

програм ТИШИ 2014-15 пдф
.pdfПодкладка кармана - 1 деталь из специальной карманной ткани, сатина, бязи или из подкладочной ткани; нить основы - по ходу руки в карман; длина равна удвоенной ширине детали; ширина - длине подзора; может состоять из двух частей.
|
Долевик - 1 деталь, может быть клеевой или неклеевой, |
||||
|
нить основы проходит вдоль линии входа в карман (для |
||||
|
предохранения входа в карман от |
растяжения); длина |
|||
|
равна длине линии входа в карман плюс 8-9 см, ширина |
||||
|
– 5-6 см. |
|
|
|
|
|
|
|
|
|
|
2. Разметка входа |
Намечают |
тремя линиями: одной |
горизонтальной |
1 |
|
в карман |
(линия, определяющая направление кармана) и двумя |
||||
|
вертикальными 2 и 3 (линии, ограничивающие линию |
||||
|
входа в карман) |
|
|
|
|
|
|||||
3. Прокладывание С изнаночной стороны приметывают долевик двумя |
|||||
долевика |
параллельными строчками на 0,5 см от срезов прямыми |
||||
|
стежками длиной 2-3 см таким образом, чтобы середина |
||||
|
долевика совпадала с горизонтальной линией на |
||||
|
полочке, |
боковые |
стороны |
выходили |
за |
|
ограничительные линии кармана на 3-4 см с каждой |
||||
|
стороны. Если долевик клеевой, то его приклеивают с |
||||
|
помощью утюга с изнаночной стороны полочки по |
||||
|
аналогии с неклеевым долевиком |
|
|
||
|
|
||||
4. Обработка |
На подкладку кармана накладывают подзор, |
||||
подкладки |
уравнивают верхние, боковые срезы; внутренние срезы |
||||
кармана |
подзора подгибают на 0,7-0,9 см и настрачивают швом |
||||
4.1. Настрачиваниешириной 0,1-0,2 см (строчка 1) |
|
|
|||
подзора |
|
|
|
|
|
|
|||||
4.2. Притачивание Обтачку притачивают к другому краю подкладки швом |
|||||
обтачки |
шириной 0,8-1,0 см, припуск заутюживают на |
||||
|
подкладку кармана (строчка 2) |
|
|
||
5. Притачивание |
Клапан накладывают лицевой стороной вниз на |
||||
клапана |
лицевую сторону изделия срезом вниз. Уравнивают |
||||
|
линию притачивания на клапане и линию входа в |
||||
|
карман на полочке и приметывают. Клапан |
||||
|
притачивают по намеченной линии, делая закрепки в |
||||
|
начале и конце строчки (строчка 3) |
|
|
||
|
|
|
|||
6. Заметывание |
Припуск отгибают в сторону клапана и заметывают |
|
|||
припуска клапана |
|
|
|
|
|

7. Приметывание |
Встык ко шву притачивания клапана накладывают |
|
||||
и притачивание |
обтачку с притачанной к ней подкладкой. Обтачку |
|
||||
обтачки |
накладывают лицевой стороной вниз, концы обтачки |
|
||||
|
должны выходить за концы клапана на 1,5-2,0 см с |
|
||||
|
каждой стороны. Обтачку приметывают швом |
|
||||
|
шириной 0,5-0,6 см (равна ширине рамки), |
|
||||
|
притачивают швом шириной 0,5-0,6 см. Строчка |
|
||||
|
притачивания должна начинаться и заканчиваться |
|
||||
|
строго у намеченных линий кармана (строчка 4) |
|
||||
8.Разутюживание |
Шов притачивания обтачки разутюживают. Строчку |
- |
||||
шва притачивания |
заметывания |
припуска |
клапана |
и |
строчку |
|
обтачки |
приметывания обтачки удаляют |
|
|
|
||
Разрезание входа в |
