

програм ТИШИ 2014-15 пдф
.pdfРазметку деталей применяют для правильного выполнения сборочных процессов при изготовлении изделий. На деталях намечают места расположения неразрезных вытачек, складок, отделочных и рельефных швов, карманов. Детали размечают по вспомогательным лекалам меловыми линиями или точками карандашом. Способ разметки зависит от вида материала. Толщина всех линий разметки и диаметр отверстий при проколе не должны превышать 2 мм.
Петли намечают отдельно на каждой детали: обтачные - двумя линиями вдоль петли и двумя линиями поперек в концах петли; обметочные - одной линией вдоль петли и двумя поперек в концах петли.
Расположение карманов намечают на каждой детали: прорезных с клапанами, листочками и без клапанов - одной линией, обозначающей прорез кармана и двумя поперечными линиями, ограничивающими прорез; прорезные карманы в рамку с обтачкой - двумя линиями вдоль прореза и двумя поперечными ограничивающими прорез (расстояние между двумя продольными линиями должно быть равно ширине двух рамок). Расположение накладных карманов намечают тремя линиями (по верхнему краю и боковым сторонам) или тремя знаками: точками или проколами, совпадающими с двумя верхними и одним нижним углами кармана.
Литература:
Курабаева Ф.А. Основы технологии изготовления швейных изделий. – Павлодар:
ПГПИ, 2008. – 186 с.
Силаева М.А. Пошив изделий по индивидуальным заказам. – М.: Академия, 2004. –
528 с.
Мультимедийное сопровождение: электронная презентация «Технология раскроя швейных изделий».
Тема 8 Технология обработки деталей швейных изделий Лекция 8 Технология обработки деталей швейных изделий
План:
24)Начальная обработка основных деталей одежды
25)Дублирование основных деталей
26)Технология обработки мелких деталей: клапана, листочки, шлевки, пояса
27)Технология обработки вытачек, подрезов и рельефных швов
Тезисы лекции 1 Начальная обработка основных деталей одежды
С подготовкой кроя к пошиву тесно связаны работы, обеспечивающие стабильность конструктивных линий и размеров деталей кроя, как в процессе обработки, так и в процессе носки изделий. К таким работам относится декатировка отдельных деталей, проводимая для предварительной усадки ткани (например, корсажной тесьмы для пояса брюк, подкладки и прокладки), а также предварительная обработка срезов деталей от растяжения и осыпания.
2 Дублирование основных деталей
Формоустойчивость деталей достигается дублированием (термофиксацией) - фиксированным соединением деталей изделий (пальто, костюмов) с клеевыми прокладками по всей поверхности или ее части. Дублирование выполняется на прессах или утюгах.
К клеевым прокладочным материалам относятся ткани, нетканые и трикотажные полотна, на одну сторону которых нанесен слой клеевого покрытия. Назначение их - придание формоустойчивости деталям одежды, обработка краев и срезов деталей. Нанесение покрытия по своей структуре может быть точечным и сплошным.
