

програм ТИШИ 2014-15 пдф
.pdfЛапка для подгибания среза детали без предварительного заметывания (в машинах 97 класса)
Приспособление для окантовывания среза детали изделия
Литература:
Курабаева Ф.А. Основы технологии изготовления швейных изделий. – Павлодар:
ПГПИ, 2008. – 186 с.
Силаева М.А. Пошив изделий по индивидуальным заказам. – М.: Академия, 2004. –
528 с.
Мультимедийное сопровождение: электронная презентация «Технология машинных швейных работы
Тема 5 Технология влажно-тепловых швейных работ Лекция 5 Технология влажно-тепловых швейных работ
План:
1 Оборудование и приспособления для влажно-тепловой обработки (ВТО) швейных изделий
2 Режимы ВТО
3 Технические условия выполнения влажно-тепловых работ
4Операции влажно-тепловой обработки
5Технология обработка деталей одежды клеевыми прокладочными материалами. Технология клеевого соединения деталей одежды
6Терминология влажно-тепловых работ
Тезисы лекции 1 Оборудование и приспособления для влажно-тепловой обработки (ВТО) швейных
изделий
Наименование |
Рисунок |
|
|
Оборудование |
|
1. Утюги бывают легкие, средние, тяжелые с массой от 2,5 до 6 кг. В |
|
зависимости от способа нагрева различают утюги электрические, |
|
паровые, электропаровые и пароэлектрические. Утюг должен быть |
|
оснащен терморегулятором. Температура нагрева подошвы утюгов |
|
100 -240°С |
|
2. Прессы по типу приводов бывают электромеханические, |
|
пневматические и гидравлические. По назначению их различают на |
|
специальные и универсальные |
|
|
|
3. Отпариватели используются для снятия лас и придания продукции |
- |
товарного вида |
|
4. Паровоздушные манекены предназначены для окончательной |
- |
влажно-тепловой обработки плечевых изделий |
|

Приспособления |
|
|
1. |
Колодки используют при работе с ручными утюгами. Их формы и |
|
размеры должны отвечать характеру выполняемых на них операций |
|
|
|
|
|
2. |
Пульверизаторы работают как от водопроводной сети, так и от |
- |
специального бачка с насосом |
|
|
3. |
Проутюжильник должен быть из тонкой полотняной ткани, |
- |
фланели, байки или льняной ткани |
|
|
2 Режимы ВТО
Не меняют своих свойств волокна шерсти при нагревании их до 130-135°С, хлопка и льна – до 120°С, шелка – до 150-170°С, вискозные – до 120-130°С, медно-аммиачные – до 120°С, ацетатные – до 95-100°С, полиэфирные – до 160-170°С.
3 Технические условия выполнения влажно-тепловых работ
1.Детали или готовое изделие перед выполнением ВТО увлажняют.
2.ВТО деталей и изделий с изнаночной стороны выполняют без проутюжильника, а с лицевой стороны - только через проутюжильник.
3.Если ВТО подлежат изделия из ткани, впервые встречающейся, то во избежание потери цвета и прочности ткани необходимо проверить действие утюга на отдельном куске этой ткани.
4.В готовом изделии борта приутюживают со стороны подбортов, лацканы - со стороны полочек, воротник - со стороны нижнего воротника, низ изделий - с изнаночной стороны.
5.При ВТО изделий из светлых тканей необходимо пользоваться чистым проутюжильником, а на стол поверх сукна положить белую ткань.
6.ВТО изделий из толстых тканей производят на колодках, не покрытых сукном.
7.ВТО деталей или изделий на прессах выполняют с лицевой стороны через проутюжильник.
8.После проведения окончательной ВТО готовые изделия должны быть просушены и охлаждены в подвешенном состоянии до полного закрепления приданной им формы, при этом продолжительность просушивания пальто из шерстяной ткани составляет 50-75 мин, из хлопчатобумажной ткани - 30-40 мин, костюма из шерстяной ткани - 30-40 мин, из хлопчатобумажной ткани 20-25 мин.
