

page 375
58.2 PRACTICE PROBLEMS
1.We try an EDM process where the copper tool has a mass of 200g before beginning and 180g after. The iron workpiece drops from 3.125kg to 3.096kg, but has rounded corners.
a)What is the tool wear factor?
b)If the tool was cylindrical to begin with, draw sketches of the electrode before and after.
2.What are the selection criteria for choosing between machining and EDM?
ans. EDM is particularly useful when dealing with internal cuts that are hard to get tools into. Machining tends to work best with external cuts. EDM is suitable for removal of smaller amounts of material at a much slower rate.
58.3 REFERENCES
Ghosh, A., Manufacturing Science, Ellis Horwood Ltd., Chichester, UK, 1986.
Lascoe, O.D., Handbook of Fabrication Processes, American Society of Materials, Metals Park, Ohio, 1988.
59. ELECTROCHEMICAL MACHINING (ECM)
•The physics - an electrode and workpiece (conductor) are placed in an electrolyte, and a potential voltage is applied. On the anode (+ve) side the metal molecules ionize (lose electrons) break free of the workpiece, and travel through the electrolyte to the electrode (a cathode; has a -ve charge; a surplus of electrons).
•NOTE: in EDM an arc was used to heat metal, here the metal dissolves chemically.


page 377
more than standard machining techniques).
•mrr is independent of material hardness.
•Good for low machinability, or complicated shapes.
•Very little tool wear,
•Forces are large with this method because of fluid pumping forces.
•Faraday’s laws state that,
m = |
Itε |
|
------ |
||
|
|
F |
m = |
weight (g) of a material |
|
I |
= |
current (A) |
t |
= |
time (sec) |
ε |
= |
gram equivalent weight of the material |
F= constant of proportionality - Faraday (96,500 coulombs)
•The basic principle is shown below
Cu |
Fe |
|
could be a battery, or electroplating, or ECM bath |
NaCl + H2O electrolyte |
|
• The chemical reaction between an electrode and the electrolyte leads to electrons being added, or removed from the electrode metal. This addition/subtraction leads to a voltage potential.


page 381
metal |
gram atomic |
valency of |
density |
|
weight |
dissolution |
(g/cm3) |
aluminum |
26.97 |
3 |
2.67 |
chromium |
51.99 |
2/3/6 |
7.19 |
cobalt |
58.93 |
2/3 |
8.85 |
copper |
63.57 |
1/2 |
8.96 |
iron |
55.85 |
2/3 |
7.86 |
nickel |
58.71 |
2/3 |
8.90 |
tin |
118.69 |
2/4 |
7.30 |
titanium |
47.9 |
3/4 |
4.51 |
tungsten |
183.85 |
6/8 |
19.3 |
zinc |
65.37 |
2 |
7.13 |
silicon |
28.09 |
4 |
2.33 |
manganese |
54.94 |
2/4/6/7 |
7.43 |
carbon |
|
2/4 |
1.8-2.1 |
• e.g.


page 383
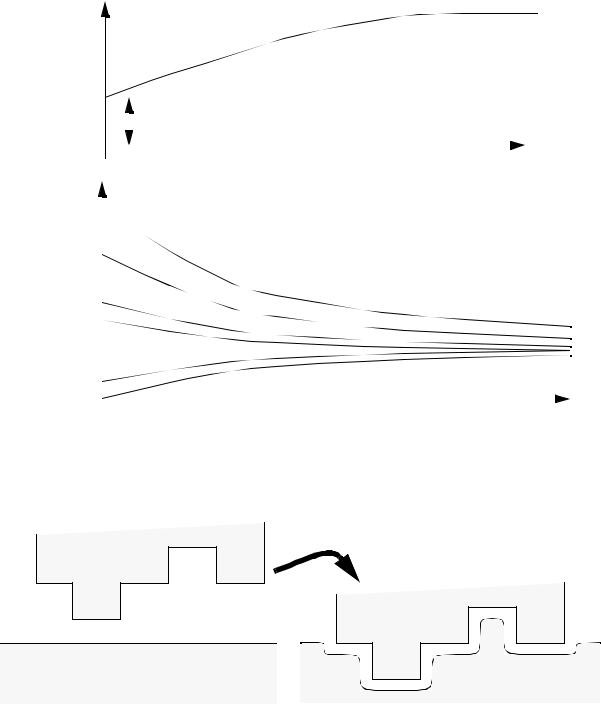
required V |
|
|
|
anode potential |
|
|
activation polarization overvoltage |
|
|
ohmic overvoltage |
|
|
concentration polarization overvoltage |
|
|
electrolyte ohmic voltage |
cathode |
|
|
|
anode |
concentration polarization overvoltage |
|
|
||
|
|
ohmic overvoltage |
|
activation polarization overvoltage |
|
|
|
cathode potential |
|
|
distance |
• The feed of the electrodes has the following effects
+ |
- |
|
tool |
|
v |
|
y |
|
work |
dy |
= |
|
KA( V – ∆ V) |
|
1 |
– v |
|
|
|||||
----- |
|
-----------------------------ρ ZF |
|
-- |
||
dt |
|
|
|
y |
|
K = conductivity of electrolyte( Ω –1)
page 384
y(t)
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
for electrode velocity v = 0 |
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
|
|
y0 |
|
|
t |
||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
4 |
|
|
|
|
gap |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
y0 = 4 |
|
|
For electrode starting above/below equilibrium |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
electrode gap - eventually the electrode approaches |
|||||||||||||||||||||||||||||||||||||||||||||||||
3 |
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
the equilibrium gap. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
y |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
|
|
1.5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0.5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
0 |
|
|
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
2 |
|
4 |
|
|
|
|
|
6 |
|
|
|
|
|
|
t |
|||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||
• The ECM process will erode material in a radial direction, so care must be made in tooling design.
Produces
•As current flows through the electrolyte, it is heated, and conductivity decreases.
•Surface finish is affected by,
-selective dissolution
-sporadic breakdown of the anodic film