

програм ТИШИ 2014-15 пдф
.pdfпоследующей фиксацией. В швейном производстве находят применение три способа: термоконтактный с использованием электрического нагревательного инструмента (горячего клина); высокочастотный и ультразвуковой с генерацией тепла в свариваемых материалах, горячим воздухом, термопластичными лентами, с помощью горячего воздуха и ультразвука.
Комбинированный способ соединения деталей одежды представляет собой сочетание двух способов соединения - ниточного и клеевого или ниточного и сварного - и применяется для получения прочных и герметичных швов.
В заклепочных соединениях при креплении этих деталей в соответствующее отверстие структуры тканей вставляют стержни (заклепочные элементы), а затем их расклепывают. Литьевой способ соединения является одним из основных способов переработки полимеров. При литьевом формовании пластмассовых деталей непосредственно на одежде и других изделиях характер взаимодействия расплава полимера с тканью существенно отличается от взаимодействия при обычном склеивании тканей.
Методы обработки швейных изделий представляют собой разнообразные сочетания операций, выполняемых в определенной последовательности. При изготовлении изделий применяют методы последовательной, параллельной и параллельно-последовательной обработки.
При изготовлении швейных изделий применяются различные виды работ (операций): машинные (М), спецмашинные (СМ), прессовые (П), утюжильные (У), ручные (Р).
Литература:
Курабаева Ф.А. Основы технологии изготовления швейных изделий. – Павлодар:
ПГПИ, 2008. – 186 с.
Силаева М.А. Пошив изделий по индивидуальным заказам. – М.: Академия, 2004. –
528 с.
Мультимедийное сопровождение: электронная презентация «Основы технологии изготовления одежды»
Тема 2 Технология ручных швейных работ Лекция 2 Технология ручных швейных работ
План:
1)Организация рабочего места для выполнения ручных работ
2)Инструменты и приспособления для ручных работ
3)Основные приемы ручных работ
4)Классификация ручных стежков и строчек
5)Строение, технология выполнения и назначение строчек прямых, косых, крестообразных, петлеобразных, петельных и специальных стежков
Тезисы лекции
1 Организация рабочего места
Под рабочим местом понимается участок производственной площади, предназначенный для определенной работы и оснащенный в соответствии с характером этой работы. Размеры рабочих мест различны: они зависят от вида изделия и выполняемой операции. Ручные работы могут выполняться стоя и сидя.
Для повышения производительности труда и качества выпускаемой продукции необходимо обеспечить правильную посадку рабочего за столом. Расстояние от глаз работающего до изделия должно быть равно 25-30 см, ноги следует держать на подставке или перекладине. Необходимые для ручных работ инструменты должны находиться справа от работающего.
2 Инструменты и приспособления для ручных работ Инструменты. Ручные иглы должны быть острыми, упругими, неломкими. В
зависимости от длины и диаметра иглы подразделяют по номерам (1 - 12). Иглы подбирают в
зависимости от вида изделия, обрабатываемой ткани и выполняемой операции. К иглам и обрабатываемым тканям следует подбирать нитки соответствующих номеров.
Наперсток предназначен для предохранения пальца от укола при прокалывании иглой ткани. Его надевают на средний палец правой руки. Наперстки бывают с донышком и без него. При изготовлении изделий из легких тканей рекомендуют использовать наперстки с донышком, из тканей средней толщины и толстых - без донышка.
Ножницы при изготовлении изделий по индивидуальным заказам используют для раскроя тканей, подрезки деталей, обрезки концов ниток. Ножницы выпускаются восьми номеров. Их подбирают в зависимости от выполняемой операции и обрабатываемой ткани
Сантиметровую ленту применяют для снятия размерных признаков с фигуры человека и измерения деталей изделия.
Приспособления. Манекен используют для проверки правильности изготовления изделий в процессе обработки и в готовом виде.
Лекала представляют собой детали изделия, вырезанные из картона или других материалов. Различают лекала-эталоны, рабочие и вспомогательные.