9.ВТО деталей и изделий должна производиться при установленных для данных тканей режимах обработки.
10.При обработке стачным швом взаутюжку шов сначала слегка увлажняют и разутюживают, а затем заутюживают через проутюжильник.
4Операции влажно-тепловой обработки
Под влажно-тепловой обработкой (ВТО) швейных изделий понимают специальную обработку детали или изделия влагой, теплом и давлением с помощью специального оборудования. Различают влажно-тепловую обработку внутрипроцессную и окончательную.
Сущность влажно-тепловой обработки заключается: 1) в размягчении волокон ткани влагой и теплом;
2)придании ткани определенной формы давлением;
3)закреплении полученной формы путем удаления влаги при помощи тепла и
давления.
Процессы влажно-тепловой обработки разделяются:
1)на утюжильные работы;
2)отпаривание;
3)прессование.
5 Технология обработка деталей одежды клеевыми прокладочными материалами. Технология клеевого соединения деталей одежды
Методы клеевого соединения широко используют в швейной промышленности. Клеевые материалы обеспечивают возможность изготовления различных конструкций, уменьшают массу изделия, повышают формоустойчивость отдельных деталей и узлов одежды. Кроме того, клеевой метод позволяет повышать производительность труда и эффективность производства.
Клеевое соединение - это неразъемное соединение, полученное в результате воздействия клеящего вещества со склеиваемым материалом (ткань, трикотаж) химическим или термическим (т.е. с помощью утюга или пресса) способом.
К клеевым материалам и соединениям предъявляются следующие требования:
1)прочность;
2)эластичность и гибкость. Чаще всего требуется большая гибкость соединения и малая их жесткость. Жесткость клеевых соединений зависит от вида клея, толщины слоя клея, способа нанесения клея на прокладочную ткань (сплошное и несплошное покрытие) и от вида самой прокладки;
3)водостойкость (определяется устойчивостью к воде и кипячению);
4)устойчивость к химической чистке;
5)морозоустойчивость;
6)внешний вид клеевых соединений (отсутствие лас, пузырей, пролеганий, заломов, высокая формоустойчивость).
Клеевые материалы можно разделить на две группы: термопластичные и нетермопластичные. При нагревании термопластичных материалов клеящая масса плавится
ипроникает в структуру склеиваемой ткани; после остывания закрепляется с образованием клеевого соединения. Этот вид клеевого соединения выполняют с использованием утюгов и прессов. Применяют при изготовлении одежды из шерстяных, шелковых, хлопчатобумажных, синтетических и других тканей. К нетермопластичным относятся материалы типа лейкопластыря. Используются в качестве кромок в изделиях из натурального и искусственного меха, искусственной и натуральной кожи.
В производстве одежды используются клеевые прокладочные и кромочные материалы, клеевая паутинка, клеевые нити, сетки, пленки, порошки, пасты.
