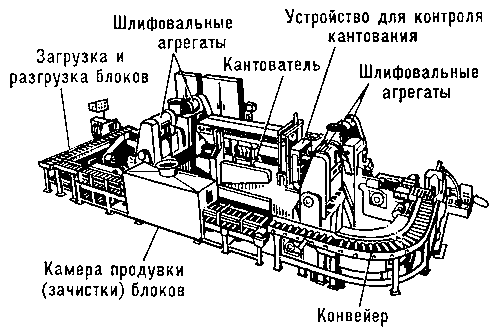
Рис. 5. Автоматическая линия зачистки блока цилиндров со шлифовальными агрегатами (фирма «Норитакэ», Япония).
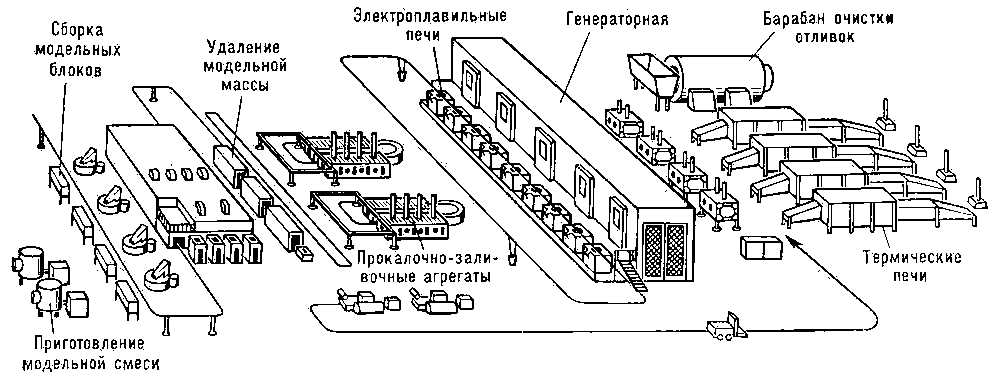
Рис. 6. Комплексно-автоматизированный цех литья по выплавляемым моделям с годовым выпуском 2500 т отливок в год.
Сталеплавильное производство. Сталеплавильное производство производство стали из чугуна и стального лома в сталеплавильных агрегатах металлургических заводов. С. п. — второе звено в общем производственном цикле чёрной металлургии ; другие главные звенья — получение чугуна в доменных печах и прокатка стальных слитков или заготовок. С. п. включает 2 основных технологических процесса — выплавку и разливку стали.
В современной металлургии важнейшие способы выплавки стали — Кислородно-конвертерный процесс, мартеновский процесс и электросталеплавильный процесс. Соотношение между этими видами С. п. меняется: если в начале 50-х гг. 20 в. в мартеновских печах выплавлялось около 80% производимой в мире стали, то уже к середине 70-х гг. главенствующее положение занял кислородно-конвертерный процесс, на долю которого приходится более половины мировой выплавки стали.
Полученную в сталеплавильном агрегате сталь выпускают в разливочный ковш, а затем либо разливают в металлические формы — изложницы, либо направляют на установки непрерывной разливки стали (машины непрерывного литья); лишь около 2% всей производимой стали идёт на фасонное литьё. В результате затвердевания металла получаются стальные слитки или заготовки, которые в дальнейшем подвергают обработке давлением (прокатке, ковке). Непрерывный способ разливки стали имеет неоспоримые преимущества перед разливкой в изложницы. Однако пока преобладающее количество металла разливается в изложницы. Разливка стали — ответственный этап С. п. Технология и организация разливки в значительной мере определяют качество готового металла и количество отходов при последующем переделе стальных слитков.
В кислородно-конвертерном производстве преобладают конвертеры ёмкостью 100—350 т. Сортамент стали, получаемой этим способом, непрерывно расширяется, причём по качеству кислородно-конвертерная легированная сталь не уступает мартеновской стали и электростали соответствующих марок. Выплавка некоторых низколегированных сталей в кислородных конвертерах считается наиболее целесообразной не только по экономическим причинам, но и с точки зрения качества металла. Так, сталь, предназначенную для холодной деформации (особенно для производства автолиста), на металлургических заводах всего мира выплавляют главным образом в кислородных конвертерах. Осваивается выплавка высоколегированной стали. Главные направления развития кислородно-конвертерного процесса: интенсификация плавки (в первую очередь продувки), повышение стойкости футеровки, применение современных средств контроля и управления с использованием ЭВМ, разработка новых технологических вариантов. Большие перспективы открывает перед кислородно-конвертерным процессом сочетание его с методами внепечного рафинирования металла.