Кольцо с ножом применяют для обрезки ниток после окончания работы. Кольцо надевают на указательный палец.
Колышек применяют для выправления углов борта, воротника, петель, различных фигурных швов и т. п.
Булавки используют для скалывания деталей, при переводе линий с одной половины изделий на другую, при уточнении конструктивных линий во время примерки и т. д. Длина булавок составляет 3 - 4 см.
Линейки, угольники и лекала применяют для построения чертежей деталей изделия, а также при раскрое и пошиве швейных изделий.
Резцы применяют для перенесения контура деталей на ткань, с ткани на бумагу, а также для перенесения линий с одной детали на другую.
Мел используют для нанесения линий и знаков при примерке и раскрое. Толщина меловых линий не должна превышать 0,1 см.
3 Основные приемы ручных работ
Вдевание нитки в иглу, завязывание узла, прокалывание слоев материала иглой, окончание ручной строчки. Приемы работы с иглой и наперстком - обрабатываемое изделие или деталь кладут на указательный и средний пальцы левой руки, сверху прижимают большим пальцем. Указательным и большим пальцами правой руки берут иглу как можно ближе к острию (на 1/4 ее длины) и держат перпендикулярно наперстку, надетому на средний палец правой руки, при этом согнутые суставы среднего пальца должны образовать прямоугольник. Боковой частью наперстка иглу проталкивают в ткань.
4 Классификация ручных стежков и строчек
Ручные стежки по своему строению (и назначению) подразделяются на: 1 - прямые (сметочные и копировальные);
2 - косые (2.1 - наметочные, 2.2 - косые выметочные, 2.3 - косые обметочные, 2.4 - косые подшивочные, 2.5 - стегальные, 2.6 - штуковочные);
3 - петлеобразные (3.1 - стачные, 3.2 - разметочные, 3.3 – потайные, подшивочные, 3.4 - вспушные, 3.5 - копировальные);
4 - стежки для пришивания фурнитуры (4.1 - закрепки, 4.2 - нитяные петли, 4.3 - для пришивания пуговиц, 4.4 - для пришивания крючков и петель);
5 - крестообразные;
6 - петельные.
5 Строение, технология выполнения и назначение строчек прямых, косых, крестообразных, петлеобразных, петельных и специальных стежков
Прямые стежки применяют для временного соединения деталей между собой, сметывания и наметывания деталей, заметывания низа рукавов и низа изделий, образования сборок. Длина стежка Lст = 1 - 5 см в зависимости от назначения и свойств ткани. При
сметывании и наметывании де-талей без посадки Lст - 1,5 - 2,5 см. При сметывании и наметывании с посадкой Lст = 0,7 - 1,5 см. При заметывании края детали Lст = 1-3 см. При выметывании обработанных краев деталей Lст. = 0,5 -1,0 см
Косые наметочные (сметочные) стежки применяют для временного соединения деталей. При использовании этих стежков почти исключается сдвиг слоев тканей относительно друг друга. Строчка косых стежков более эластична, чем строчка прямых стежков.
Косые стегальные стежки применяют для постоянного соединения двух деталей в целях придания им упругости (выстегивание нижних воротников, лацканов). Особенность стегальных стежков - при проколе иглой захватывают нижнюю ткань на 1/3 ее толщины, поэтому с лицевой стороны детали строчка не заметна.
Петлеобразные стачные стежки применяют для постоянного назначения для соединения деталей швом повышенной растяжимости и прочности. Строчка стачных стежков имитирует машинную.
Потайные подшивочные стежки применяют для подшивания подогнутых внутрь краев деталей из осыпающихся тканей. (Например, подшивание подкладки по низу изделия, горловине, срезов окатов подкладки рукавов по проймам изделия и т. п.).