3 Технология обработки мелких деталей: клапана, листочки, шлевки, пояса
Наименование |
Технические условия выполнения операции |
Рисунок |
операции |
|
|
|
|
|

1. Обработка |
Клапан - это деталь кармана, которая закрывает вход в |
|
|||||||
клапана |
него и одновременно служит отделочным элементом; |
|
|||||||
обтачным швом |
клапаны бывают различными по форме и способу |
|
|||||||
|
обработки края |
|
|
|
|
|
|
||
|
|
|
|||||||
1.1. |
Клапан (1 деталь) выкраивают из основной ткани. Нить |
|
|||||||
Выкраивание |
основы (н.о.) проходит так же, как на полочке. |
|
|||||||
деталей кроя |
Припуски на обработку швов: по верхнему срезу - 1,5 |
|
|||||||
клапана |
см; по боковым сторонам и срезу низа клапана - 0,5- |
|
|||||||
|
0,7 см (рис. а) |
|
|
|
|
|
|
||
|
|
|
|
|
|
||||
|
Подклапан |
|
(1деталь) выкраивают из |
подкладочной |
|
||||
|
(реже из основной) ткани. Нить основы проходит |
|
|||||||
|
параллельно верхнему срезу. По боковым сторонам и |
|
|||||||
|
срезу низа подклапан меньше клапана на ширину канта |
|
|||||||
|
на 0,2-0,3 см (рис. б) |
|
|
|
|
|
|
||
|
Прокладка (1 деталь) может быть клеевой и неклеевой. |
|
|||||||
|
Прокладка неклеевая должна попадать в шов |
|
|||||||
|
обтачивания |
клапана. |
Клеевая |
прокладка |
в |
|
|||
|
зависимости от свойств ткани верха может попадать в |
|
|||||||
|
шов обтачивания на 0,1-0,2 см или не попадать в него |
|
|||||||
|
(рис. в). |
|
|
|
|
|
|
|
|
|
|
|
|||||||
1.2. |
Дублируют клапан или подклапан клеевой прокладкой |
- |
|||||||
Дублирование |
в зависимости от ТУ на модель |
|
|
|
|
||||
клапана |
|
|
|
|
|
|
|
|
|
1.3. Сметывание |
Клапан и подклапан складывают лицевыми сторонами |
|
|||||||
клапана с |
внутрь, уравнивают срезы, сметывают прямыми |
|
|||||||
подклапаном |
стежками со стороны основной детали на расстоянии |
|
|||||||
|
0,3-0,4 см от срезов с посадкой в углах из клапана. |
|
|
||||||
|
|
|
|
|
|||||
1.4. ВТО |
Посадку в углах слегка сутюживают |
|
|
- |
|||||
клапана |
|
|
|
|
|
|
|
|
|
1.5. Обтачивание |
Обтачивают клапан со стороны подклапана швом |
|
|
||||||
клапана |
шириной 0,5-0,7 см. Нитки сметывания удаляют, |
|
|
||||||
|
высекают углы, оставляя припуск 0,2-0,3 см, чтобы |
|
|
||||||
|
после вывертывания избежать толщины в шве |
|
|
||||||
|
|
|
|||||||
1.6. |
Выметывают край клапана со стороны подклапана с |
|
|||||||
Выметывание |
образованием канта из основной детали. Ширина шва |
|
|||||||
клапана |
выметывания 0,5-0,7 см. Длина стежков 0,7-0,8 см; |
|
|||||||
|
стежки |
косые; |
ширина |
канта |
0,1-0,3 |
см. |
|
||
|
Приутюживают со стороны подклапана через |
|
|||||||
|
проутюжильник |
|
|
|
|
|
|
||
|
|
|
|||||||
1.7. Обработка |
Обтачной край закрепляют либо отделочной строчкой |
|
|||||||
края клапана |
1 (ширина шва по модели); либо вспушными стежками |
|
|||||||
|
- строчка 2 (частота - три стежка в 1 см); либо клеевой |
|
|||||||
|
паутинкой 3. Нитки временного назначения удаляют, |
|
|||||||
|
клапан приутюживают до полного удаления влаги |
|
|
||||||
|
|
|
|
|
|
|
|
|
|

Примечание |
На готовом клапане намечают линию притачивания его |
|
|
к полочке |
|
|
|
|
4 Технология обработки вытачек, подрезов и рельефных швов
Для отделки изделия и придания ему формы, соответствующей форме тела человека, на основных деталях (полочках спинке, рукавах, полотнищах юбок, половинках брюк) выполняют вытачки. Раствор вытачек и их количество зависят от модели, особенностей фигуры и степени прилегания изделия
По месту расположения различают: верхние вытачки, вытачки, расположенные от линии талии, и вытачки в области локтя (в узких рукавах). Верхние вытачки на спинке придают изделию форму на выпуклость лопаток; начинаются от плечевого среза или среза горловины. Верхние вытачки на полочке придают изделию форму на выпуклость груди. Их располагают от срезов - плечевого, горловины, проймы, бокового. Вытачки на выпуклость груди должны быть направлены к центру груди.