Несмотря на резкое сокращение доли мартеновского металла в общем объёме производства стали, роль мартеновского процесса в чёрной металлургии многих стран ещё достаточно высока. Использование кислорода, природного газа, огнеупоров высокого качества позволяет значительно интенсифицировать мартеновский процесс. Вместе с тем строительство новых мартеновских печей повсеместно прекращено. Перспективной считается перестройка действующих мартеновских печей на высокопроизводительные двухванные печи.
Во 2-й половине 20 в. наблюдается заметное развитие электросталеплавильного производства, обусловленное рядом его преимуществ перед др. способами получения стали. В СССР действуют 200-т дуговые печи; проектируются печи номинальной ёмкостью 400 т. В США находится в эксплуатации самая крупная в мире 360-т электропечь (1975). Ведутся работы по созданию 500—600-т электропечей (с шестью электродами). Важная тенденция электросталеплавильного производства — значительное увеличение удельной мощности электропечей (с 250—300 до 500—600 ква/т и более). На металлургических предприятиях некоторых стран внедрён предварительный подогрев шихты, позволяющий сократить продолжительность плавки, снизить расход электроэнергии и электродов. Технико-экономические показатели современных дуговых печей свидетельствуют о целесообразности их использования для выплавки не только легированной, но и рядовой стали. Так, в электросталеплавильных цехах США доля рядового металла достигает 70%, в ФРГ — 50%. Положительное влияние на развитие электрометаллургии стали окажет широкое промышленное освоение способов прямого получения железа , позволяющих производить высококачественное сырьё для электропечей. Использование металлизованной шихты для электроплавки (например, металлизованных окатышей) позволит сократить капитальные вложения на сооружение новых электросталеплавильных цехов и повысить производительность дуговых печей.
Одно из перспективных направлений развития С. п. — повышение качества стали путём внепечного рафинирования. Наибольшее промышленное значение имеют следующие методы: продувка металла в ковше или специальном агрегате инертными газами или окислительными смесями; вакуумная обработка стали; обработка стали синтетическими шлаками.
Примерно в середине 60-х гг. начала интенсивно развиваться т. н. спецэлектрометаллургия, которая включает различные виды рафинирующих переплавов заготовки, полученной в обычных сталеплавильных агрегатах (чаще всего в дуговых или индукционных печах). К ним относятся плавка в дуговых вакуумных печах и в индукционных вакуумных печах, Электрошлаковый переплав, Электроннолучевая плавка, плазменная плавка. В результате рафинирующего переплава исходный металл эффективно очищается от неметаллических включений и др. нежелательных примесей, повышаются плотность и однородность его структуры, улучшаются многие свойства стали.
В области разливки стали наблюдается постоянное увеличение доли непрерывно-литого металла. В середине 70-х гг. в мире работает свыше 500 машин непрерывного литья (МНЛ) стали. Крупнейшая в мире МНЛ, производительностью 1,9 млн. т стали в год, действует в США (1975). Наиболее широкое распространение получают МНЛ радиального типа. Выход готового продукта на лучших МНЛ мира достигает 96—99%. Как при непрерывном литье, так и при разливке стали в изложницы высокие технико-экономические результаты даёт замена стопорных устройств бесстопорными (шиберными) затворами — надёжными и безопасными в работе, позволяющими точно регулировать скорость разливки металла. Применение экзотермических шлакообразующих смесей позволяет улучшить поверхность получаемых слитков. Благодаря использованию теплоизолирующих и экзотермических прибыльных надставок удаётся значительно сократить потери металла.
К тенденциям С. п., как и чёрной металлургии в целом, следует отнести дальнейшую концентрацию производства, повышение степени непрерывности всего технологического цикла, специализацию отдельных цехов и предприятий, что создаёт благоприятные условия для снижения себестоимости и повышения качества стали, для достижения высокой степени механизации и автоматизации всего металлургического процесса, внедрения электронно-вычислительных машин и автоматизированных систем управления. Большое значение для развития С. п. имеют ведущиеся в ряде стран работы по созданию непрерывного сталеплавильного процесса и агрегата длящего проведения.
Мировое производство стали в 1974 превысило 700 млн. т, причём 136 млн. т было выплавлено в СССР. В промышленно развитых странах на душу населения приходится 400—600 кг стали (в СССР более 500 кг). По некоторым прогнозам, к 2000 мировое производство важнейшего металла современности может достичь 2 млрд. т.
Прокатное производство.