Крестообразные стежки применяют для подшивания подогнутых срезов деталей из осыпающихся тканей. Эти стежки в отличие от других выполняют слева направо, образуя строчку, которая закрепляет срез детали и предохраняет его от осыпания. Используют для подшивания низа брюк, юбок, прокладки внизу рукава, срезов деталей из осыпающихся тканей.
Петельные стежки применяют для выполнения обметанных петель, обметывания срезов деталей из легкоосыпающихся тканей. При образовании петельного стежка иглу вводят в ткань снизу вверх на расстоянии 0,2-0,4 см от среза, конец иглы обвивают ниткой и стежок затягивают.
Литература:
Курабаева Ф.А. Основы технологии изготовления швейных изделий. – Павлодар:
ПГПИ, 2008. – 186 с.
Силаева М.А. Пошив изделий по индивидуальным заказам. – М.: Академия, 2004. –
528 с.
Мультимедийное сопровождение: электронная презентация «Технология ручных швейных работы»
Тема 3 Классификация и характеристика швейного оборудования Лекция 3 Классификация и характеристика швейного оборудования
План:
1)Классификация швейных машин
2)Общее устройство швейных машин
3)Классификация машинных стежков и строчек
4)Процесс образования челночного и цепного стежков. Свойства челночных и цепных строчек
5)Неполадки в работе швейных машин
Тезисы лекции
1 Классификация швейных машин
Различают три типа классификации швейных машин: технологическую, конструкторскую и заводскую.
Технологическая классификация предусматривает деление швейных машин на следующие группы в зависимости от назначения.
В основу конструкторской классификации положены особенности конструкции, характеризующие данный тип машины:
Согласно заводской классификации – все швейные машины делятся на классы и варианты. Каждый завод-изготовитель устанавливает свои обозначения классов и вариантов с указанием фирм или заводов изготовителей.
2 Общее устройство швейных машин
Промышленная швейная машина состоит из головки машины, промышленного стола и индивидуального электрического привода. Для выполнения челночного стежка в швейной машине имеются пять рабочих органов: игла, челнок, нитепритягиватель, двигатель ткани и лапка.
Механизм иглы. Игла, прокалывая ткани, проводит верхнюю нитку под игольную пластинку. В момент подъема из нижнего положения со стороны короткого желобка иглы образуется петля. Игла, вставленная в игловодитель до упора, удерживается в нем иглодержателем при помощи винта.
Механизм нитепритягивателя воспроизводит заданное движение для подачи нитки и ее затяжки. Рычаг нитепритягивателя движется вверх и вниз. При движении вниз он подает нитку игле и челноку, при движении вверх — выбирает ее и затягивает петлю игольной нитки. Рычаг нитепритягивателя имеет отверстие на конце — ушко для заправки нитки.
Механизм перемещения материалов. Состоит из трех сборочных единиц: вертикального и горизонтального перемещения рейки и лапки. В машине применяется реечный механизм перемещения материалов, состоящий из четырех узлов: 1) вертикальных перемещений рейки; 2) горизонтальных перемещений рейки; 3) регулятора стежка и изменения направления перемещения материала; 4) лапки.
Зубчатая рейка передвигает ткань, двигаясь в сторону от работающего, она захватывает зубцами ткань и передвигает ее. Ткань к игольной пластинке прижимается лапкой, прикрепленной к стержню винтом. Она имеет два рожка и отверстие для прохода иглы. Подошва лапки гладкая, поэтому ткань при перемещении скользит под ней.
Механизм челнока преобразует вращательное движение главного вала в колебательное движение челнока. Челнок захватывает нитяную петлю, расширяет и обводит петлю вокруг шпульного колпачка, чтобы переплести верхнюю и нижнюю нитки.
3 Классификация машинных стежков и строчек
В соответствии с международной классификацией машинные стежки подразделяются на классы и типы. Стежки, предназначенные для выполнения строчек при изготовлении швейных изделий, имеют следующие классы:
класс 100 — однониточные цепные стежки; класс 300 — челночные двухниточные стежки; класс 400 — цепные двухниточные стежки; класс 500 — обметочные стежки; класс 800 — комбинированные стежки.
