

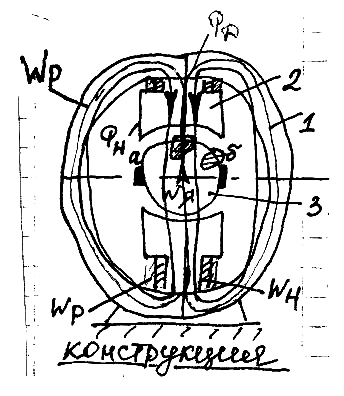
5. Сварочные генераторы с падающей внешней характеристикой. Конструкция, режимы работы, уравнения.
Обмотка независимого возбуждения, создающая намагничивающий магнитный поток, получает питание от выпрямительного блока, включенного в силовую сеть через феррорезонансный стабилизатор напряжения. Падающая ВХ генератора формируется из-за уменьшение результирующего потока генератора с ростом тока, при этом уменьшается ЭДС и индуктируемая в якоре и напряжение на выводах генератора. С ростом сварочного тока при неизмененном токе намагничивающей обмотке ВАХ линейно. Разнесение обмоток улучшает динамические свойства генератора и сказывается на его ВХ. Работа генератора протекает в условиях одного установившегося режима другим, что сопровождается переходными процессами в электрических цепях генератора. В процессе сварки происходит замыкание дугового промежутка каплей, потом отрыв капли от электрода. При рабочем режиме на конце электрода образуется растущая в объеме капля, переходящая затем в ванну на изделии.
Билет №16
1. Первичная и вторичная структуры сварных соединений. Форма первичных кристаллитов при сварке: 1)Равновесные (полиэдрические); 2)Пластинчатые; 3)Столбчатые. Если скорость роста одинакова во всех направлениях образуется полиэдрический кристалл. Если рост происходит по двум направлениям – пластинчатый. Если рост происходит в одном направлении образуется столбчатый кристалл. Столбчатые кристаллы растут от первого фронта затвердевания. На втором фронте образуется полиэдрические и пластинчатые кристаллиты. Механизмы роста кристаллитов при сварке: 1)Гладкий; 2)Ячеистый; 3)Дендритный; 4)Автономный.
Механизм роста зависит: 1)от концентрации легирующих элементов и примесей; 2)от градиента температур на фронте затвердевания; 3)от скорости кристаллизации.
Вторичная структура. Основные структурные зоны сварного соединения.
Т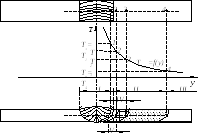 епло,
вводимое в металл от источника,
распространяется от шва на некоторое
расстояние в основной металл. Температура
металла в зоне сварки зависит от вида
источника тепла и температуры окружающей
среды и распределяется неравномерно
от максимальной, до температуры окружающей
среды. В результате в металле происходят
физические процессы, которые изменяют
его структуру и свойства. Участок
свариваемого металла, в котором в
результате нагрева и охлаждения
происходит изменение свойств и структуры
называется зоной термического влияния
(ЗТВ). При лазерной сварке ширина ЗТВ <
1 мм. При ЭШС ширина ЗТВ > 50
епло,
вводимое в металл от источника,
распространяется от шва на некоторое
расстояние в основной металл. Температура
металла в зоне сварки зависит от вида
источника тепла и температуры окружающей
среды и распределяется неравномерно
от максимальной, до температуры окружающей
среды. В результате в металле происходят
физические процессы, которые изменяют
его структуру и свойства. Участок
свариваемого металла, в котором в
результате нагрева и охлаждения
происходит изменение свойств и структуры
называется зоной термического влияния
(ЗТВ). При лазерной сварке ширина ЗТВ <
1 мм. При ЭШС ширина ЗТВ > 50
Особенности структуры ЗТВ. 1-2 – оплавленные зёрна основного металла; 2-3 – очень крупное зерно; Характерные зоны сварного соединения: I – сварной шов;II – ЗТВ;III – основной металл;IV – околошовная зона;V – зона оплавления; Тп – температура начала фазовых и структурных превращений; Тл – температура ликвидуса. Эти зоны характерны только для углеродистых и низколегированных сталей. Они отличаются микро- и макроструктурой, химическим составом, механическими свойствами.
2.Сварочные материалы для автоматической сварки под флюсом.
Для дуговой сварки под флюсом применяют электродную проволоку и флюс. В качестве электродной проволоки применяют такую же проволоку, что и в других способах сварки плавлением. Может применяться так же проволока, отформованная из ленты в трубку, внутрь которой запрессован флюс (порошковая проволока). В последнее время разработаны композитные проволоки, оболочка которых пластмассовая, а сердцевина – смесь флюса и железного порошка. Достоинство такой проволоки – полная невосприимчивость к влаге. Сварочный флюс должен хорошо защищать капли электродного металла и жидкий металл сварочной ванны от воздействия воздуха. Наряду с этим флюс обеспечивает устойчивое горение дуги, хорошее формирование шва и образует шлаковую корку, легко отделимую от поверхности шва и образует шлаковую корку, легко отделимую от поверхности шва после затвердевания; из флюса при плавлении не должно выделяться большого количества газов, пыли. Флюс должен обеспечивать заданные химический состав и механические свойства металла шва. По назначению выделяют три группы флюсов: для сварки углеродистых и легированных сталей, для сварки высоколегированных сталей, для сварки цветных металлов и сплавов. По химическому составу различают кислые и основные флюсы в зависимости от соотношения соответствующих окислов составе. По способу изготовления флюсы разделяют на плавленые и неплавленные.