Прокатное производств получение путём прокатки из стали и других металлов различных изделий и полуфабрикатов, а также дополнительная обработка их с целью повышения качества (термическая обработка, травление, нанесение покрытий). В промышленных странах прокатке подвергается больше 4/5 выплавляемой стали. П. п. обычно организуется на металлургических заводах (реже на машиностроительных); как правило, особенно в чёрной металлургии, является завершающим звеном цикла К основным видам проката относятся: полупродукт, или заготовка, листовой и сортовой прокат, катаные трубы, заготовки деталей машин (особые виды проката) — колёса, кольца, оси, свёрла, шары, профили переменного сечения и др. Перечень прокатываемых изделий с указанием размеров называемым сортаментом проката большая часть которого в СССР стандартизована. Основное количество проката изготовляется из низкоуглеродистой стали, некоторая часть — из легированной стали и стали с повышенным (больше 0,4%) содержанием углерода. Прокат цветных металлов производится главным образом в виде листов, ленты и проволоки; трубы и сортовые профили из цветных металлов изготовляются преимущественно прессованием.
Прокатка стали. производство стального проката на современном металлургическом заводе осуществляется двумя способами. При первом исходным материалом служат слитки (отлитые в изложницы), которые перерабатываются в готовый прокат обычно в 2 стадии. Сначала слитки нагревают и прокатывают на обжимных станах в заготовку. После осмотра заготовки и удаления поверхностных дефектов (закатов, трещин и т.п.) производят повторный нагрев и прокатку готовой продукции на специализированных станах. Размеры и форма сечения заготовки зависят от её назначения: для прокатки листового и полосового металла применяют заготовки прямоугольного сечения шириной 400—2500 мм и толщиной 75—600 мм, называемые Слябами; для сортового металла — заготовки квадратного сечения размером примерно от 60×60 см до 400×400 мм, а для цельнокатаных труб — круглого сечения диаметром 80—350 мм.
При втором способе, применяемом с середины 20 в., прокатка исходной заготовки заменяется непрерывным литьём (разливкой) на специальных машинах. После осмотра и удаления дефектов заготовка, как и при первом способе, поступает на станы для прокатки готовой продукции. Благодаря применению непрерывно-литой заготовки упраздняются слябинги и блюминги, повышается качество проката, устраняются потери на обрезку головной части слитка, доходящие у слитков спокойной стали до 15—20%. Преимущества применения непрерывно-литой заготовки в производстве проката становятся ещё более значительными при совмещении процессов непрерывного литья и прокатки в одном неразрывном потоке. Для этой цели созданы литейно-прокатные агрегаты, в которых слиток на выходе из кристаллизатора не подвергается разрезке, проходит печь, где выравнивается температура по сечению, и затем поступает в валки прокатного стана. Т. о. осуществляется процесс кристаллизации и прокатки бесконечного слитка, т. е. пепрерывное производство проката из жидкого металла. Процесс получил широкое распространение при прокатке цветных металлов; он применяется также для производства стальной заготовки небольших сечений (примерно менее чем 150×150 мм) повышенного качества. Основная трудность в развитии этого процесса состоит в относительно низкой скорости выхода слитка из кристаллизатора (1—6 м/мин), что не позволяет в полной мере использовать производственные возможности непрерывного прокатного стана.
Прокатка листового металла производится из катаных или непрерывно-литых слябов и только листов толщиной свыше 50—100 мм — непосредственно из слитков или кованых слябов. В технологический процесс входят следующие основные операции: подача слябов со склада к нагревательным печам; нагрев; подача по рольгангу к рабочей клети стана и прокатка в несколько проходов (пропусков между валками), причём в первые проходы для получения листов требуемой ширины сляб иногда подаётся в валки поперёк или под углом; правка на роликовых правильных машинах; охлаждение на холодильниках; контроль и разметка; обрезка продольных кромок; обрезка концов, разрезка на листы определённой длины; иногда термическая обработка и покраска; отправка на склад готовой продукции.
Листы толщиной от 4 до 50 мм и плиты толщиной до 350 мм прокатываются на толстолистовых или броневых станах, состоящих из одной или двух рабочих клетей, а листы толщиной от 1,2 до 20 мм — на значительно более производительных непрерывных станах, на которых листы получаются в виде длинных (более 500 м) полос; при выходе из последней клети стана полосы сматываются в рулон. Листы толщиной менее 1,5—3 мм выгоднее прокатывать в холодном состоянии, поэтому дальнейшее уменьшение толщины листа осуществляется обычно на станах холодной прокатки. Для этого рулоны после их получения на непрерывных станах горячей прокатки транспортируются в цех холодной прокатки, где с поверхности металла удаляется окалина (в линии непрерывного травления), затем обрезаются концы и производится стыковка (электрическая контактная сварка) для полной непрерывности дальнейшего процесса. Травленые рулоны разматываются и в несколько проходов обжимаются до требуемой толщины (общее обжатие для низкоуглеродистой стали доходит до 75—90%). Прокатка осуществляется на непрерывных станах, состоящих из 4 или 6 четырёхвалковых клетей, или на одноклетевых реверсивных станах. После холодной прокатки полосу отжигают для устранения наклёпа, затем подвергают дрессировке, правке, резке на листы и упаковке (рис. 1).