Машинные стежки образуют следующие строчки: стачивающие, обметочные, комбинированные (стачивающие с одновременным обметыванием срезов), подшивочные, отделочные. Все внутренние строчки относятся к скрепляющим, а наружные, видимые с лицевой стороны изделия, - к отделочным.
Машинные стежки и строчки, выполняемые на швейных машинах, делятся по строению на две основные группы - челночные и цепные.
4 Процесс образования челночного и цепного стежков. Свойства челночных и цепных строчек
Игла 2 (рис. 1, а) прокалывает материалы, проводит верхнюю нитку через них и опускается в нижнее крайнее положение. При подъеме иглы из нижнего крайнего положения на 1,5-2 мм образуется петля, которую захватывает носик челнока 3.
Игла 2 поднимается вверх (рис. 1,б), челнок 3, захватив петлю верхней нитки, расширяет ее. Нитепритягиватель 1, перемещаясь вниз, подает нитку челноку.
Петля верхней нитки (рис. 1, в) обводится челноком 3 вокруг шпульки 4.
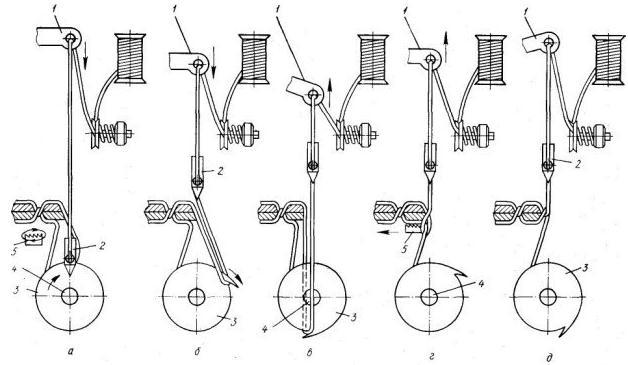
Когда петля верхней нитки будет обведена вокруг шпульки 4 (рис. 1, г) на угол более 180°, нитепритягиватель 1, поднявшись вверх, затянет стежок. Рейка 5 переместит материалы на длину стежка. Челнок 3 (рис. 1, д) совершает холостой ход; игла 2, нитепритягиватель 1 и рейка за это время заканчивают свою работу.
Цепные стежки в отличие от челночных образуются введением в петлю игольной нитки петли этой же нитки (однониточные цепные стежки) или петель ниток петлителя (двух- и более ниточные цепные стежки). С лицевой стороны эти стежки имеют вид штрихов из игольных ниток, а с изнаночной - цепочки из петель. Узел переплетения в цепных стежках всегда располагается с изнаночной поверхности ткани.
Рисунок 1 – Процесс образования челночного стежка
Воднониточных цепных стежках петлитель захватывает и удерживает нить иглы до момента повторного входа иглы в материал. При этом первую петлю он подставляет под новый прокол иглы. За время, проходящее между проколами иглы, осуществляется продвижение материала.
Вдвухниточных цепных стежках прямолинейных строчек петлитель, захватывая петлю иглы, вводит в нее свою петлю, которую подставляет затем под новый прокол иглы. Далее он выходит из первой петли иглы и вновь входит во вторую петлю иглы. Затем процесс повторяется.
Челночную строчку трудно распустить, она достаточно прочна на разрыв в направлении как вдоль, так и поперек нее. Строчка из однониточных цепных стежков в два раза эластичнее челночной и прочнее ее при растяжении вдоль шва.