Полочку разрезают по линии кармана |
со стороны |
|
|||
карман |
долевика между двумя строчками от середины, не |
|
||||
|
доходя до концов строчек на 0,5-0,6 см, далее ткань |
|
||||
|
разрезают в обе стороны углом к концам строчек, не |
|
||||
|
доходя до них на 0,1-0,2 |
|
|
|
|
|
|
|
|
|
|
|
|
10. Вывертывание, |
В полученное |
отверстие |
вывертывают |
обтачку с |
|
|
выметывание и |
подкладкой, выправляют рамку (ширина рамки зависит |
|
||||
закрепление рамки |
от ширины шва притачивания обтачки). Образованную |
|
||||
|
рамку выметывают косыми стежками длиной 0,5 - 0,7 |
|
||||
|
см на 0,2 см от шва притачивания обтачки. Рамку |
|
||||
|
закрепляют строчкой (строчка 5) в шов притачивания |
|
||||
|
обтачки. Удаляют нитки выметывания. |
|
|
|
||
|
|
|
||||
11. Закрепление |
Нитки временного назначения удаляют и клапан |
|
||||
подзора с |
опускают вниз, шов притачивания клапана отгибают на |
|
||||
подкладкой |
изнаночную сторону. Подкладку кармана отгибают |
|
||||
|
наверх таким образом, чтобы она перекрывала шов |
|
||||
|
притачивания клапана на 1,0- 1,5 см, и притачивают |
|
||||
|
подкладку с подзором в шов притачивания клапана со |
|
||||
|
стороны долевика (строчка 6). |
|
|
|
||
|
|
|
||||
12. Закрепление |
Рамку приметывают встык ко шву притачивания |
|
||||
углов кармана и |
клапана. Углы кармана выправляют на изнаночную |
|
||||
стачивание |
сторону и закрепляют тройной машинной строчкой. |
|
||||
подкладки |
При стачивании подкладки (строчка 7) в верхней части |
|
||||
|
кармана необходимо помнить, что расстояние между |
|
||||
|
строчками стачивания боковых сторон подкладки |
|
||||
|
должно быть больше на 0,5 см с каждой стороны, чем |
|
||||
|
клапан (для того, чтобы клапан свободно располагался |
|
||||
|
в кармане, а также для того, чтобы увеличить |
|
||||
|
вместимость кармана) |
|
|
|
|
|

13. Обработка шва |
Шов выметывают прямыми стежками на расстоянии 0,7 |
|
притачивания |
- 0,8 см от шва притачивания. Приутюживают. Строчку |
|
клапана, |
выметывания удаляют и приутюживают повторно с |
|
выполнение |
лицевой стороны через двойной проутюжильник. В |
|
закрепок в углах |
концах кармана с лицевой стороны ставят закрепки на |
|
кармана |
машине или вручную, отогнув клапан на полочку. |
|
|
Длина закрепки равна ширине рамки (строчка 8) |
|
|
|
|
14. ВТО кармана |
Готовый карман приутюживают с изнаночной стороны, |
- |
|
а затем с лицевой через двойной проутюжильник |
|
4 Технология обработки карманов в швах изделия.
Карманы в рельефных швах (непрорезные) разнообразны. Они могут располагаться: горизонтально, вертикально, наклонно, в зависимости от направления рельефа. Отделкой карманов могут быть: отделочная строчка, клапаны, хлястики, листочки и т. д. Требования к выполнению карманов в рельефных швах: верхний край кармана должен быть плотным, устойчивым, не должен деформироваться и перемещаться при носке; нижний край кармана с изнаночной стороны дублируют клеевой прокладкой для устойчивости и плотности входа в карман.