6 Терминология влажно-тепловых работ
|
Термин |
Определение |
Область применения и рисунок |
|
|
|
|
1. |
Приутюживание |
Уменьшение толщины шва |
Приутюживают воротник, борта, хлястик, |
|
|
края детали |
клапаны, манжеты, паты |
|
|
|
|
2. |
Разутюживание |
Раскладывание на две стороны |
Разутюживают боковые и плечевые швы, |
|
|
припусков шва и закрепление |
боковые и шаговые швы юбки, швы рукавов |
|
|
их в таком положении с |
|
|
|
помощью утюга |
|
|
|
|
|
3. |
Заутюживание |
Укладывание на одну сторону |
Заутюживают низ изделия и рукавов, вытачки, |
|
|
припусков шва или края детали |
складки, швы |
|
|
и закрепление их в таком |
|
|
|
положении с помощью утюга |
|
|
|
|
|
4. |
Сутюживание |
Уменьшение размеров |
Сутюживают срезы проймы, горловины, борта |
|
|
отдельных участков детали для |
(для образования выпуклости на грудь); боковые |
|
|
получения выпуклости на |
и шаговые срезы брюк в области икроножных |
|
|
других участках. Удаление |
мышц для создания выпуклости |
|
|
слабины в конце вытачки |
|
|
|
|
|
5. |
Оттягивание |
Увеличение размеров |
Оттягивают срез рукава по переднему перекату |
|
|
отдельных участков детали |
для получения вогнутой формы рукава; бокового |
|
|
для получения нужной формы |
и шагового срезов брюк в области икроножных |
|
|
|
мышц для получения вогнутой формы в этой |
|
|
|
области |
|
|
|
|
6. |
Дублирование |
Соединение по поверхности |
Полочки, подборта, клапаны, листочки карманов |
|
|
деталей изделия с клеевыми и |
|
|
|
прокладочными материалами |
|
|
|
с помощью утюга или пресса |
|
|
|
|
|
7. |
Декатирование |
Влажно-тепловая обработка |
Детали кроя, прокладка и подкладка перед |
|
|
ткани (увлажнение, |
раскроем |
|
|
пропаривание и |
|
|
|
проутюживание) для |
|
|
|
предотвращения |
|
|
|
последующей усадки |
|
8. |
Отпаривание |
Обработка изделия паром для |
Отпаривают готовое изделие |
|
|
удаления лас |
|
9. |
Прессование |
Влажно-тепловая обработка |
Прессование бортов, лацкана, воротника и пр. |
|
|
изделия посредством пресса |
|
Литература:
Курабаева Ф.А. Основы технологии изготовления швейных изделий. – Павлодар:
ПГПИ, 2008. – 186 с.
Силаева М.А. Пошив изделий по индивидуальным заказам. – М.: Академия, 2004. –
528 с.
Мультимедийное сопровождение: электронная презентация «Технология влажнотепловых швейных работ».
Тема 6 Технологическая последовательность изготовления швейных изделий
План:
1 Технологическая последовательность изготовления изделий
2Примерная технологическая последовательность изготовления юбки
3Примерная технологическая последовательность изготовления брюк
4Технология сборки плечевых изделий
Тезисы лекции 1 Технологическая последовательность изготовления изделий
Процесс изготовления одежды любого вида состоит из обработки отдельных узлов и деталей и последующей их сборки. Технологическая (неделимая) операция - операция, дальнейшее разделение которой на составляющие при обработке детали или изделия нецелесообразно. Технологическая последовательность - перечень технологических операций, составленный в соответствии с порядком их выполнения при изготовлении изделия, детали, узла.
В процессах изготовления одежды различных видов и из разных материалов имеется много общего. Однако есть и существенные различия в технологии обработки изделий, вызванные особенностями их конструкций, свойствами применяемых материалов и наличием технологического оборудования.

2 Примерная технологическая последовательность изготовления юбки
1Раскрой юбки.
2Подготовка юбки к пошиву. При подготовке юбки к пошиву:
- определяют: наличие деталей кроя основной ткани, подкладки, прокладки;
правильность раскроя деталей - направление нити основы, ворса, рисунок ткани; наличие текстильных пороков, места их расположения; места расположения вытачек, складок, рельефов, карманов и т.д.;
- переносят линии с одной детали на другую с помощью копировальных стежков; с помощью булавок и мела; отбиванием коротких меловых линий и т.д.;
3 Подготовка юбки к примерке.
4Проведение примерки.
5Внесение изменений после примерки.
6Пошив изделия:
6.1обработка вытачек, боковых срезов юбки, оставляя с левой стороны место для застежки-молнии, обметывание срезов;
6.2втачивание застежки-молнии;
6.3обработка притачного пояса;
6.4притачивание пояса к юбке;
6.5 обработка низа изделия; 7. Окончательная отделка юбки. Окончательная отделка юбки включает операции по
обметыванию петель, чистке, ВТО и пришиванию фурнитуры.