3. Регуляторы цикла и включающие устройства. Включающее устройство коммутирует (включает или отключает) сетевое напряжение в контактной машине при помощи простейших контакторов или специальных устройств – прерывателей. Прерыватель содержит соответственно контактор и синхронизатор, который обеспечивает включение и отключение контактора в заданное время относительно фазы питающего напряжения
 Тиристорные
контакторы.
В настоящее
время серийно выпускаются контакторы,
заменивших ранее игнитронные контакторы.
Контакторы КТ-07 комплектуются тиристорами
с повышенной циклостойкостью к критической
скорости нарастания напряжения -
комплектуемые тиристорами таблеточного
исполнения. Действие термореле основано
на свойстве мембраны скачкообразно
изменять изгиб при достижении заданной
температуры. Термореле имеет температуру
срабатывания 60±5оС
и температуру возврата при охлаждении
45±10оС.
При срабатывании термореле размыкание
контактов термореле происходит через
толкатель, коромысло и контактную
пружину. Для защиты контакторов от
импульсных перенапряжений параллельно
им включаются варисторы. Конденсаторное
питание
представляет собой разновидность
питания с запасанием энергии в
электрических конденсаторах в паузах
между сварками. Это позволяет снизить
потребляемую мощность из сети в 10 раз
по сравнению с непосредственным питанием
из сети. Другим достоинством конденсаторного
питания является стабильное тепловыделение
при сварке изделий малой толщины (до
0,1 мм). Силовая часть конденсаторного
питания относительно проста. Управление
циклом сварки.
В
производстве всегда успешно эксплуатируется
аппаратура
управления циклом сварки КМ
нескольких поколений. К первому
поколению
относится аппаратура, использующая
релейно - контактные элементы, радиолампы.
Второе
поколение
построено на транзисторах и типовых
логических элементах, облегчающих
ремонт Третье
поколение
(ВАЗ) базируется на использовании
компактных интегральных типовых
микросхем, позволивших существенно
повысить точность и надёжность аппаратуры
и уменьшить её габариты в несколько
раз. Четвертое
поколение
использует
микропроцессорной элементную базу,
алфавитно-цифровые дисплеи и стационарные
индукционные датчики вторичного
(сварочного) тока, позволившие впервые
наблюдать за реальной величиной
сварочного тока и временем сварки в
процессе самой сварки.
Тиристорные
контакторы.
В настоящее
время серийно выпускаются контакторы,
заменивших ранее игнитронные контакторы.
Контакторы КТ-07 комплектуются тиристорами
с повышенной циклостойкостью к критической
скорости нарастания напряжения -
комплектуемые тиристорами таблеточного
исполнения. Действие термореле основано
на свойстве мембраны скачкообразно
изменять изгиб при достижении заданной
температуры. Термореле имеет температуру
срабатывания 60±5оС
и температуру возврата при охлаждении
45±10оС.
При срабатывании термореле размыкание
контактов термореле происходит через
толкатель, коромысло и контактную
пружину. Для защиты контакторов от
импульсных перенапряжений параллельно
им включаются варисторы. Конденсаторное
питание
представляет собой разновидность
питания с запасанием энергии в
электрических конденсаторах в паузах
между сварками. Это позволяет снизить
потребляемую мощность из сети в 10 раз
по сравнению с непосредственным питанием
из сети. Другим достоинством конденсаторного
питания является стабильное тепловыделение
при сварке изделий малой толщины (до
0,1 мм). Силовая часть конденсаторного
питания относительно проста. Управление
циклом сварки.
В
производстве всегда успешно эксплуатируется
аппаратура
управления циклом сварки КМ
нескольких поколений. К первому
поколению
относится аппаратура, использующая
релейно - контактные элементы, радиолампы.
Второе
поколение
построено на транзисторах и типовых
логических элементах, облегчающих
ремонт Третье
поколение
(ВАЗ) базируется на использовании
компактных интегральных типовых
микросхем, позволивших существенно
повысить точность и надёжность аппаратуры
и уменьшить её габариты в несколько
раз. Четвертое
поколение
использует
микропроцессорной элементную базу,
алфавитно-цифровые дисплеи и стационарные
индукционные датчики вторичного
(сварочного) тока, позволившие впервые
наблюдать за реальной величиной
сварочного тока и временем сварки в
процессе самой сварки.