5 Неполадки в работе швейных машин
Неполадки |
Причины неполадок |
Способы устранения неполадок |
1. Поломка |
А) неправильное положение лапки |
А) затянуть винт крепления лапки |
иглы |
Б) номер иглы не соответствует |
Б) иглу, нитки подобрать в |
|
номеру ниток и толщине ткани |
соответствие с толщиной ткани |
|
В) изгиб иглы |
В) заменить иглу (нельзя тянуть |
|
Г) игла плохо закреплена или |
материал руками во время шитья) |
|
вставлена не до упора |
Г) вставить иглу и затянуть винт до |
|
Д) неправильно вставлен шпульный |
упора |
|
колпачок в челночное устройство |
Д) установить правильно шпульный |
|
|
колпачок, услышать щелчок |
2. Обрыв |
А) неправильная заправка верхней |
А) заправить верхнюю нить в |
верхней нити |
нити |
нужной последовательности |
|
Б) большое натяжение верхней нити |
Б) ослабить натяжение в регуляторе |
|
В) некачественная игла (плохая |
натяжения верхней нити |
|
полировка ушка) |
В) заменить иглу |
|
Г) плохое качество нитки |
Г) сменить нитки |
3. Обрыв |
А) неправильная заправка нижней |
А) правильно заправить нижнюю |
нижней нити |
нити |
нить |
|
Б) большое натяжение нижней нити |
Б) ослабить винт шпульного |
|
В) на шпульке закончилась нитка |
колпачка |
|
|
Г) намотать нить на шпульку |
4. Не |
А) неправильно установлена игла |
А) правильно установить иглу |
образуется |
Б) тупая, гнутая игла |
(длинный желобок иглы должен |
строчка |
В) игла слишком тонка для |
“смотреть” на нитенаправитель) |
(пропуск |
выбранной нитки |
Б) заменить иглу |
стежков) |
|
В) подобрать соответствующую |
|
|
иглу и нитки |
5. Тяжелый |
А) машина грязная, засорена |
А) прочистить челнок, смазать |
ход машины |
нитками пылью |
машину |
|
Б) колесо моталки прижато к |
Б) отпустить защелку язычка |
|
маховику |
моталки |
6. Машина не |
А) ослаблен фрикционный винт |
А) затянуть фрикционный винт по |
включается в |
|
часовой стрелке |
рабочий ход |
|
|
7. Плохо |
А) слабый нажим лапки на материал |
А) подтянуть головочный винт |
продвигается |
Б) малый подъем зубцов зубчатой |
Б) поставить переключатель |
ткань |
рейки |
регулятора подъема зубчатой рейки |
|
|
на “Н” |
8. Ткань не |
А) регулятор подъема зубчатой |
А) поставить ручку регулятора на |
двигается |
рейки стоит на “В” |
“Н” или “Ш” |
совсем |
Б) регулятор длины стежка стоит на |
Б) поставить рычаг регулятора |
|
нулевой отметке |
длины стежка на метку 1-4,5 |
9. Петляют |
А) ослаблен регулятор натяжения |
А) затянуть гайку регулятора или |
верхняя или |
верхней нити или винт на шпульном |
винт на шпульном колпачке |
нижняя нитки |
колпачке |
Б) глубоко провести нить между |
|
Б) нить свободно лежит на шайбах |
шайбами при заправке верхней нити |
|
регулятора натяжения верхней нити |
В) использовать нити одной |
|
В) верхняя и нижняя нити разной |
толщины |
|
толщины |
|
10. На ткани |
А) игла слишком толста для данной |
А) правильно подобрать номер иглы |
образуются |
ткани |
Б) заменить иглу |
затяжки |
Б) затупленная игла |
|
Литература:
Курабаева Ф.А. Основы технологии изготовления швейных изделий. – Павлодар:
ПГПИ, 2008. – 186 с.
Силаева М.А. Пошив изделий по индивидуальным заказам. – М.: Академия, 2004. –
528 с.
Мультимедийное сопровождение: электронная презентация «Технология ручных швейных работы»

Тема 4 Технология машинных швейных работ Лекция 4 Технология машинных швейных работ (2 час.)