Вытачки от линии талии создают прилегание в области талии. Они могут быть расположены на цельной детали – передние вытачки или начинаться от среза проймы - боковые вытачки.
На поясных изделиях вытачки создают прилегание в области талии, располагают их от среза по линии талии. Вытачки в области локтя на узких рукавах располагают от локтевого, нижнего срезов или от низа рукава, в зависимости от модели.
По способу обработки вытачки бывают: разрезные и неразрезные; стачанные с дополнительными полосками ткани (только в верхней одежде) и без них; разутюженные и заутюженные; без отделочной строчки и настрочные (или расстрочные).
Требования к выполнению вытачек:
1)симметричное расположение на изделии;
2)плотное прилегание припуска;
3)отсутствие слабины в концах вытачек;
4)наличие закрепок в концах строчек.
Наименование |
Технические условия выполнения операции |
Рисунок |
операции |
|
|
1. Обработка |
Вытачки намечают на изнаночной стороне тремя |
|
неразрезных |
линиями: 1 - середина вытачки; 2 - боковая сторона |
|
вытачек, |
вытачки; 3 - линия, ограничивающая длину |
|
начинающихся от |
вытачки |
|
срезов |
|
|
1.1. Разметка |
|
|
вытачек |
|
|
1.2. Сметывание и |
Перегибают деталь по средней линии 7, сметывают |
|
стачивание нераз- |
(и стачивают) по боковой линии 2, заканчивая |
|
резных вытачек |
строчку строго у ограничивающей линии 3. |
|
|
Сметывание выполняют по наиболее косой |
|
|
стороне вытачки. Длина прямых сметочных |
|
|
стежков равна 1,0-1,5 см. Стачивают, начиная от |
|
|
среза по боковой линии. В начале и конце строчки |
|
|
должна быть закрепка. На тонких тканях в конце |
|
|
вытачки закрепку не ставят, а концы ниток |
|
|
завязывают узлом |
|

2. Обработка не- |
Вытачки намечают четырьмя линиями: 1 - |
|
|||||
разрезных вытачек |
середина вытачки; 2 - боковая сторона вытачки; 3 и |
|
|||||
на цельной детали |
4 - линии, ограничивающие длину вытачки |
|
|||||
2.1. Разметка |
|
|
|
|
|
|
|
вытачек |
|
|
|
|
|
|
|
|
|
|
|||||
2.2. Стачивание вы- |
Деталь перегибают по средней линии лицевой |
|
|||||
тачек |
стороной внутрь, сметывают и стачивают по бо- |
|
|||||
|
ковой линии, начиная строчку у одного из концов |
|
|||||
|
и заканчивая ее у другого. Концы строчек |
|
|||||
|
закрепляют. |
|
|
|
|
|
|
3. Обработка |
Подрез проектируют так, чтобы один его срез был |
|
|||||
подрезов |
длиннее другого (для образования сборок или |
|
|||||
3.1 Выкраивание |
складок) |
|
|
|
|
|
|
подрезов |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3.2 Образование |
По |
припуску |
длинного |
среза |
подреза |
|
|
сборок у подрезов со |
прокладывают |
две |
параллельные |
строчки, |
|
||
сборками |
стягивают нижние концы ниток; образованную |
|
|||||
|
сборку расправляют равномерно (или по модели). |
|
|||||
|
Длину сторон подреза уравнивают |
|
|
||||
|
|
|
|||||
3.3 Стачивание |
Подрез стачивают, уравняв срезы сторон (по |
|
|||||
подреза |
аналогии со стачиванием разрезных вытачек). |
|
|||||
|
Строчку прокладывают со |
стороны |
сборки |
|
|||
|
(строчка 2). |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Литература:
Курабаева Ф.А. Технология поузловой обработки и сборки швейных изделий. – Павлодар: ПГПИ, 2009. – 200 с.
Силаева М.А. Пошив изделий по индивидуальным заказам. – М.: Академия, 2004. –
528 с.
Мультимедийное сопровождение: электронная презентация «Технология обработки деталей швейных изделий».
