

Отчет по практике
.docxИсходной заготовкой при прокатке листов и лепты из меди и латуни служат плоские слитки массой около 0,5—1 т, толщиной 100—150 мм, которые прокатываются в горячем состоянии до толщины 10—15 мм. Прокатанные листы фрезеруют для удаления поверхностных дефектов и затем подвергают холодной прокатке с промежуточными отжигами при 450—800 °С.
Для производства катанки из алюминиевых и медных сплавов наиболее эффективен способ непрерывного литья, совмещенный с прокаткой на непрерывном стане.
Технический прогресс в области П. п. характеризуется в первую очередь повышением качества прокатываемых изделий, которое обеспечивало бы наиболее эффективное использование металла потребителем. С этой целью прокатываемому изделию придаётся возможно более рациональная форма, способствующая снижению его массы, расширяется производство экономичных профилей проката, повышается точность его размеров, улучшаются прочностные и др. свойства металла, на его поверхность наносятся эффективные защитные покрытия. Одновременно снижается стоимость производственных затрат путём внедрения непрерывных процессов (от жидкого металла до готового проката), повышения скорости прокатки и автоматизации всех технологических процессов.
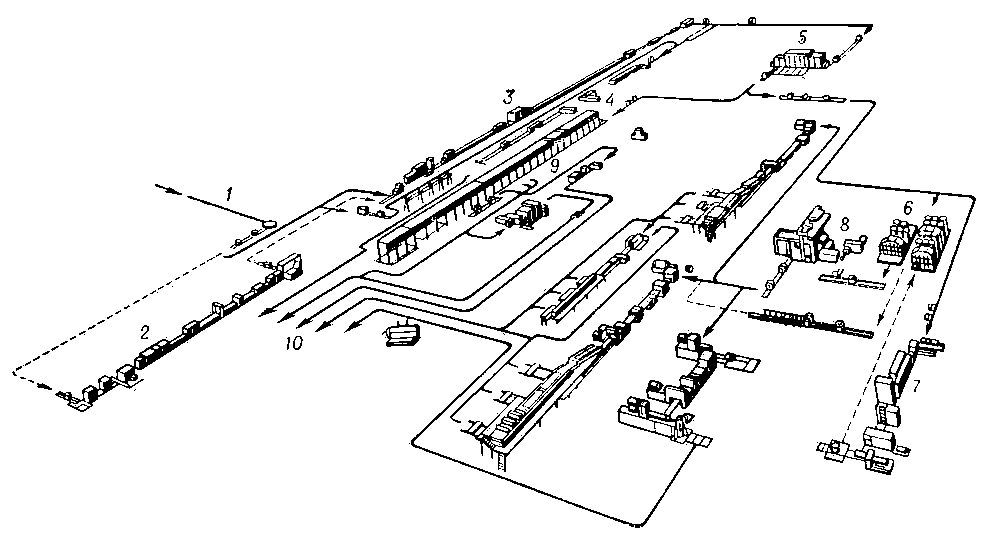
Рис. 1. Технологическая схема цеха холодной прокатки для производства листов: 1 — конвейер горячекатаных рулонов; 2 — агрегат нормализации; 3 — непрерывно-травильный агрегат; 4 — агрегат комбинированной резки; 5 — непрерывный стан холодной прокатки; 6 — термическое отделение; 7 — агрегат нанесения защитного покрытия; 8 — дрессировочный стан; 9 — непрерывно-цинковальный агрегат; 10 — отделение упаковки готовых продуктов.
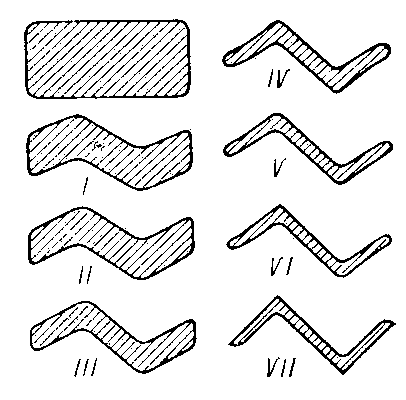
Рис. 2. Схема изменения сечения (калибровка) при прокате зетового профиля.
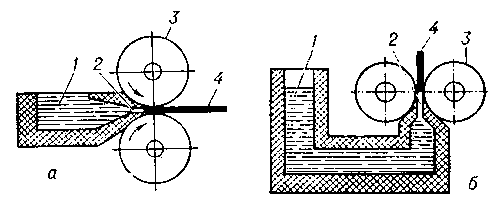
Рис. 3. Схемы способов бесслитковой прокатки полос: а — подача металла сбоку; б — подача металла снизу; 1 — распределительная ванна; 2 — межвалковое пространство (кристаллизатор); 3 — валки; 4 — полоса.
Сварочное производство.
Список использованных источников.
сайт: www.nzrmk.ru
Прокатное производство. Справочник, под ред. Е. С. Рокотяна, т, 1—2, М., 1962; Прокатное производство, 2 изд., М., 1968; Higgins R. A., Engineering metallurgy, 2 ed., pt 2, L., 1970; Holub J., Pžicné klinové válcováni, Praha, 1972. А. И. Целиков.
Сталеплавильное производство. Справочник, под ред. А. М. Самарина, т. 1—2, М., 1964; Явойский В. И., Теория процессов производства стали, 2 изд., М., 1967; Лемпицкий В. В., Голиков И. Н., Склокин Н. Ф., Прогрессивные способы повышения качества стали, М., 1968; Перспективы развития технологии черной металлургии, М., 1973; Электрометаллургия стали и ферросплавов, М., 1974; Калинников Е. С., Черная металлургия: реальность и тенденции, М., 1975; Баптизманский В. И., Теория кислородно-конверторного процесса, М., 1975. С. И. Венецкий.
Нехендзи Ю. А., Стальное литье, М., 1948; Гиршович Н. Г., Чугунное литье, Л. — М., 1949; Фанталов Л. И., Основы проектирования литейных цехов, М., 1953; Рубцов Н. Н., Специальные виды литья, М., 1955; его же, История литейного производства в СССР, 2 изд., ч. 1, М., 1962; Аксенов П. Н., Технология литейного производства, М., 1957; его же, Оборудование литейных цехов, М., 1968. Д. П. Иванов, В. Н. Иванов.
Сборник трудов по теории доменной плавки, сост. М. А. Павлов, т. 1, М., 1957; Леонидов Н. К., Усовершенствование конструкций доменных печей, М., 1961; Доменный процесс по новейшим исследованиям. [Сб. ст.]. К 100-летию со дня рождения акад. М. А. Павлова, М., 1963; Доменное производство. Справочник, под ред. И. П. Бардина, т. 1—2, М., 1963; Готлиб А. Д., Доменный процесс, 2 изд., М., 1966. В. Г. Воскобойников, А. Г. Михалевич.