План:
1)Организация рабочего места для машинных работ
2)Технические условия выполнения машинных работ
3)Классификация машинных швов
4)Строение, технология выполнения и назначение соединительных, краевых и отделочных машинных швов
5)Приспособления для машинных работ
Тезисы лекции 1 Организация рабочего места для машинных работ
На столе 1 с индивидуальным электроприводом (рис. 2) устанавливают головку швейной машины 2 и бобинодержатель 4. На гладкой поверхности стола раскладывают необходимые инструменты и приспособления. На столе укреплено специальное приспособление для наматывания ниток на шпульку. Рабочее место может быть оборудовано откидной подставкой или стеллажом. Винтовой стул должен давать возможность поворотов и регулировки высоты сидения и опоры для спины работающего. Светильник 3 используется для местного освещения. Коленчатый рычаг 5 предназначен для подъема лапки ногой под крышкой стола.
Рисунок 2 – Рабочее место для машинных работ
Правильная посадка работающего, освоение приемов работы способствуют повышению производительности труда. Изделие должно находиться на расстоянии 30-40 см от глаз работающего, локти - на одном уровне с крышкой стола. Работающий должен сидеть напротив головки машины, обе ноги его должны находиться на педали.
2 Технические условия выполнения машинных работ
1.Все внутренние строчки выполняют нитками в цвет ткани верха.
2.Номера ниток, машинных игл и частота строчки при выполнении машинных работ должны соответствовать толщине ткани и характеру выполняемых операций.
3.При изготовлении изделий из шерстяных и шелковых тканей все отделочные строчки, а также петли и закрепки выполняют шелковыми (отделочными) нитками. Цвет ниток для отделочных строчек должен соответствовать цвету ткани верха или быть другого цвета, если это предусмотрено моделью.
4.Концы верхних ниток отделочных строчек выводят на изнаночную сторону, завязывают узлом и (или) закрепляют тремя-четырьмя ручными стежками.
5.Концы всех внутренних строчек, выполняемых на стачивающей машине, закрепляют двойной обратной строчкой (закрепкой) длиной 0,7-1 см; на специальных машинах - длиной 1,5 - 2
6.При прокладывании строчек по замкнутым контурам строчки в конце швов должны заходить одна на другую не менее чем на 2 - 2,5 см.
7.Ширина швов должна соответствовать припускам на швы.
8.Стачивание деталей, настрачивание швов, прокладывание отделочных строчек рекомендуется выполнять с помощью направляющих линеек. Фигурные отделочные строчки выполняют по линиям, намеченным по вспомогательным лекалам.
9.При соединении двух деталей, одна из которых с прямым срезом, а другая с косым, деталь с косым срезом необходимо положить снизу (на рейку двигателя ткани), а деталь с прямым срезом - сверху.
10.При соединении двух деталей из тканей разной толщины, например ткань верха и ткань подкладки, вниз следует положить деталь из толстой ткани.
11.При соединении двух деталей с посадкой одной из них деталь, которую нужно посадить, следует положить вниз на рейку двигателя ткани.
12.Срезы деталей обметывают хлопчатобумажными нитками или мононитями.
