


page 387
60. ELECTRON BEAM MACHINING
•The basic physics is an electron beam is directed towards a work piece, the electron heat and vaporize the metal.
•Typical applications are,
-annealing
-welding
-metal removal
•electrons accelerated with voltages of approx. 150,000V to create velocities over 200,000 km/ sec.
•beam can be focused to 10 to 200 micro m and a density of 6500 GW/mm2
•good for narrow holes and slots.
e.g. a hole in a sheet 1.25 mm thick up to 125 micro m diameter can be cut almost instantly with a taper of 2 to 4 degrees
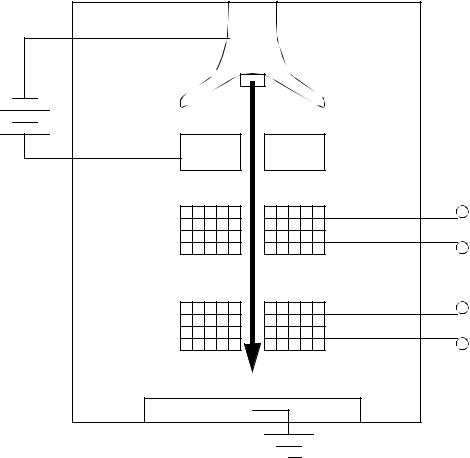
•the electron beam is aimed using magnets to deflect the stream of electrons
•a vacuum is used to minimize electron collision with air molecules.
•beam is focussed using an electromagnetic lens.
ASIDE: Power density available from different processes power density (W/mm2)
108 |
electric discharge |
|
|
|
|
|
|
||
106 |
laser beam |
|
|
|
|
|
|
|
|
|
|
|
electron beam |
|
104 |
|
|
|
|
|
|
|
welding arc |
|
102 |
|
|
|
gas flame |
|
|
|
|
|
1 |
|
|
|
feature size ( m) |
|
|
|
|
|
10 |
102 |
103 |
104 |
105 |
page 388
• The process looks like,
|
cathode |
hot tungsten |
|
|
|
- |
|
emits electrons |
|
|
|
+ |
anode |
|
|
|
electromagnetic lens |
|
|
electron beam |
vacuum chamber |
|
|
(10-5 mmHg) |
|
beam deflector |
|
workpiece |
|
• Some examples of cutting performance are given below, |
|
|
|
|
|||||||
|
EBM DRILLING EXAMPLES |
|
|
|
|
|
|
||||
|
material |
|
workpiece |
|
Hole |
|
Drilling |
|
Accelerating |
|
Beam |
|
|
|
|
|
|
||||||
|
|
|
thickness |
|
diameter |
|
time |
|
Voltage |
|
Current |
|
|
|
(mm) |
|
(micro m) |
|
(sec) |
|
(KV) |
|
(micro A) |
|
|
|
|
|
|
|
|
|
|
|
|
|
tungsten |
|
0.25 |
|
25 |
|
<1 |
|
140 |
|
50 |
|
stainless steel |
|
2.5 |
|
125 |
|
10 |
|
140 |
|
100 |
|
stainless steel |
|
1.0 |
|
125 |
|
<1 |
|
140 |
|
100 |
|
aluminum |
|
2.5 |
|
125 |
|
10 |
|
140 |
|
100 |
|
alumina (Al2O3) |
|
0.75 |
|
300 |
|
30 |
|
125 |
|
60 |
|
Quartz |
|
3.0 |
|
25 |
|
<1 |
|
140 |
|
10 |
page 389
|
EBM SLOT CUTTING EXAMPLES |
|
|
||||||||
|
Material |
|
Workpiece Slot |
Cutting |
Accelerating |
Average |
|||||
|
|
||||||||||
|
|
|
|
thickness |
Width |
Speed |
Voltage |
Beam |
|||
|
|
|
|
(mm) |
(micro m) |
(mm/min) |
(KV) |
Current |
|||
|
|
|
|
|
|
|
|
|
|
|
(micro A) |
|
|
|
|
|
|
|
|
|
|
|
|
|
Stainless steel |
|
0.175 |
|
|
100 |
50 |
|
130 |
50 |
|
|
tungsten |
|
0.05 |
|
|
25 |
125 |
150 |
30 |
||
|
brass |
|
0.25 |
|
|
100 |
50 |
|
130 |
50 |
|
|
alumina |
|
0.75 |
|
|
100 |
600 |
150 |
200 |
||
• typical energy requirements for cutting are, |
|
|
|
|
|||||||
|
|
Material |
|
|
C (W/mm3/min) |
|
|
||||
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
||
|
|
Tungsten |
|
|
12 |
|
|
|
|
||
|
|
Fe |
|
|
|
|
7 |
|
|
|
|
|
|
Ti |
|
|
|
|
6 |
|
|
|
|
|
|
Al |
|
|
|
|
4 |
|
|
|
|
•e.g. to cut a 150 micro m wide slot in a 1mm thick tungsten sheet, using a 5KW power source, determine the cutting speed.