Тема 9 Технология обработки узлов швейных изделий Лекция 9 Технология обработки кокеток и соединение их с деталями (1 час.)
1 Виды кокеток
2 Технология обработки отрезных кокеток
3 Технология обработки кокеток кантом, оборкой и кружевом
Тезисы лекции
1 Виды кокеток
Кокетка – отрезная деталь верхней части плечевого или поясного изделия.
Кокетки по форме бывают прямые, овальные и фигурные. Они могут быть расположены на переде, спинке или полотнищах юбки. Кокетки соединяют с изделием стачным, настрочным, накладным и рельефным швом. Кокетки бывают отрезными и цельнокроенным и с изделием.
Кокетки бывают не отлетные и отлетные. Перед соединением с изделием неотлетных кокеток на основных деталях обрабатывают вытачки, рельефы, складки, сборки и т. п. Отлетные кокетки могут быть с подкладкой и без нее.
2 Технология обработки отрезных кокеток
Соединение неотлетных кокеток с изделием
Наименование |
Технические условия выполнения операции |
|
Рисунок |
||
операции |
|
|
|
|
|
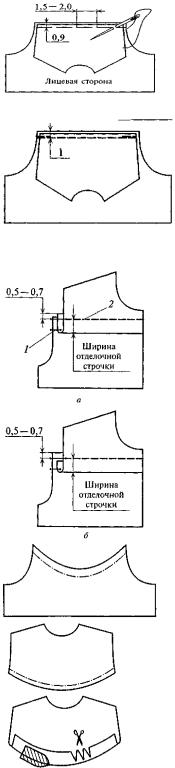
1. Соединение прямых и |
Деталь кокетки и основную деталь складывают |
|
|
||
овальных кокеток с |
лицевыми сторонами внутрь. Уравнивают |
|
|
||
изделием |
срезы. |
Приметывают по |
кокетке прямыми |
|
|
1.1. Соединение стачным |
сметочными стежками Lст= 1,5-2,0 см, ширина |
|
|
||
швом. Приметывание |
|
|
|||
шва - 0,9 см |
|
|
|
||
кокетки к основной |
|
|
|
||
|
|
|
|
|
|
детали |
|
|
|
|
|
1.1.2. Притачивание |
Притачивают кокетку швом шириной 1 см по |
|
|
||
кокетки |
кокетке |
|
|
|
|
|
|
|
|
|
|
1.1.3. Обработка шва |
Шов |
разутюживают, |
заутюживают, |
- |
|
притачивания |
настрачивают или расстрачивают |
|
|
||
|
|
|
|
||
1.2. Соединение |
Приметывают и притачивают (строчка 1) |
|
|
||
настрочным швом |
кокетку. Шов заутюживают на кокетку и |
|
|
||
|
настрачивают (строчка 2). Ширина припуска |
|
|
||
|
на шов настрачивания зависит от вида |
|
|
||
|
настрочного шва: с открытым (рис. а) или |
|
|
||
|
закрытым (рис. б) срезом. Она равна ширине |
|
|
||
|
отделочной строчки плюс 0,5-0,7 см |
|
|
||
|
|
|
|
||
1.3. Соединение |
На основной детали намечают линию |
|
|
||
накладным швом с |
притачивания кокетки |
|
|
|
|
закрытым срезом 1.3.1. |
|
|
|
|
|
При ширине |
|
|
|
|
|
отделочной строчки не |
|
|
|
|
|
На кокетке намечают линию нижнего ее края |
|
|
|||
более 0,5 см |
|
|
|||
|
|
|
|
|
|
|
|
|
|
||
|
Заутюживают или заметывают нижний край |
|
|
||
|
кокетки по намеченной линии, припуск шва на |
|
|
||
|
овальных краях сутюживают или высекают |
|
|
||
|
углами |
|
|
|
|

|
Кокетку накладывают на лицевую сторону |
|
|
основной детали лицевой стороной вверх. |
|
|
Уравнивают линии на основной детали с |
|
|
нижним краем кокетки; приметывают, |
|
|
настрачивают швом шириной 0,1-0,5 см |
|
|
|
|
1.3.2. При ширине |
Намечают линию притачивания кокетки на |
|
отделочной строчки |
основной детали. Выкраивают обтачку по |
|
более 0,5 см |
форме нижнего среза кокетки. Ширина |
|
|
обтачки равна ширине отделочной строчки |
|
|
плюс 1,0-1,5 см. Складывают обтачку с |
|
|
кокеткой лицевыми сторонами внутрь, |
|
|
уравнивают срезы и обтачивают нижний край |
|
|
кокетки швом шириной 0,5-0,7 см со стороны |
|
|
обтачки (рис. а) |
|
|
Обтачку отгибают на изнаночную сторону |
|
|
кокетки, выметывают шов с образованием |
|
|
канта из кокетки, приутюживают. Соединяют |
|
|
кокетку с изделием накладным швом шириной, |
|
|
предусмотренной моделью (рис. б) |
|
3 Технология обработки кокеток кантом, оборкой и кружевом
При наличии канта, оборки или кружева в шве притачивания кокетки сначала притачивают эти отделочные детали к кокетке.
