

програм ТИШИ 2014-15 пдф
.pdf5. Соединение с |
Деталь воротника-стойки (без шва по отлету) |
|
|||||
изделием воротника- |
перегибают вдоль посередине и обтачивают по |
|
|||||
стойки |
концам и вдоль длины завязывающейся части |
|
|||||
5.1. С |
до надсечек, определяющих длину среза |
|
|||||
завязывающимися |
стойки воротника (рис. а). Воротник |
|
|||||
концами |
вывертывают, выправляют, выметывают, |
|
|||||
|
приутюживают. |
|
Втачивают |
сначала |
|
||
|
внутреннюю часть стойки от уступа до уступа |
|
|||||
|
(строчка 1). Настрачивают подогнутый срез |
|
|||||
|
стойки внешней части воротника в шов |
|
|||||
|
втачивания, закрывая сгибом шов (строчка 2) |
|
|||||
|
(рис. б) |
|
|
|
|
|
|
5.2. Воротника-стойки |
Воротник-стойку соединяют так же, как и |
— |
|||||
|
отложной воротник |
|
|
|
|
||
|
|
|
|||||
5.3. Отложного на |
Воротник обрабатывают по общим правилам. |
|
|||||
притачной стойке |
Стойка состоит из двух деталей: внутренней и |
|
|||||
|
внешней. Внутренняя часть стойки может быть |
|
|||||
|
продублирована. |
Готовый |
воротник |
|
|||
|
вкладывают |
между |
деталями |
стойки, |
|
||
|
сложенными лицевыми сторонами внутрь, |
|
|||||
|
уравнивают срезы и притачивают воротник, |
|
|||||
|
одновременно |
|
обтачивая |
концы |
стойки |
|
|
|
(строчка 1). Отгибают стойку, совмещая ее |
|
|||||
|
изнаночные |
|
стороны, |
|
приутюживают. |
|
|
|
Втачивают воротник в горловину по общим |
|
|||||
|
правилам (строчки 2 и 3) |
|
|
|
|
||
6. Соединение |
Втачивают обработанный одинарный воротник |
|
|||||
одинарного воротника |
в горловину так же, как двойной воротник: с |
|
|||||
с горловиной |
помощью обтачки (рис. а); с помощью бейки |
|
|||||
|
(рис. б): 1 - втачивание воротника; 2 - |
|
|||||
|
настрачивание бейки |
|
|
|
|
||
|
|
|
|
|
|
|
|
Литература:
Курабаева Ф.А. Технология поузловой обработки и сборки швейных изделий. – Павлодар: ПГПИ, 2009. – 200 с.
Силаева М.А. Пошив изделий по индивидуальным заказам. – М.: Академия, 2004. –
528 с.
Мультимедийное сопровождение: электронные презентации «Технология обработки воротников», «Технология соединения воротников с горловиной изделия».
Лекция 12 Технология обработки петель и застежек плечевых изделий (2 час.)

План:
1 Виды петель и их обработка.
2 Виды застежек
3 Технология обработки бортов подбортами.
4 Технология обработки бортов планками
Тезисы лекции
1 Виды петель и их обработка.
При изготовлении легкой женской одежды выполняют петли различных видов: обтачные, обметочные, навесные.