Обработка карманов в рельефных швах без отделочной строчки
Наименование |
Технические условия выполнения операции |
Рисунок |
|||
операции |
|
|
|
|
|
1 Обработка кармана |
1 - кромка для верхнего края кармана; 2 - |
|
|||
с цельнокроеными |
долевик (клеевой или неклеевой); 3 - |
|
|||
припусками на |
подкладка кармана из двух частей. Переднюю |
|
|||
обработку кармана |
и боковую части полочки выкраивают с |
|
|||
1.1. Проверка деталей |
припусками на обработку кармана; ширина |
|
|||
кроя |
припусков равна 3,5 - 4,0 см |
|
|
|
|
|
|
|
|||
1.2. Разметка линии |
Направление входа в карман определяют |
|
|||
входа в карман |
линией рельефа, а длину кармана определяют |
|
|||
|
двумя знаками, перпендикулярными линии |
|
|||
|
входа в карман |
|
|
|
|
|
|
|
|
|
|
1.3. Прокладывание |
Кромку |
прокладывают |
с |
некоторым |
|
кромки |
натяжением на расстоянии 0,1-0,2 см от сгиба |
|
|||
|
кармана в сторону припуска (она может быть |
|
|||
|
клеевой и неклеевой); концы кромки должны |
|
|||
|
перекрывать контрольные знаки на 1 см |
|
|||
|
|
|
|
|
|
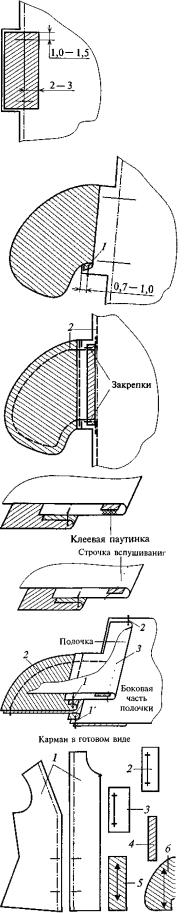
1.4. Прокладывание |
Долевик прокладывают с изнаночной стороны |
|
||
долевика |
боковой части так, чтобы он перекрывал |
|
||
|
линию входа в карман на 2-3 см и выходил за |
|
||
|
контрольные знаки на 1,0-1,5 см |
|
|
|
|
|
|
||
1.5. Притачивание |
Подкладку кармана притачивают (со стороны |
|
||
подкладки к |
подкладки) к обоим припускам швом шириной |
|
||
припускам кармана |
0,7-1,0 см (строчка 1). Припуски заутюживают |
|
||
|
на подкладку |
|
|
|
|
|
|
|
|
1.6. Стачивание |
Части |
полочки складывают |
лицевыми |
|
рельефа и подкладки |
сторонами внутрь и стачивают по передней |
|
||
кармана |
части полочки; одновременно стачивают |
|
||
|
подкладку кармана (строчка 2). Концы кармана |
|
||
|
закрепляют двойной машинной |
строчкой |
|
|
|
шириной 1 см |
|
|
|
|
|
|
||
1.7. Обработка |
Рельеф выметывают, шов выправляют на |
|
||
рельефа, закрепление |
переднюю часть полочки, одновременно |
|
||
сгиба кармана, |
заметывают верхний край кармана. Сгиб |
|
||
влажно-тепловая |
кармана закрепляют клеевой паутинкой или на |
|
||
обработка |
машине потайного стежка, или вспушной |
|
||
|
строчкой (строчка 3). Карман приутюживают, |
|
||
|
нитки временного назначения удаляют, |
|
||
|
приутюживают повторно |
|
|
|
|
|
|
||
2. Обработка кармана |
1 - части полочки без припусков на обработку |
|
||
с отрезными |
кармана; 2 - обтачка подкройная (нить основы |
|
||
припусками на |
вдоль линии входа в карман); 3 - подзор |
|
||
обработку кармана |
подкройной (нить основы - как на полочке); 4 - |
|
||
2.1. Проверка деталей |
кромка; 5 - долевик; 6 - подкладка кармана |