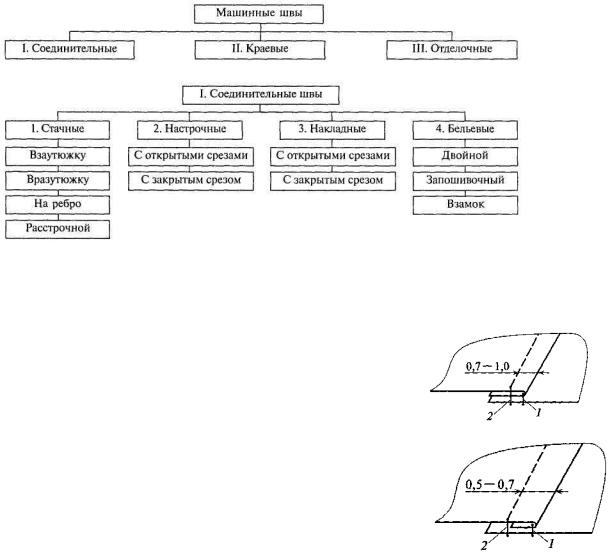
3 Классификация машинных швов
4 Строение, технология выполнения и назначение соединительных, краевых и отделочных машинных швов
Швы |
Технические условия и область применения |
Рисунок |
|
|
|
2. Настрочные |
Детали стачивают строчкой 1, шов заутюживают |
|
2.1. С |
и прокладывают отделочную строчку 2 по |
|
открытыми |
лицевой стороне изделия швом шириной по |
|
срезами |
модели. Используют для соединения боковых, |
|
|
плечевых срезов, средних срезов спинки и др. |
|
|
|
|
2.2. С |
Детали складывают лицевыми сторонами внутрь |
|
закрытым |
таким образом, чтобы срез нижней детали |
|
срезом |
выступал за срез верхней на ширину отделочной |
|
|
строчки плюс 0,4-1,0 см, и со стороны верхней |
|
|
детали на расстоянии 0,5 - 0,7 см от среза верхней |
|
|
детали прокладывают стачивающую строчку 1. |
|
|
Далее шов выполняют так же, как и настрочной с |
|
|
открытыми срезами, т. е. прокладывают |
|
|
отделочную строчку 2. |
|
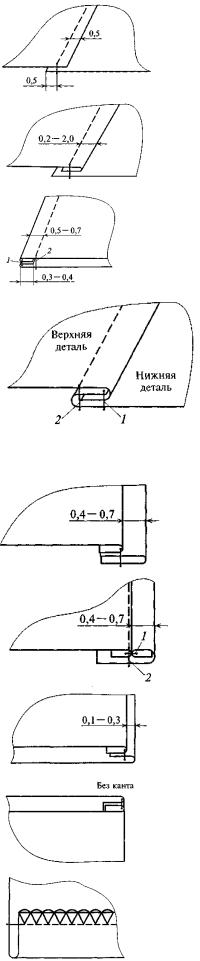
3. Накладные |
На лицевую сторону детали накладывают вторую |
|
3.1. С |
деталь лицевой стороной вверх и прокладывают |
|
открытыми |
прямую или зигзагообразную строчку, отступив |
|
срезами |
от срезов на 0,5 см. |
|
|
|
|
3.2. С |
Край верхней детали заутюживают (или |
|
закрытым |
заметывают и приутюживают). На нижнюю |
|
срезом |
деталь наносят линию, с которой совмещают |
|
|
подогнутый край верхней детали и соединяют |
|
|
машинной строчкой. |
|
|
|
|
4. Бельевые |
Детали складывают изнаночными сторонами |
|
4.1. Двойной |
внутрь, стачивают (строчка 1) на расстоянии 0,3 - |
|
|
0,4 см от срезов, затем вывертывают на лицевую |
|
|
сторону, выправляют шов и выполняют вторую |
|
|
строчку 2 на расстоянии 0,5 - 0,7 см от края. |
|
|
|
|
4.2. |
Детали складывают лицевыми сторонами внутрь |
|
Запошивочный |
так, чтобы нижний срез выступал из-под |
|
|
верхнего на 0,5 - 0,7 см. Срез верхней детали |
|
|
огибают припуском нижней и прокладывают |
|
|
строчку на расстоянии 0,1 - 0,2 см от среза |
|
|
нижней детали (строчка 1); шов расправляют, |
|
|
огибают его верхней деталью так, чтобы |
|
|
необработанный срез оказался внутри. |
|
|
Настрачивают обработанный припуск на |
|
|
расстоянии 0,1 - 0,2 см от сгиба (строчка 2). |
|
1. Обтачные |
Деталь рамки заутюживают (изнаночной |
|
1.1. В простую |
стороной внутрь) и притачивают к изделию, |
|
рамку |
затем перегибают ткань около строчки и |
|
|
приутюживают. Ширина рамки 0,4 - 0,7 см. |
|
|
|
|
1.2. В сложную |
Обтачку из основной ткани и изделие |
|
рамку |
складывают лицевыми сторонами внутрь и |
|
|
притачивают обтачку (строчка 1) шириной шва |
|
|
0,4 - 0,7 см, затем шов разутюживают, огибают |
|
|
его обтачкой и закрепляют строчкой в шов |