Виды петель и их обработка
Петли |
Технические условия обработки |
|
Рисунок |
1. Обтачные |
Бывают в рамку и с кантом, с глазком и без |
- |
|
|
него. |
|
|
2. Обметочные |
Выполняют на полуавтоматах. Прямые петли |
|
|
|
(рис. а) обрабатывают на полуавтомате 525 |
|
|
|
класса (петля с двумя закрепками, стежок |
|
|
|
двухниточный челночный). Фигурные петли |
|
|
|
(рис. б) разных видов обрабатывают на |
|
|
|
полуавтомате двухниточного цепного стежка |
|
|
3. Навесные |
Выкраивают полоску ткани под углом 45° к |
|
|
3.1. Из вытачного |
нити основы шириной 2-3 см. Складывают ее |
|
|
шнура |
вдоль посередине лицевой стороной внутрь. |
|
|
3.1.1. Изготовление |
Стачивают вдоль сгиба швом шириной 0,3-0,4 |
|
|
вытачного шнура |
см. В конце ширину шва увеличивают до 0,5- |
|
|
|
0,7 см. Припуск шва подрезают, оставляя 0,3- |
|
|
|
0,6 см. Вывертывают на лицевую сторону с |
|
|
|
помощью иглы с толстой ниткой. Шнур |
|
|
|
должен быть плотным по всей длине |
|
|
3.1.2. Изготовление |
Шнур разрезают на равные части (длине петли |
|
|
петель |
должен соответствовать диаметр пуговицы). |
|
|
|
Складывают их пополам и накладывают на |
|
|
|
лицевую сторону правой полочки. Закрепляют |
|
|
|
машинной строчкой (рис. а). Край застёжки |
|
|
|
обтачивают в соответствии с ТУ (рис. б) |
|
|
|
|
|
|
3.2. Из плетеного |
Шнур используют фабричный или плетеный |
|
|
шнура |
вручную. Петли обрабатывают так же, как из |
|
|
|
вытачного шнура |
|
|
3.3. Из прямой |
Застрачивают полоску ткани, подогнув оба |
|
|
полоски ткани |
среза (нить основы проходит вдоль детали) |
|
|
|
Разрезают полоску на равные части (длиной, |
|
|
|
соответствующей диаметру пуговицы). На |
|
|
|
каждой части застрачивают угол на середине |
|
|
|
петли. Соединяют эти петли с изделием так же, |
|
|
|
как петли из вытачного шнура |
|
|
2 Виды застежек
Застежки в легкой женской одежде очень разнообразны.

По расположению они могут быть спереди, сзади, сбоку, в плечевом и боковом швах, складке, доходить до низа изделия. Застежка может быть доверху или с отворотами по лацкану.
По способу застегивания застежки могут быть выполнены на пуговицы и петли, крючки и петли, завязывающиеся на шнур, в виде застежки-молнии.
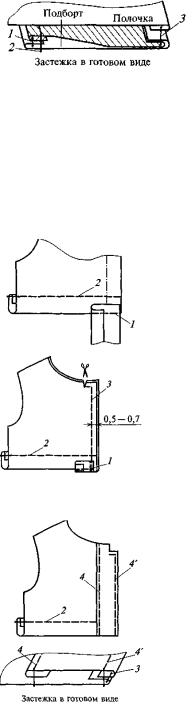
По конструкции (посередине переда) они могут быть с отрезными подбортами, с втачными планками, с настрочной планкой, с петлями в шве притачивания планки, с потайной застежкой, застежкой с обтачками-подбортами.
3 Технология обработки бортов подбортами.