Полоску для канта складывают вдвое изнанкой внутрь, уравнивают срезы и приутюживают. Приготовленную полоску для канта накладывают на лицевую сторону кокетки сгибом к середине детали и притачивают по канту на расстоянии от сгиба полоски, равном ширине канта в готовом виде (рис. 2.2, а, б). Ширина шва со стороны основной детали должна быть равна 1-1,5 см.
Оборку притачивают так же, как и кант, при этом ее накладывают лицевой стороной вниз на лицевую сторону кокетки, уравнивая срез оборки со срезом кокетки, и притачивают по оборке, распределяя сборку равномерно.
Кружево накладывают на лицевую сторону кокетки лицевой стороной вниз, фигурным краем к середине детали и настрачивают на расстоянии 0,1-0,2 см от прямого среза кружева. Ширина шва со стороны кокетки 1-1,5 см.
После соединения отделочных деталей кокетку складывают с основной деталью лицевыми сторонами внутрь, уравнивают срезы, приметывают и притачивают по строчке притачивания канта, оборки или кружева.
Шов притачивания кокетки обметывают, затем расправляют, отгибают в сторону кокетки и заутюживают.
Если шов соединения кокетки с основной деталью настрочной, то срезы шва предварительно заметывают стежками длиной 1,5-1 см, приутюживают и настрачивают с лицевой стороны на расстоянии, предусмотренном моделью.
а б в Обработка кокеток кантом: а - притачивание кокетки с кантом (взаутюжку); б - притачивание
кокетки с кантом (вразутюжку); в - настрачивание кокетки с кантом накладным швом
Технология обработки накладных кокеток с прямыми краями
На кокетке отмечают линию подгиба, а на основной детали - линию края кокетки. Срез кокетки перегибают в сторону изнанки по намеченной линии, заметывают и приутюживают.
Кокетку накладывают на основную деталь, совмещая подогнутый край кокетки с намеченной линией на основной детали, наметывают и настрачивают на расстоянии, предусмотренном моделью (рис. 2.3, а).
Нитки заметывания края и наметывания кокетки удаляют, шов соединения кокетки с основной деталью обметывают. Нижний край кокетки приутюживают.
а б в Обработка накладных кокеток: а - настрачивание кокетки с прямыми краями; б -
настрачивание кокетки с овальными краями; в - настрачивание кокетки с обтачкой
Литература:
Курабаева Ф.А. Технология поузловой обработки и сборки швейных изделий. – Павлодар: ПГПИ, 2009. – 200 с.
Силаева М.А. Пошив изделий по индивидуальным заказам. – М.: Академия, 2004. –
528 с.
Мультимедийное сопровождение: электронная презентация «Технология обработки кокеток и соединение их с деталямий».
Лекция 10 Технология обработки карманов (2 час.)
План:
1 Виды карманов
2 Технология обработки накладных карманов.
3 Технология обработки прорезных карманов.
4 Технология обработки карманов в швах изделия.