|
||
кроя |
|
|
|
|
|
|
|
|
|
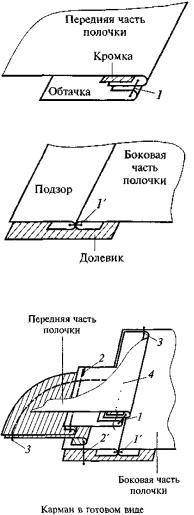
2.2. Разметка кармана; |
Намечают карман на полочке. Кромку на |
|
|||
притачивание деталей |
полочке прокладывают с натяжением, |
|
|||
кармана к частям |
отступив от линии кармана 0,1 - 0,2 см. |
|
|||
полочки; |
Притачивают детали обтачки (строчка 1) к |
|
|||
прокладывание |
передним частям полочки, детали подзора - к |
|
|||
прокладочных |
боковым частям полочки (строчка 1'). Ширина |
|
|||
деталей |
швов должна быть меньше на 0,1-0,3 см |
|
|||
|
ширины швов стачивания рельефов. Это |
|
|||
|
необходимо для того, чтобы шов обтачивания |
|
|||
|
кармана на передней части полочки был |
|
|||
|
выметан с кантом (соответственно 0,1-0,3 см), |
|
|||
|
а шов притачивания подзора располагался бы |
|
|||
|
под верхним краем кармана (на 0,1-0,3 см) и |
|
|||
|
был не заметен с лицевой стороны. |
|
|||
|
Разутюживают швы притачивания деталей; на |
|
|||
|
боковую |
часть |
полочки, |
приклеивают |
|
|
(приметывают) долевик. |
|
|
||
2.3. Притачивание |
Дальнейшую обработку кармана выполняют |
|
|||
подкладки кармана; |
по аналогии с карманом в рельефах с |
|
|||
стачивание рельефов; |
цельнокроеными припусками. На рисунке |
|
|||
выметывание; |
кармана в готовом виде строчка 3 - это строчка |
|
|||
закрепление края |
стачивания рельефа и подкладки кармана |
|
|||
кармана; оконча- |
|
|
|
|
|
тельная обработка |
|
|
|
|
|
кармана |
|
|
|
|
|
|
|
|
|
|
|
Литература:
Курабаева Ф.А. Технология поузловой обработки и сборки швейных изделий. – Павлодар: ПГПИ, 2009. – 200 с.
Силаева М.А. Пошив изделий по индивидуальным заказам. – М.: Академия, 2004. –
528 с.
Мультимедийное сопровождение: электронные презентации «Технология обработки накладных карманов», «Технология обработки прорезных карманов», «Технология обработки карманов в шва изделия».
Лекция 11 Технология обработки воротников и соединения их с горловиной изделия (2 час.)
План:
1 Виды воротников
2Технология обработки воротников
3Технология соединения воротников с горловиной
Тезисы лекции
1 Виды воротников
Воротники могут быть: цельными (без шва по отлету); состоящими из двух деталей (обтачные по отлету); состоящими из двух частей (т. е. иметь две пары концов); одинарными (есть только верхний воротник). Края воротников могут быть обработаны: обтачным швом; обтачным швом с кантом и бейкой; окантовочным швом; с отделкой рюшем и кружевом и т.д.Воротники могут быть: цельными (без шва по отлету); состоящими из двух деталей (обтачные по отлету); состоящими из двух частей (т. е. иметь две пары концов); одинарными

(есть только верхний воротник). Края воротников могут быть обработаны: обтачным швом; обтачным швом с кантом и бейкой; окантовочным швом; с отделкой рюшем и кружевом и т.д.