Петли обметывают нитками в цвет основного материала. Удаляют нитки временного назначения и концы ниток, счищают следы мела, очищают от производственной пыли и мусора.
Скрепляют складки на юбке по линии низа прямыми или крестообразными стежками. ВТО выполняют через увлажненный проутюжильник с изнаночной стороны в следующем порядке: пояс; полотнища юбки, начиная от левого бокового шва (без низа); низ изделия (изделие располагают лицевой стороной к работающему); затем удаляют ласы,
отпаривают и просушивают в подвешенном состоянии.
Фурнитуру пришивают в соответствии с техническими условиями.
Технологическая последовательность изготовления юбки
На рис. (а, б) изображена прямая юбка, имеющая спереди карманы с отрезными бочками, сзади - средний шов, в котором обработана застежка - «молния» и шлица. Верхний срез юбки оформлен вытачками и поясом.
а б в Рис. Модели прямой юбки
Обработку технологических узлов и соединение деталей юбки (рис. а, б) осуществляют в следующем порядке:

1)раскраивают основные и вспомогательные детали с учетом технологических припусков;
2)заготавливают пояс;
3)обрабатывают карманы и вытачки на переднем полотнище юбки;
4)обрабатывают вытачки на задних полотнищах;
5)обметывают срезы среднего шва задних полотнищ;
6)стачивают средний шов от конца застежки до начала шлицы;
7)обрабатывают застежку и шлицу;
8)если боковые швы юбки в последствии разутюживаются, то в данный момент обметывают их срезы;
9)переднее и заднее полотнища соединяют по боковым швам, припуски швов разутюживают;
10)если боковые швы заутюживают, то их необходимо сначала обметать вместе, а затем заутюжить в сторону заднего полотнища;
11)верхний срез юбки обрабатывают поясом, на котором оформляется застежка (петля и пуговица, или крючок);
12)обрабатывают низ изделия;
13)производят окончательную влажно-тепловую обработку изделия.
На рис. (в) представлена юбка, которая имеет кокетки на переднем и заднем полотнищах, низ юбки от линии кокетки заложен в односторонние складки. Застежка- «молния» располагается в правом боковом шве. Верхний срез оформлен обтачкой.
Технологическая последовательность обработки такой юбки несколько отличается от предыдущего варианта:
14)выкраивают детали юбки с учетом технологических припусков;
15)заготавливают обтачку верхнего среза юбки;
16)на передней и задней кокетках обрабатывают вытачки, боковые срезы
обметывают;
17)левые боковые срезы кокеток стачивают и разутюживают;
18)на нижней части юбки (она может состоять из одного полотнища) закладывают
изаутюживают складки;
19)кокетку соединяют с нижней частью юбки, шов обметывают и заутюживают на кокетку, при необходимости припуски закрепляют отделочной строчкой по краю кокетки;
20)в правом боковом шве обрабатывают застежку и выполняют стачивание и обметывание шва;
21)верхний срез юбки оформляют обтачкой, ручными потайными стежками закрепляют нижний срез обтачки (чтобы закрепки не были заметны, их располагают в припусках швов и вытачек);
22)обрабатывают низ изделия (обработку низа можно выполнить до закладывания
складок);
23)выполняют окончательную влажно-тепловую обработку.
Рис. Соединение подкладка с юбкой
Если юбка имеет подкладку, то она заготавливается отдельно, а затем соединяется с основой изделия до обработки верхнего среза.
3 Примерная технологическая последовательность изготовления брюк
Брюки могут быть самостоятельным видом одежды или входить в состав костюма. Они могут быть нарядными и повседневными. Форма, длина, силуэт брюк зависят от моды: расширенные, зауженные, с поясом, без пояса, с застежкой-молнией, застежкой на пуговицы и петли, низ брюк может быть с манжетами и без них.