Тезисы лекции
1 Виды карманов
Карманы имеют декоративное и утилитарное назначение. По месту расположения они делятся на: внешние (располагают с лицевой стороны изделия); внутренние (обрабатывают на подкладке или в шве соединения подкладки с изделием по подборту). По конструкции карманы бывают: прорезные - с клапаном, с листочкой, в рамку; непрорезные - в рельефах; накладные. Способы обработки карманов разнообразны и зависят от вида изделия, материала и применяемого оборудования.
2 Технология обработки накладных карманов.
Накладные карманы могут быть различной формы. Верхний край кармана может быть обработан листочкой, клапаном, обтачкой, косой бейкой, окантовочным швом и т. д. Накладные карманы обрабатывают на подкладке и без неё, а в изделиях из легко растяжимых материалов - с. прокладкой. Процесс обработки накладных карманов состоит из двух этапов: сборки деталей кармана и соединения их с изделием.
Обработки накладного кармана
Наименование |
Технические условия выполнения операции |
Рисунок |
операции |
|
|
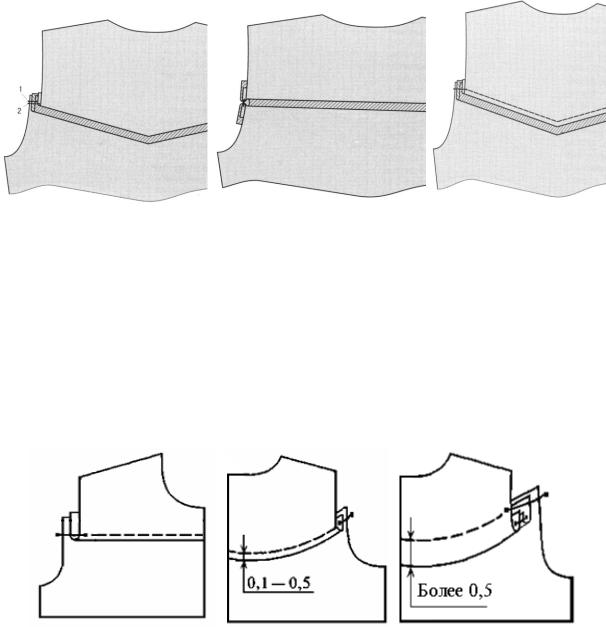
1. Обработка |
Накладной карман - 1 деталь (выкраивают с |
|
ручным способом |
припусками: по верхнему срезу 3,0-3,5 см, по |
|
1.1. Проверка |
остальным сторонам - 1 см). Подкладка кармана - 1 |
|
деталей кроя |
деталь (выкраивают соответственно детали верха, но |
|
|
меньше ее по верхнему краю - на 2,0-2,5 см). Кромка |
|
|
- 1 деталь. Карман может иметь прокладку из |
|
|
клеевого материала; размеры прокладки равны |
|
|
размерам кармана в готовом виде |
|
|
|
|
1.2. Прокладыва- |
Прокладывают кромку с небольшим натяжением на |
|
ние кромки |
припуск кармана так, чтобы нижний ее край не |
|
|
доходил до линии перегиба припуска на 0,1-0,2 см. |
|
|
Если карман продублирован целиком, то кромку не |
|
|
ставят (клеевую прокладку прокладывают не доходя |
|
|
до линии верхнего края кармана на 0,1-0.2 см) |
|
|
|
|
1.3. Обработка |
Припуск кармана перегибают на лицевую сторону |
|
боковых и |
кармана по верхней линии, уравнивают боковые |
|
верхнего краев |
срезы кармана и припуска, обтачивают по боковым |
|
кармана |
линиям |
|
|
|
|
|
Высекают излишки ткани в углах кармана, подрезают |
|
|
шов обтачивания припуска на 0,2-0,3 см. |
|
|
Вывертывают и выправляют углы, выметывают углы |
|
|
и заметывают верхний и боковые края кармана |
|
|
прямыми стежками длиной 1,0-1,5 см на расстоянии |
|
|
0,5 см от края. Приутюживают. |
|
|
|
|

Примечание |
Если нижние углы овальные, то излишки ткани на |
|
|||
|
припуске в изделиях из тонких тканей собирают в |
|
|||
|
мелкие складки, в изделиях из толстых тканей |