2 Технология обработки воротников
Виды воротников и их обработка
Воротник |
Технические условия обработки |
|
Рисунок |
||||
|
|
|
|||||
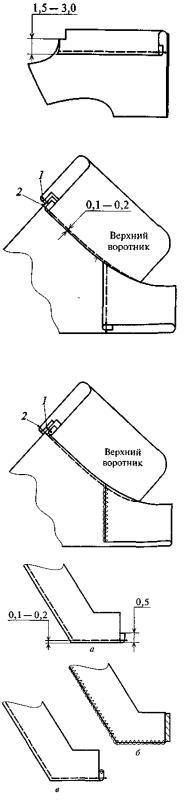
1 Без прокладки |
Перегибают воротник вдоль посередине |
|
|||||
1.1. Верхний, |
и обтачивают концы воротника швом |
|
|||||
цельнокроенный с нижним |
шириной 0,5-0,7 см. |
|
|
|
|
||
(без шва по отлету) |
|
|
|
|
|
|
|
|
Воротник вывертывают, выправляют и |
|
|||||
|
выметывают обтачанные концы с кантом |
|
|||||
|
из верхнего воротника; приутюживают, |
|
|||||
|
нитки временного назначения удаляют, |
|
|||||
|
повторно приутюживают |
|
|
|
|||
|
|
|
|
|
|
||
1.2. Состоящий из двух |
Верхний |
воротник |
накладывают |
на |
|
||
деталей (верхнего и |
нижний лицевыми сторонами внутрь, |
|
|||||
нижнего воротника) |
обтачивают по концам и отлету швом |
|
|||||
|
шириной 0,5-0,7 см с посадкой в углах и |
|
|||||
|
на закруглениях; подрезают шов на 0,2- |
|
|||||
|
0,3 см. На фигурных краях и в углах |
|
|||||
|
делают |
надсечки. |
Вывертывают, |
|
|||
|
выправляя |
|
швы |
|
обтачивания, |
|
|
|
выметывают с кантом из верхнего |
|
|||||
|
воротника; приутюживают, нитки вре- |
|
|||||
|
менного |
|
назначения |
удаляют, |
|
||
|
приутюживают повторно |
|
|
|
|||
2. С прокладкой |
Дублируют нижний |
воротник клеевой |
|
||||
2.1. Клеевой |
прокладкой таким образом, чтобы под |
|
|||||
|
строчкой обтачивания оказалось 0,1-0,2 |
|
|||||
|
см прокладки |
|
|
|
|
|
|
|
|
|
|
|
|||
2.2. Неклеевой |
В изделиях |
из |
хлопчатобумажных |
|
|||
|
тканей |
прокладку |
накладывают |
на |
|
||
|
изнаночную |
сторону |
нижнего |
|
|||
|
воротника. |
|
Нижний |
воротник |
|
||
|
обтачивают в соответствии с ТУ по |
|
|||||
|
нижнему воротнику |
|
|
|
|
||
|
|
|
|||||
|
В изделиях из шелковых и шерстяных |
|
|||||
|
тканей верхний воротник сметывают и |
|
|||||
|
стачивают с прокладкой, выполняя |
|
|||||
|
посадку из верхнего воротника в углах |
|
|||||
|
(строчка 1). Наметывают верхний |
|
|||||
|
воротник на нижний, обтачивают по |
|
|||||
|
концам и отлету (строчка 2). Высекают |
|
|||||
|
прокладку из припусков на 0,1-0,2 см. |
|
|||||
|
Выметывают |
верхний |
воротник |
в |
|
||
|
соответствии с ТУ |
|
|
|
|
||
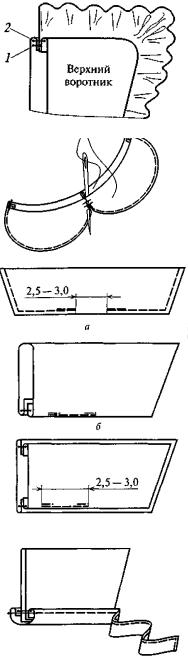
3. С кружевом (оборкой, |
Кружево |
притачивают |
к |
нижнему |
|
|
кантом) |
воротнику со стороны кружева (строчка |
|
|
|||
|
1). Обтачивают верхний воротник |
|
|
|||
|
нижним (строчка 2). В концах воротника |
|
|
|||
|
и на закруглениях количество сборок на |
|
|
|||
|
оборке должно быть больше, чем по |
|
|
|||
|
отлету |
|
|
|
|
|
4. Состоящий из двух частей |