Прокатка сортового металла включает следубющие основные операции: нагрев до 1100—1250 °С; подачу нагретой заготовки к рабочим клетям и прокатку в несколько проходов в калибрах, постепенно приближающих сечение исходной заготовки к сечению готового профиля; резку проката на пилах или ножницах на части требуемой длины или сматывание в бунты; охлаждение на холодильниках; правку на роликовых правильных машинах; контроль и отправку на склад готовой продукции.
Число проходов выбирается в зависимости от размеров и формы сечения исходной заготовки и готового профиля и составляет: для рельсов обычно 9, балок 9—13, угловых и других сортовых профилей, например зетообразного (рис. 2), 5—12, проволоки 15—21. Выполнение указанных технологических операций производится на специализированных сортовых прокатных станах, представляющих собой поточную автоматическую систему различных машин.
Прокатка (горячая) труб состоит из 3 основных и нескольких вспомогательных операций. Первая операция (Прошивка) — образование отверстия в заготовке или слитке; в результате получается толстостенная труба, называемая гильзой. Вторая операция (Раскатка) — удлинение прошитой заготовки и уменьшение толщины её стенки примерно до требуемых в готовой трубе размеров. Обе операции осуществляются с одного нагрева, но на различных прокатных станах, установленных рядом и входящих в общую систему машин трубопрокатного агрегата (См. Трубопрокатный агрегат). Первая операция выполняется на прошивных станах винтовой прокатки между бочкообразными или дисковыми валками на короткой оправке, вторая — на различных прокатных станах: непрерывных, пилигримовых, автоматических и трёх-валковых станах винтовой прокатки. Третья операция — калибровка (или Редуцирование) труб после раскатки. Калибровка осуществляется на калибровочных станах, затем трубы охлаждаются, правятся, контролируются и разрезаются на куски определённой длины. Трубы диаметром менее 65—70 мм подвергаются дополнительной горячей прокатке на редукционных станах. С целью уменьшения толщины стенки и диаметра, получения более высоких механических свойств, гладкой поверхности и точных размеров трубы после горячей прокатки подвергаются холодной прокатке на специальных станах, а также волочению.
Прокатка заготовок деталей машин (штучных изделий) находит широкое применение главным образом в производстве различных тел вращения и профилей переменного сечения: вагонных колёс, осей, бандажей, колец для подшипников качения, шаров, зубчатых колёс, винтов, свёрл и т.д. При этом иногда прокатка используется для выполнения лишь одной операции в комбинации с ковкой или штамповкой.
Прокатка цветных металлов. Наибольшее применение получила прокатка листов, ленты, фольги и проволоки из алюминия, меди, магния, цинка и их сплавов.
В технологический процесс прокатки листов из алюминиевых сплавов входят следующие основные операции: предварительнаяалепрокатка плоских непрерывно-литых слитков массой 0,5—5 т с обжатием около 10% для выравнивания их поверхности; правка на роликовых правильных машинах; фрезерование для получения чистой и гладкой поверхности; накладывание с обеих сторон слитка алюминиевых листов; нагрев; горячая прокатка с Плакированием до толщины 4—12 мм с последующим свёртыванием в рулоны; Отжиг и холодная прокатка. После холодной прокатки рулоны разматываются и режутся на листы, которые затем закаливают, травят, прокатывают вторично в холодном состоянии для прогладки или получения наклёпа, травят, разрезают и упаковывают.
В начале 60-х гг. 20 в. был разработан новый процесс прокатки листов из алюминия и его сплавов. Особенность этого процесса состоит в совмещении непрерывного литья с прокаткой. Исходным материалом служит жидкий алюминий, который поступает через распределительную проводку в межвалковое пространство, образованное между двумя горизонтальными валками (рис. 3). Алюминий, соприкасаясь с валками, кристаллизуется, а образующаяся полоса непрерывно выходит из валков стана. Валки могут быть расположены как в вертикальной плоскости, так и в горизонтальной. В первом случае алюминий подводится сбоку, а во втором — снизу. Этим методом успешно изготовляются полосы толщиной 8—12 мм, шириной 1000—1600 мм, которые затем сматывают в рулоны. Применение такой технологии вместо прокатки полосы из крупных слитков даёт большой экономический эффект.