По конструкции брюки делятся на брюки навыпуск (носят поверх обуви), брюки в сапоги (форменные брюки-галифе), брюки спортивные (лыжные, для игры в гольф, шорты и пр.).
Сначала обрабатывают мелкие детали и подкладку брюк, затем выполняют начальную обработку передних и задних половинок брюк. Влажно-тепловую обработку половинок брюк выполняют до начала пошива.
В дальнейшем брюки обрабатывают в следующей последовательности:
обработка застежки и соединение подкладки с передними половинками;
соединение боковых срезов;
обработка карманов;
соединение шаговых срезов;
соединение пояса с верхним краем брюк;
соединение подпояса с поясом;
соединение средних срезов брюк;
обработка низа брюк;
окончательная отделка брюк (чистка, влажно-тепловая обработка, пришивание
пуговиц).
При обтачивании пояса специальной тесьмой возможно выполнение этой операции после соединения средних срезов брюк. В брюках с застежкой-молнией ее обрабатывают после соединения подкладки с передними половинками.
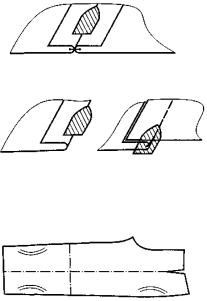
Обработку классических брюк, имеющих на передних половинках карманы с отрезными бочками и вытачки-складки, на задних - застроченные вытачки и прорезные карманы с клапанами, с застежкой в переднем шве сидения, верхний срез оформлен поясом со шлевками, выполняют в следующей последовательности:
- выполняют раскрой основных и вспомогательных деталей с учетом технологических припусков;
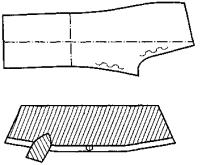
- выполняют ВТО деталей брюк, начиная с передних половинок, которые складывают лицевыми сторонами внутрь, участок бокового и шагового срезов от низа до колена оттягивают на 1-1,5 см, образовавшуюся слабину сутюживают до линии заутюжки передних половинок, т.е. до так называемой «стрелки»; затем передние половинки каждую в отдельности складывают пополам так, чтобы боковые и шаговые срезы совпадали от низа до колена, а верхний конец шагового среза несколько выступал за боковой, в таком положении передним половинкам придают окончательную форму, линию «стрелки» приутюживают;
задние половинки также складывают лицевыми сторонами, боковые и шаговые срезы от низа до колен сутюживают, верхнюю часть шагового шва и часть шва сидения в районе закругления оттягивают на 2-2,5 см в сторону бокового шва; затем задние половинки складывают в отдельности пополам так, чтобы их боковые и шаговые срезы от низа до колен совпадали, а выступ шагового среза не доходил до бокового среза на ту же величину, на какую выступает конец шагового среза передних половинок; в таком положении задние половинки окончательно оформляют; чтобы достигнутая форма была устойчивой, после ВТО детали должны полностью высохнуть и остыть;
- заготавливают все мелкие детали: пояс, шлевки, клапаны и т.д.; - обрабатывают на передних и задних половинках вытачки, складки, карманы;
-боковые и шаговые срезы поочередно обметывают и стачивают между собой, припуски швов разутюживают;
-срез шва сидения обметывают и стачивают от нижнего конца застежки на передних половинках до верхнего среза на задних с максимальной его оттяжкой в области сидения;
-в среднем шве передних половинок обрабатывают застежку;
-к верхнему срезу брюк в местах, предусмотренных моделью, притачивают нижний край шлевок (при этом они обращены вниз лицом к лицу изделия);
-обрабатывают верхний срез поясом, к верхнему краю которого притачивают верхние края шлевок, на поясе выполняют застежку на пуговицу или крючок;
-обрабатывают нижние срезы половинок брюк манжетами или подшивают;
-выполняют окончательную влажно-тепловую обработку брюк.