Срезы отлетов и концов обрабатывают |
|
|
|||
|
обтачным швом. Соединяют две части |
|
|
|||
|
воротника ручной закрепкой около среза |
|
|
|||
|
стойки |
|
|
|
|
|
|
|
|
|
|||
5. Съемный отделочный |
Деталь воротника складывают лицевыми |
|
|
|||
воротник |
сторонами внутрь, обтачивают концы и |
|
|
|||
5.1. Цельный |
срез стойки, оставляя не обтачанным |
|
|
|||
|
участок 2,5-3,0 см на стойке (рис. а) |
|
|
|||
|
|
|
|
|
|
|
|
Через |
полученное |
|
отверстие |
|
|
|
вывертывают воротник |
на |
лицевую |
|
|
|
|
сторону, |
обрабатывают |
шов |
|
|
|
|
обтачивания и застрачивают (или |
|
|
|||
|
подшивают) открытый участок (рис. б) |
|
|
|||
|
|
|
|
|||
5.2. Со швом по отлету |
Воротник обтачивают по концам, |
|
|
|||
|
отлету и стойке, оставляя не |
|
|
|||
|
обтачанным участок для вывертывания. |
|
|
|||
|
После обработки шва |
обтачивания |
|
|
||
|
отверстие |
застрачивают |
(или |
|
|
|
|
подшивают) |
|
|
|
|
|
5.3. С окантовкой по срезу |
Срез стойки может быть обработан |
|
|
|||
стойки |
окантовочным швом с закрытым срезом |
|
|
|||
|
|
|
|
|
|
|
3 Технология соединения воротников с горловиной
Наименование |
Технические условия выполнения операции |
Рисунок |
операции |
|
|
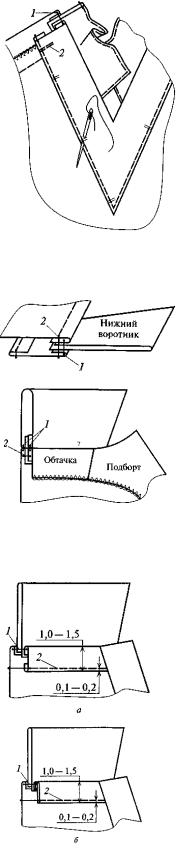
1. Соединение во- |
Борт и уступ обтачаны. Подборт и борт |
|
ротника с горловиной |
сложены лицевыми сторонами внутрь. |
|
в изделиях с |
|
|
лацканами |
|
|
1.1. Из тонкой ткани |
|
|
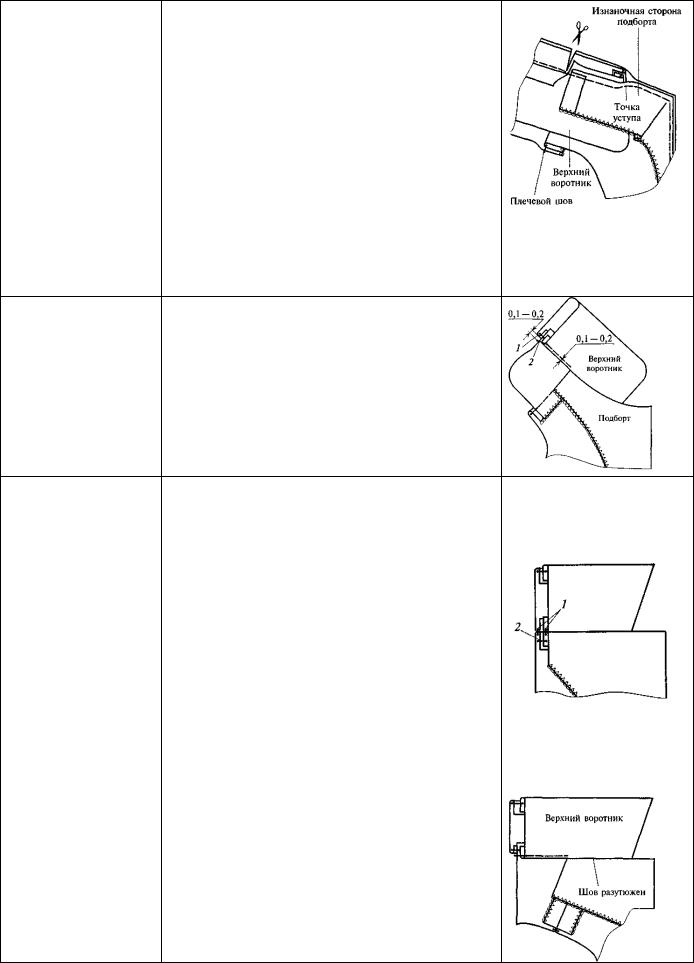
Готовый воротник вкладывают между подбортом и горловиной изделия, вкалывают, вметывают и втачивают в горловину, совмещая лицевую сторону нижнего воротника с лицевой стороной полочки. Втачивают по воротнику следующим образом: от левого уступа до вершины левого подборта одной строчкой соединяют горловину полочки, оба воротника и подборт; около вершины подборта рассекают припуски на шов втачивания воротника; отгибают верхний воротник и втачивают в горловину спинки только нижний воротник до вершины правого подборта, рассекая припуски около него; затем втачивают воротник вместе с правым подбортом до уступа одной строчкой; строчку втачивания воротника не прерывают
Срез стойки верхнего воротника на участке горловины спинки подгибают таким образом, чтобы подогнутый край перекрывал шов втачивания нижнего воротника (строчка 1) на 0,1-0,2 см, и настрачивают (строчка 2) его в шов втачивания нижнего воротника. Воротник в готовом виде приутюживают
Примечание |
Воротник вметывают и втачивают с посадкой — |
|
воротника над плечевыми швами: на расстоянии |
|
1,5-2,0 см в сторону горловины спинки и 3-4 см |
|
в сторону полочки |
1.2. Из толстой ткани |
Борта и уступы обработаны полностью. Нижний |
|
воротник втачивают в горловину изделия, |