|
|||
|
высекают углами. Высеченные углы не должны |
|
|||
|
доходить до линии кармана на 0,2-0,3 см |
|
|
||
|
|
|
|||
1.4. Соединение |
На изнаночную сторону кармана накладывают |
|
|||
кармана с |
подкладку изнаночной стороной вниз. Подгибают |
|
|||
подкладкой |
края подкладки на изнаночную сторону и подшивают |
|
|||
|
подкладку кармана к заметанным припускам кармана |
|
|||
|
потайными подшивочными стежками (частота |
|
|||
|
стежков – 2-3 в 1см). Подкладка не доходит до |
|
|||
|
боковых краёв кармана на 0,2-0,5 см, до верхнего |
|
|||
|
края на 2,0-2,5 см. Карман приутюживают. Нитки |
|
|||
|
замётывания удаляют. Карман приутюживают. |
|
|||
2. Обработка ма- |
Накладной карман - 1 деталь. Припуски по верхнему |
|
|||
шинным способом |
срезу 3,0-3,5 см, по боковым и нижнему 0,5-0,7 см. |
|
|||
2.1. Проверка |
Подкладка кармана - 1 деталь. Припуски по верхнему |
|
|||
деталей кроя |
срезу меньше, чем для верхнего среза накладного |
|
|||
|
кармана на 2,0-2,5 см, по боковым и нижнему на 0,2- |
|
|||
|
0,3 см. Кромка - 1 деталь. |
|
|
|
|
|
|
|
|||
2.2. Прокладыва- |
Прокладывают неклеевую кромку по верхнему краю, |
|
|||
ние кромки |
пришивая ее косыми стежками (2 - 3 в 1 см). Клеевую |
|
|||
|
кромку приклеивают на припуск на расстоянии 0,1- |
|
|||
|
0,2 см от линии перегиба. |
|
|
|
|
|
|
|
|
|
|
2.3. Притачивание |
Карман складывают с |
подкладкой |
лицевыми |
|
|
подкладки к верх- |
сторонами внутрь, уравнивают верхние срезы и |
|
|||
нему припуску |
притачивают подкладку (строчка 1) швом шириной |
|
|||
кармана |
0,5-0,7 см. Шов заутюживают на подкладку. Для |
|
|||
|
последующего вывертывания строчку притачивания |
|
|||
|
подкладки прерывают посередине на участке длиной |
|
|||
|
4-5 см |
|
|
|
|
|
|
|
|||
2 4. Обтачивание |
Карман с подкладкой перегибают по верхней линии, |
|
|||
боковых сторон |
складывают |
лицевыми |
сторонами |
внутрь, |
|
кармана |
уравнивают срезы. Сметывают по боковым и нижним |
|
|||
|
сторонам кармана прямыми стежками длиной 1,0-1,5 |
|
|||
|
см на расстоянии 0,4-0,5 см от срезов, делая посадку |
|
|||
|
в углах кармана из основной ткани. Обтачивают |
|
|||
|
боковые и нижнюю (строчка 2) стороны швом |
|
|||
|
шириной 0,5-0,7 см (по подкладке кармана). Нитки |
|
|||
|
сметывания удаляют. Высекают углы. Вывертывают |
|
|||
|
через отверстие в шве, выправляют, выметывают с |
|
|||
|
образованием канта из ткани кармана. Подшивают |
|
|||
|
подкладку потайными подшивочными стежками на |
|
|||
|
нестачанном участке. Приутюживают. Нитки |
|
|||
|
временного |
назначения |
удаляют. |
Карман |
|
приутюживают.