Обработка бортов отрезными подбортами
Наименование |
Технические условия выполнения операции |
Рисунок |
операции |
|
|
|
|
|
1.Обработка без |
1. Полочки - 2 детали. |
- |
прокладки |
2. Подборт - 2 детали (может состоять из |
|
1.1. Проверка дета- |
двух частей) |
|
лей кроя |
|
|
1.2. Соединение ча- |
Стачивают части подборта стачным швом |
|
стей подборта |
вразутюжку. Ширина шва равна 0,7-1 см |
|
|
|
|
1.3. Обработка |
Внутренний срез подборта обрабатывают: |
|
внутреннего среза |
а - швом вподгибку с открытым |
|
подборта |
(обметанным) срезом; |
|
|
б - швом вподгибку с закрытым срезом |
|
|
|
|
1.4. Обтачивание |
Обтачивают срезы уступа, борта, нижнего |
|
борта |
угла борта, сложенные лицевыми сторонами |
|
|
внутрь, швом шириной 0,5-0,7 см. После |
|
|
высекания углов вывертывают, выправляют |
|
|
шов, выметывают с образованием канта из |
|
|
полочки |
|
|
|
|
2. Обработка с |
1. Полочка - 2 детали. |
- |
прокладкой |
2. Подборт - 2 детали. |
|
2.1. Проверка |
3. Прокладка для подборта из неклеевого |
|
деталей кроя |
материала - 2 детали |
|
2.2. Обтачивание |
Детали подборта и прокладки складывают |
|
внутреннего среза |
лицевыми сторонами внутрь, уравнивают |
|
подборта проклад- |
срезы и обтачивают (строчка 1) швом |
|
кой |
шириной 0,5-0,7 см внутренний срез |
|
|
подборта и его вершину. Высекают углы, |
|
|
вывертывают, выправляют шов, |
|
|
приутюживают, формируя кант из подборта. |
|
|
Закрепляют шов строчкой шириной 0,2 см |
|
|
(строчка 2) |
|
2.3. Обтачивание |
Обтачивают борт в соответствии с ранее |
|
борта |
рассмотренными техническими условиями |
|
|
(строчка 3) |
|
|
|
|
4 Технология обработки бортов планками
Технология обработки бортов планками
Наименование операции |
|
Технические условия выполнения |
|
Рисунок |
||||
|
|
|
|
операции |
|
|
|
|
1. Обработка настрочных |
|
1. Полочка - 2 детали. |
|
|
|
— |
||
планок |
|
2. Планка —2детали |
|
|
|
|
||
1.1. Проверка деталей |
|
|
|
|
|
|
|
|
кроя |
|
|
|
|
|
|
|
|
1.2. Притачивание планки |
|
Нижний срез планки с заутюженным |
|
|||||
к низу изделия, обработка |
|
внешним срезом притачивают к линии |
|
|||||
низа изделия |
|
низа в готовом виде. Ширина шва со |
|
|||||
|
|
стороны планки 0,7-1,0 см (строчка 1). |
|
|||||
|
|
Низ изделия застрачивают (строчка 2) |
|
|
||||
|
|
|
|
|
|
|||
1.3. Обтачивание борта |
|
Планку |
отгибают на |
изнаночную |
|
|||
|
|
сторону полочки, совместив срезы |
|
|||||
|
|
деталей. Лицевая сторона планки |
|
|||||
|
|
обращена к изнаночной стороне по- |
|
|||||
|
|
лочки. Обтачивают уступ и борт |
|
|||||
|
|
полочки (строчка 3). Подрезают углы, |
|
|||||
|
|
отгибают планку на лицевую сторону |
|
|||||
|
|
полочки, выметывают борт с кантом |
|
|||||
|
|
из полочки |
|
|
|
|
|
|
1.4. Настрачивание |
|
Заутюженный |
срез |
планки |
|
|||
внешнего среза планки |
|
настрачивают |
(строчка |
4) |
с |
|
||
|
|
предварительным наметыванием (или |
|
|||||
|
|
без него). Прокладывают отделочную |
|
|||||
|
|
строчку по борту (строчка 4') |
|
|
|
|||
|
|
|
|
|||||
2. Обработка втачных |
|
1. Планка - 2 детали; ширина равна |
|
|||||
планок |
|
удвоенной ширине планки в готовом |
|
|||||
2.1. Проверка деталей |
|
виде плюс 2-3 см; длина - длине |
|
|||||
кроя |
|