|
одновременно (одной строчкой) соединяют |
|
верхний воротник с подбортами (строчка 1). |
|
Рассекают шов втачивания нижнего воротника в |
|
горловину около вершины подбортов; шов в |
|
области горловины спинки заутюживают на |
|
воротник; швы соединения в области горловины |
|
полочки и подбортов и на верхнем, и на нижнем |
|
воротниках разутюживают. Разутюженные швы |
|
горловины полочки и подборта соединяют |
|
вручную или на машине, отступив от шва |
|
втачивания воротника на 0,1-0,2 см (строчка 2) |
|
Срез верхнего воротника подгибают и |
|
настрачивают его на шов втачивания нижнего |
|
воротника в горловину спинки швом шириной |
|
0,1-0,2 см. Воротник приутюживают |
2. Соединение во- |
Подборта или припуски на обработку борта |
|
|||||
ротника с горловиной в |
(заменяющие подборта) выкраивают такой |
|
|||||
изделиях с застежкой |
ширины, чтобы они перекрывали точку уступа |
|
|||||
доверху |
на 1,5-3,0 см. Перед соединением изделия с |
|
|||||
|
воротником борта полностью обрабатывают |
|
|||||
|
|
|
|||||
2.1. Из тонкой ткани |
Воротник складывают с изделием, совмещая |
|
|||||
|
лицевую сторону нижнего воротника с |
|
|||||
|
лицевой стороной изделия, уравнивают срезы, |
|
|||||
|
вкалывают булавками, вметывают, втачивают |
|
|||||
|
нижний воротник швом шириной 0,7-1,0 см от |
|
|||||
|
уступа |
до |
уступа |
по |
нижнему |
воротнику |
|
|
(строчка 1). Срезы подбортов должны попасть |
|
|||||
|
в шов втачивания воротника. Шов отгибают на |
|
|||||
|
воротник. Срез стойки верхнего воротника |
|
|||||
|
подгибают на 0,5-0,7 см, перекрывая шов |
|
|||||
|
втачивания нижнего воротника, и настра- |
|
|||||
|
чивают швом шириной 0,1-0,2 см (строчка 2) |
|
|||||
|
|
|
|
|
|
||
2.2. Из толстой ткани |
Совмещают |
лицевую |
сторону |
верхнего |
|
||
|
воротника с изнаночной стороной изделия, |
|
|||||
|
уравнивают срезы, вкалывают, вметывают, |
|
|||||
|
втачивают от уступа до уступа строчкой |
|
|||||
|
шириной 0,7-1,0 см (строчка 1) по верхнему |
|
|||||
|
воротнику. Срезы подбортов должны попасть в |
|
|||||
|
шов |
втачивания |
верхнего |
воротника. |
|
||
|
Подгибают срез стойки нижнего воротника и |
|
|||||
|
настрачивают его в шов втачивания в/в |
|
|||||
|
строчка 2) |
|
|
|
|
|
|
3. Соединение от- |
Выкраивают обтачку по форме горловины. |
|
|||||
ложного воротника с |
Если обтачка состоит из нескольких частей, |
|
|||||
горловиной с помощью |
швы стачивают и разутюживают. Если изделие |
|
|||||
обтачки |
с застежкой, вершины подбортов притачивают |
|
|||||
3.1. Обработка обтачки |
к обтачке. |
|
|
|
|
|
|
|
Обрабатывают внутренние срезы обтачки: в |
|
|||||
|
изделиях из неосыпаемых тканей подгибают |
|
|||||
|