4 Технология сборки плечевых изделий Последовательность соединения отдельных деталей кроя в готовое изделие может
меняться в зависимости от многих факторов - вида изделия, его покроя, фасона, наличия мелких деталей и элементов декора и т.д.
Общие правила технологической обработки одежды:
после раскроя заготавливают все мелкие детали: воротник, манжеты, шлевки, карманы или вспомогательные детали для их выполнения и т.д.;
карманы, вытачки, кокетки, складки и сборки и другие конструктивные элементы выполняются на деталях полочки и спинки до их стачивания друг с другом;
если труба рукава втачивается в пройму после соединения полочки и спинки по боковым швам (как в случае втачного рукава и реглана), целесообразно обработать низ его до втачивания;
воротник и застежку нужно обрабатывать до стачивания боковых швов лифа и соединения его с рукавом (исключение составляют лишь изделия с рукавами реглан);
низ оборок и воланов нужно обрабатывать до их соединения с другими деталями;
влажно-тепловая обработка отдельных узлов производится до выполнения следующей операции.
Примерная технологическая последовательность изготовления плечевых изделий
Технологическая последовательность обработки и монтажа деталей и узлов одежды зависит от вида и конструкции изделия и осуществляется в следующей последовательности:
1)подготовка изделия к примерке;
2)проведение примерки;
3)заготовка деталей;
4)монтаж изделия;
5)окончательная отделка.
1)Подготовка изделия к примерке. Первоначальная заготовка деталей:
изготовление бортовых и утепляющих прокладок;
прокладывание силков в деталях;
влажно-тепловая обработка деталей;
сметывание вытачек, швов, складок на полочках, спинках, рукавах;
стачивание вытачек, швов, складок;
соединение полочек с бортовой прокладкой;
соединение подворотника с прокладкой. Временный монтаж изделия:
сметывание и заметывание частей спинки, рукава;
заметывание низа изделия и рукава (левого);
вметывание нижнего воротника в горловину;
вметывание рукава в пройму; в изделиях с цельнокроеными рукавами эта операция исключается; верхние срезы рукавов сметывают одновременно с плечевыми срезами изделия; в изделиях покроя реглан рукава вметывают в проймы до вметывания нижнего воротника в горловину;
приметывание утепляющей прокладки.
2)Проведение примерки изделия.
3)Заготовка деталей. После примерки окончательно обрабатывают детали и узлы одежды в следующей последовательности:
обработка вытачек, измененных при примерке, и вытачек, которые были сметаны;
обработка складок и рельефов на деталях;
обработка кокеток и соединение их с основными деталями;
обработка прорезных и накладных карманов (если прорезные карманы не были обработаны к примерке);
влажно-тепловая обработка полочек перед подрезкой бортов;
обработка бортов;
обработка воротника (обтачанного);
обработка рукавов;
изготовление подкладки изделия.
4)Монтаж изделия. Последовательность монтажа определяется покроем рукава в
изделии.
Последовательность монтажа изделий с втачными рукавами:
соединение боковых срезов;
обработка низа изделия;
соединение утепляющей прокладки с верхом изделия;
соединение плечевых срезов;
соединение воротника с горловиной (воротник в изделии обтачанный);
соединение подкладки с изделием;
соединение рукавов с проймами.
Последовательность соединения подкладки с изделием определяется в зависимости от
способа обработки воротника. При обработке воротника обтачанным швом подкладку с изделием соединяют после соединения воротника с горловиной, при обработке воротника с подгибкой обрезных срезов по отлету и концам вручную - до стачивания плечевых срезов.
В изделиях с воротником, цельнокроенным с подбортами, последовательность монтажа также меняется. Борта и воротник обрабатывают одновременно после соединения нижнего воротника с горловиной.