|
|
притачивания рамки (строчка 2). |
|
1.3. В кант |
Детали складывают лицевыми сторонами внутрь |
|
|
и соединяют машинной строчкой; шов |
|
|
выправляют и выметывают с кантом (0,1-0,3 см); |
|
|
затем закрепляют кант детали вспушиванием или |
|
|
отделочной строчкой. |
|
1.4. Враскол |
Шов обтачивания деталей располагают точно |
|
|
посередине обтачиваемых деталей, закрепляют |
|
|
отделочной строчкой или вспушными стежками. |
|
|
Используют при обработке борта и обтачных |
|
|
деталей |
|
2. Вподгибку |
Срезы подгибают на изнаночную сторону и |
|
2.1. С |
закрепляют строчкой. Используют при обработке |
|
открытым |
низа изделия, срезов обтачек легкой одежды и т. |
|
срезом |
п. |
|
|
|
|

2.2. С |
Срезы подгибают: первый раз на 0,7 см, второй - |
|
закрытым |
на величину, предусмотренную моделью, и |
|
срезом |
закрепляют строчкой на 0,1 - 0,2 см от сгиба. |
|
|
Используют при обработке подкладки юбок, низа |
|
|
платьев и т. п. |
|
|
|
|
3. |
На лицевую сторону детали накладывают |
|
Окантовочные |
полоску отделочной ткани лицевой стороной |
|
3.1. С |
вниз, выкроенную по косой или поперечной нити |
|
открытым |
основы шириной 2,0 - 2,5 см. Уравнивают срезы и |
|
срезом |
прокладывают строчку 1 на 0,3 - 0,5 см от среза; |
|
|
затем срезы огибают полоской, образуя кант, |
|
|
ширина которого равна ширине шва обтачивания. |
|
|
Кант закрепляют машинной строчкой 2 в шов |
|
|
притачивания полоски ткани. |
|
1. Складки |
У односторонних складок с лицевой стороны все |
|
1.1. |
сгибы направлены в одну сторону, а с изнаночной |
|
Односторонние |
- в противоположную. Намечают складки тремя |
|
|
линиями с изнаночной стороны изделия (рис. а): |
|
|
средней 1, боковой 2 и перпендикулярной к ним 3 |
|
|
(ограничивающей конец стачивания складки). |
|
|
|
|
|
При выполнении деталь перегибают лицевой сто- |
|
|
роной внутрь, сметывают по боковой линии по |
|
|
всей длине складки, затем стачивают по линиям 2 |
|
|
и 3 (рис. б). |
|
|
Строчку заканчивают по овальной или прямой |
|
|
линии. Складку заутюживают (рис. в). |
|
|
Используют для отделки и обеспечения свободы |
|
|
движения |
|
|
|
|
1.2. Встречные |
У встречных складок все сгибы с лицевой |
|
|
стороны направлены друг к другу с изнаночной - |
|
|
друг от друга. Намечают, как и односторонние, |
|
|
тремя линиями (1, 2 и 3) (рис. а). Припуск для |
|
|
обеих складок равен глубине одной складки, |
|
|
умноженной на четыре. |
|
|
|
|
5 Приспособления для машинных работ
Вид приспособления |
Рисунок |
Лапка с выдвижной направляющей линейкой (в |
|
машинах классов 1022 и 97) для соединения деталей |
|
изделия швом заданной ширины |
|
|
|
Лапка с откидной линейкой для выполнения |
|
отделочной строчки без предварительной разметки |
|
|
|