-assume speed is v mm/min
-Q = 150/1000 * 1 * v mm3/min
-beam power P = CQ = 12 ( 150/1000) v = 5000 therefore, v = 46 mm/sec
•Basic mechanics,
page 390
Me = 9.109× |
10–31kg |
electron properties |
|||||
C = 1.602× 10–19 coulombs |
|
||||||
|
1 |
|
|
2 |
2 |
|
|
E = |
--M |
e |
( u |
|
– u ) e V |
|
potential field accelerated through |
|
2 |
|
|
o |
|
||
electron charge
final velocity
initial velocity
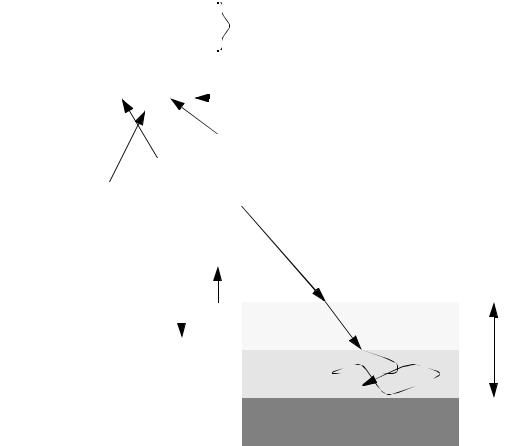
electron with energy E
vacuum
|
|
|
|
|
material |
transparent layer |
|
total range
δ
the electron travels through the vacuum until it strikes the material. They generally penetrate the top layer, then become trapped in some layer beneath the surface.
δ = 2.6× 10 |
–17 V2 |
|
----- |
||
ρ ( mm) |
||
V = |
Accelerating potential (V) |
|
ρ = |
material density (kg/mm3) |
|
• e.g.
page 391
When drilling steel with EBM an accelerating voltage of 150KV is used. What is the electron range?
ρ |
= 76× 10 |
–7 |
|
kg |
|
|
---------- |
||
|
|
|
mm3 |
δ× –17 150× 103 2 µ
=2.6 10 -------------------- mm = 77 m
76× 10–7
•the heat rise can be estimated using a one dimensional heat flow equation
∂θ( z, t) |
= |
α∂ 2θ ( z, t) |
1 |
∂t |
∂z2 |
+ Cp H( z, t) |
|
----------------- |
|
------------------------ |
----- |
θ= temperature of metal
α= thermal diffusivity
z |
= distance from surface |
|
|
|||||
t |
= time |
|
|
|
|
|
||
Cp = specific heat of metal |
|
|
||||||
ρ |
= metal density |
|
|
|
|
|||
H( z, t) |
|
= heat source intensity |
|
|||||
H( z) |
= Ae–bz |
|
|
|
|
|||
|
|
A = |
constant |
|
|
|
|
|
|
|
b = |
constant of energy absorption by the metal |
|||||
|
∂θ( z, t) |
= |
α∂ 2θ ( z, t) |
+ |
A |
e |
–bz |
|
-----------------∂t |
|
------------------------∂z2 |
ρ---------Cp |
|
||||
|
|
|
|
|
|
|||
page 392
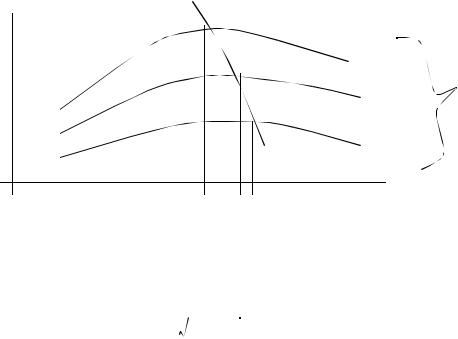
now assume,
1.the metal body is semi-infinite
2.the surface of the metal is insulated, except for the hot spot
3.the heat H(z) remains constant over time
longer pulses lead to the |
|
|
|
hot spot near the surface |
|
|
|
theta |
|
|
|
|
|
|
τ 3 large |
|
|
|
pulse durations |
|
|
|
τ 2 medium |
|
|
|
τ 1 short |
Z3 |
Z2 |
Z1 |
z |
|
|
|
|
• We can estimate the melting temperature with, |
|
|
|
|
|
P |
Z = 0.1 |
------------------------------ |
|
θ |
m kdvρ Cp |
|
• e.g.