Последовательность монтажа изделий с цельнокроеными рукавами:
соединение боковых срезов изделия и нижних срезов рукавов с одновременным соединением ластовиц с полочками и спинкой;
соединение верхних срезов цельнокроеных рукавов;
обработка низа изделия;
соединение воротника с горловиной (воротник в изделии обтачанный);
соединение утепляющей прокладки с верхом изделия;
соединение подкладки с изделием.
Последовательность монтажа изделий с рукавами реглан:
соединение боковых срезов и обработка низа изделия;
соединение рукавов с проймами; соединение воротника с горловиной;
соединение подкладки с изделием.
5)Окончательная отделка изделий. После монтажа выполняют следующие операции: обметывание петель; удаление ниток и чистку изделий; окончательную влажно-тепловую обработку изделий; пришивание пуговиц.
Литература:
Курабаева Ф.А. Технология поузловой обработки и сборки швейных изделий. – Павлодар: ПГПИ, 2009. – 200 с.
Силаева М.А. Пошив изделий по индивидуальным заказам. – М.: Академия, 2004. –
528 с.
Мультимедийное сопровождение: электронная презентация «Технология обработки деталей швейных изделий».
Тема 7 Технология раскроя швейных изделий
План:
1)Оборудование, инструменты и приспособления для раскроя
2)Подготовка материалов к раскрою
3)Подготовка выкроек и лекал
4)Раскладка и обмеловка выкроек
5)Вырезание деталей
6)Подготовка деталей кроя к обработке
Тезисы лекции 1 Оборудование, инструменты и приспособления для раскроя
Режущие инструменты для изготовления швейных изделий разнообразны, основное требование для них – они должны быть острыми, так как тупыми лезвиями повреждается ткань и а процесс раскроя затрудняется. Ножницы, применяемые для выполнения операций раскроя и вспомогательных операций обрезки, уточнения деталей и т. д., могут быть различными по форме и размерам. Для раскроя толстых материалов используются портновские ножницы с фигурными ручками, для работы с тонкими тканями - легкие ножницы. Для раскроя синтетических материалов и трикотажа, которые выскальзывают изпод обычных лезвий, применяют специальные ножницы с зубчатыми лезвиями.
2 Подготовка материалов к раскрою
Если материал не был специально обработан (продекатирован) изготовителем и усадка составляет более 1%, необходимо его обработать. Для усадки ткань следует замочить в воде, а затем высушить. Некоторые ткани замачивают в горячей воде, но во всех случаях материал должен отмачиваться полчаса или час, после чего его надо осторожно отжать и высушить. Материалы, подлежащие только химической чистке, для усадки проутюживают утюгом с пароувлажнителем или через слегка влажный проутюжильник.
3 Подготовка выкроек и лекал
Нанести на детали выкроек все надписи: наименование и количество деталей кроя, линии середины, контрольные линии и метки и т.д. Направление долевой нити на выкройке указывается стрелкой. Указать на деталях выкроек величину припусков.
4 Раскладка и обмеловка выкроек
В большинстве случаев отрез материала складывают вдвое лицевой стороной внутрь. Сначала раскладывают те детали, которые будут кроиться в сгиб. Полотно складывают вдвое и ту сторону выкройки, где проходит сгиб, укладывают по сложенному краю. Накалывают на ткань края деталей выкройки, булавки располагают вдоль линий швов. Детали, которые кроятся по направлению долевой нити, на тканном полотне располагаются вдоль кромки, на трикотажном - вдоль рубчиков. Обмеловку (обводку) разложенных на материале и прикрепленных булавками выкроек осуществляю с помощью линеек и подсобных лекал.
5 Вырезание деталей
Перед разрезанием материала необходимо проверить правильность расположения деталей выкроек и размеры технологических припусков. Ножницы должны быть остро заточены. Для раскроя удобнее использовать ножницы с фигурными ручками и лезвиями длиной 18-20 см (прямыми или зубчатыми).
6 Подготовка деталей кроя к обработке