застежки плюс 1,5-2,0 см. |
|
|
|
|||
|
|
2. Перед — 1 деталь. 3. Долевик — |
1 |
|
||||
|
|
деталь |
из |
основной |
или |
|
||
|
|
дополнительной ткани; |
прокладывают |
|
||||
|
|
по всей длине застежки или только в |
|
|||||
|
|
ее конце (приблизительно на 5-6 см) |
|
|
||||
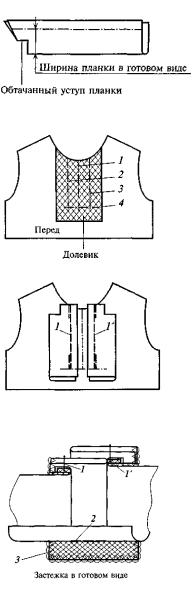
2.2. Обработка уступов на |
Перегнув |
планки |
вдоль |
посередине |
|
|||||
планке |
лицевой стороной внутрь, |
обтачивают |
|
|||||||
|
уступы в соответствии с ТУ. |
|
||||||||
|
Вывертывают, выправляют |
углы |
|
|||||||
|
уступов, заутюживают планки вдоль |
|
||||||||
|
посередине. Намечают на них линию |
|
||||||||
|
ширины в готовом виде |
|
|
|
|
|
||||
2.3. Разметка застежки; |
Намечают |
|
застежку |
|
|
четырьмя |
|
|||
прокладывание долевика |
линиями: 1 — линия середины переда; |
|
||||||||
2.4. Притачивание планок |
2, 3 — линии притачивания планок; |
|
||||||||
|
4 — линия, ограничивающая длину |
|
||||||||
|
застежки. |
Приметывают |
|
|
долевик |
|
||||
|
двумя |
параллельными |
|
|
строчками |
|
||||
|
вдоль его долевых срезов |
|
|
|
|
|||||
|
Накладывают |
планки |
на |
лицевую |
|
|||||
|
сторону переда лицевыми сторонами |
|
||||||||
|
вниз, срезами к середине переда. |
|
||||||||
|
Совмещают линии на планках и пе- |
|
||||||||
|
реде (линии 2 и 3), притачивают, |
|
||||||||
|
заканчивая |
|
строчки |
притачивания |
|
|||||
|
планок |
у |
ограничительной |
линии 4 |
|
|||||
|
(строчки 1 и 1'). Разрезают застежку по |
|
||||||||
|
аналогии |
с |
разрезанием |
прорезных |
|
|||||
|
карманов |
|
|
|
|
|
|
|
|
|
|
Отгибают швы притачивания планок |
|
||||||||
|
на изнаночную сторону переда, |
|
||||||||
|
приутюживают. Закрепляют угол в |
|
||||||||
|
конце застежки по его основанию |
|
||||||||
|
тройной машинной строчкой (строчка |
|
||||||||
|
2). Обметывают |
срезы |
|
застежки |
|
|||||
|
(строчка 3) вместе с долевиком. |
|
||||||||
|
Приутюживают карман в готовом виде |
|
||||||||
Литература:
Курабаева Ф.А. Технология поузловой обработки и сборки швейных изделий. – Павлодар: ПГПИ, 2009. – 200 с.
Силаева М.А. Пошив изделий по индивидуальным заказам. – М.: Академия, 2004. –
528 с.
Мультимедийное сопровождение: электронные презентации «Технология обработки петель», «Технология обработки застежк плечевых изделий».
Лекция 13 Технология обработки рукавов и соединения их с проймами (2 час.)
План:
1 Виды рукавов
2 Соединение срезов рукавов
3 Способы обработки низа рукавов без манжет
4 Способы обработки манжет 5 Виды притачных манжет и способы их соединения с рукавами
6 Виды застежек в рукавах и их обработка перед соединением с манжетами 7 Способы соединения рукавов с отложными манжетами 8 Соединение рукавов с проймами
Тезисы лекции
1 Виды рукавов
Взависимости от количества швов рукава могут быть: одношовные; двухшовные - с передним и локтевым швами или с верхним и нижним швами; трехшовные. Низ рукавов может быть гладким, с застежками и без них, с манжетами притачными или отложными. Рукава различаются покроем: втачные, реглан, цельнокроеные, комбинированные.
Взависимости от модели они могут быть с вытачками, подрезами, складками, рельефами, буфами и т. д. По длине различают следующие рукава: длинные, короткие, три четверти, семь восьмых.