срезы на 0,5 см внутрь и застрачивают швом |
|
|||||
|
шириной 0,1-0,2 см (рис. а); обметывают, если |
|
|||||
|
позволяют свойства ткани или если обтачка |
|
|||||
|
продублирована (рис. б); обметывают и |
|
|||||
|
застрачивают срезы, если ткань тонкая и |
|
|||||
|
легкоосыпаемая (рис. в) |
|
|
|
|||
|
|
|
|
|
|
|
|
3.2. В изделиях из |
Воротник (верхний и нижний), изделие, |
|
||||
тонкой ткани |
обтачку втачивают в горловину одной |
|
||||
|
строчкой, располагая воротник между из- |
|
||||
|
делием и обтачкой, швом шириной 0,7-1,0 см |
|
||||
|
(строчка 1). Шов втачивания воротника |
|
||||
|
выметывают (или приутюживают). |
|
||||
|
Внутренние края обтачки прикрепляют к |
|
||||
|
плечевым швам короткой машинной строчкой |
|
||||
|
(строчка 2). |
|
|
|
|
|
|
В дорогих изделиях или изделиях с большим |
|
||||
|
вырезом горловины |
|
обтачку |
прикрепляют |
|
|
|
потайными |
подшивочными |
стежками |
|
||
|
(машинными или ручными) к переду и спинке |
|
||||
|
по всей длине горловины или в нескольких |
|
||||
|
местах, предварительно приметав край |
|
||||
|
обтачки к горловине |
|
|
|
|
|
Примечание |
Шов соединения воротника с горловиной |
|
||||
|
может быть |
закреплен |
отделочной строчкой |
|
||
|
(строчка 2). Нитки временного назначения |
|
||||
|
удаляют, воротник приутюживают. |
|
||||
|
|
|
||||
3.3. В изделиях из |
Нижний воротник втачивают в горловину |
|
||||
толстой ткани |
изделия; верхний воротник соединяют с |
|
||||
|
обтачкой, не прерывая строчку, швом шириной |
|
||||
|
0,7-1,0 см (строчка 1). Швы втачивания |
|
||||
|
верхнего |
и |
нижнего |
воротников |
|
|
|
разутюживают. Припуски горловины и |
|
||||
|
обтачки соединяют между собой, совместив |
|
||||
|
швы втачивания верхнего и нижнего |
|
||||
|
воротников на машине или вручную, |
|
||||
|
располагая строчку на 0,1-0,2 см от шва |
|
||||
|
втачивания (строчка 2). |
|
|
|
||
4. Соединение |
Бейку выкраивают под углом 45° к нити |
|
||||
отложного воротника с |
основы по длине обрабатываемого среза. Она |
|
||||
изделием с помощью |
может быть одинарной (рис. а) или двойной |
|
||||
косой бейки |
(рис. б). Двойную бейку заутюживают вдоль |
|
||||
4.1. Обработка бейки |
посередине. Ширина бейки в готовом виде |
|
||||
|
составляет 1,0-1,5 см. |
|
|
|
|
|
|
|
|
||||
4.2. Соединение во- |
В изделиях из тонких тканей воротник с |
|
||||
ротника с бейкой |
бейкой втачивают тем же способом, что и |
|
||||
|
воротник с обтачкой. Внутренний край |
|
||||
|
одинарной бейки подгибают и настрачивают |
|
||||
|
на изделие (швом шириной 0,1-0,2 см, рис. а). |
|
||||
|
Внутренний край двойной бейки настрачивают |
|
||||
|
на изделие (швом шириной 0,1-0,2 см, рис. б) |
|
||||
|
|
|
|
|
|
|