Соединение накладного кармана с изделием отделочной строчкой
Наименование операции |
Технические условия выполнения операции |
Рисунок |
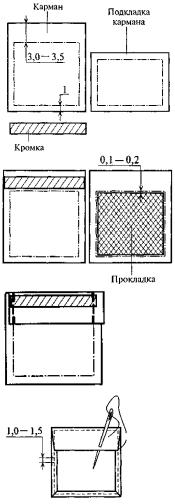
1. Соединение |
|
|
обработанного кармана |
|
|
1.1. Разметка кармана на |
|
|
полочке, прокладывание |
|
|
долевика |
|
|
|
|
|
1.2. Наметывание |
|
- |
кармана на полочку |
|
|
|
|
|
1.3. Настрачивание |
Карман настрачивают (строчка 1) на полочку |
|
кармана |
швом шириной в зависимости от модели. Если |
|
|
ширина шва больше 0,5 см, то края кармана |
|
|
пришивают к полочке потайными подшивочными |
|
|
стежками с лицевой стороны. Края кармана |
|
|
закрепляют (строчка 2) с изнаночной стороны (со |
|
|
стороны долевика) крестообразными стежками. |
|
|
|
|
3 Технология обработки прорезных карманов.
Обработка прорезных карманов с клапаном и одной обтачкой
Наименование |
Технические условия выполнения операции |
Рисунок |
операции |
|
|
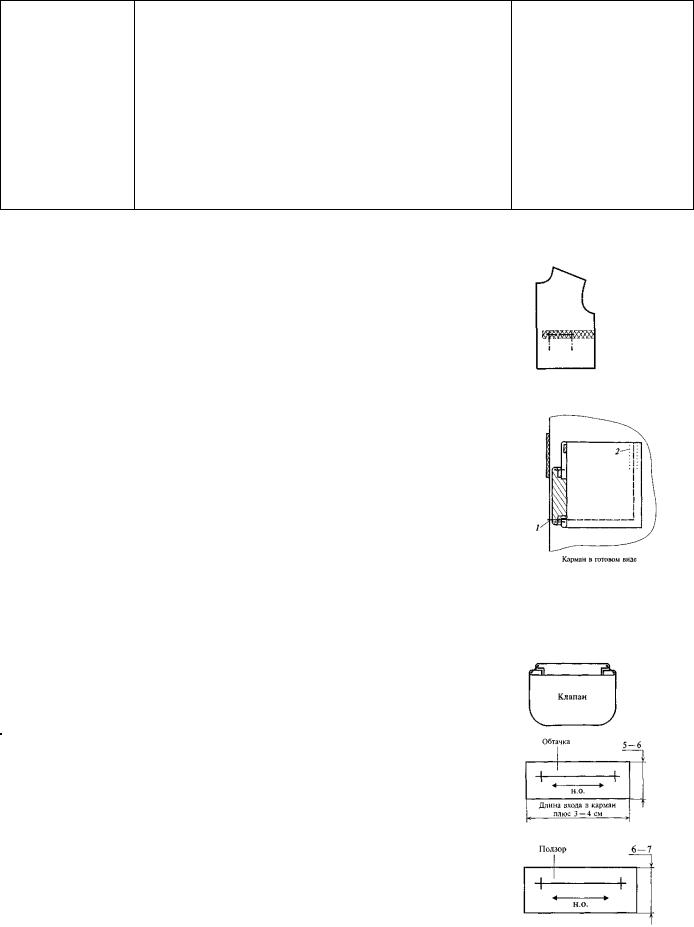
1. Проверка |
Клапан в готовом виде - 1 деталь |
|
деталей кроя |
|
|
|
|
|
|
Обтачка - 1 деталь из основной ткани; нить основы |
|
|
проходит вдоль длины обтачки (для предохранения |
|
|
края кармана от растяжения); длина обтачки равна |
|
|
длине входа в карман плюс 3-4 см на шов стачивания |
|
|
подкладки кармана; ширина – 5-6 см. Используется для |
|
|
обработки нижнего среза кармана. |
|
|
Подзор - 1 деталь из подкладочной или основной ткани; |
|
|
длина равна длине обтачки, ширина – 6-7 см; нить |
|
|
основы проходит вдоль детали (для предохранения |
|
|
входа в карман от растяжения). |
|
|
|
|