2 Соединение срезов рукавов
Соединение срезов рукавов
Наименование |
|
|
Технические условия выполнения операции |
|
Рисунок |
|
|||||
операции |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
1. Стачивание сре- |
|
Части рукавов складывают лицевыми сторонами |
— |
|
|
||||||
зов рукавов |
|
внутрь, уравнивают срезы и стачивают швом |
|
|
|
||||||
|
|
шириной 1,0-1,5 см. Срезы заутюживают (по |
|
|
|
||||||
|
|
модели) или разутюживают. Передние срезы |
|
|
|
||||||
|
|
стачивают по верхней половинке (части) рукава. |
|
|
|
||||||
|
|
Локтевые - по нижней, с посадкой верхней |
|
|
|
||||||
|
|
половинки в области локтя |
|
|
|
|
|||||
2. Подготовка |
|
Проверяют симметричность рукавов, намечают |
|
|
|
||||||
рукавов к |
|
линию низа и дополнительные линии (по |
|
|
|
||||||
дальнейшей |
|
модели) |
|
|
|
|
|
|
|
||
обработке |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
3. Особенность |
|
Низ рукава может быть обработан (обтачками, |
|
|
|
||||||
соединения срезов |
|
окантовкой, бейками) до соединения срезов (т.е. |
|
|
|
||||||
при обработке низа |
|
по незамкнутому контуру). После стачивания |
|
|
|
||||||
по незамкнутому |
|
срезов все швы внизу рукава должны совпадать; |
|
|
|
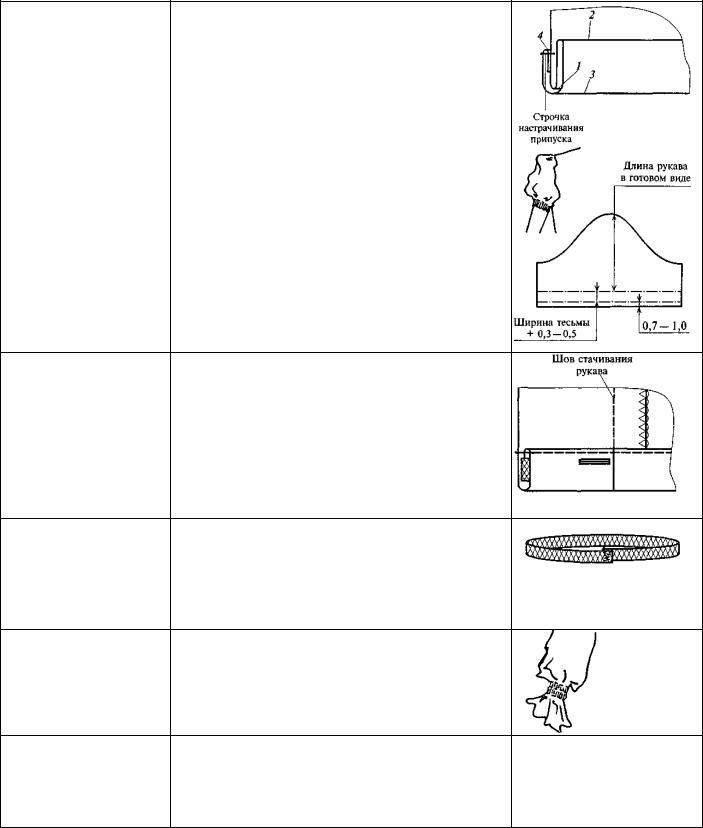
||||||
контуру |
|
припуск |
на |
шов |
стачивания |
рукава |
|
|
|
||
|
|
настрачивают |
двойной |
машинной |
строчкой |
|
|
|
|||
|
|
длиной 0,7-1,0 см поперек шва на расстоянии |
|
|
|
||||||
|
|
0,3-0,4 см от низа так, чтобы срезы припуска не |
|
|
|
||||||
|
|
были видны с лицевой стороны |
|
|
|
|
|||||
3 Способы обработки низа рукавов без манжет |
|
|
|
|
|||||||
|
|
|
Способы обработки низа рукавов без манжет |
|
|
||||||
Способ обработки |
|
|
Технические условия на выполнение |
Рисунок |
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
1. Швом вподгибку с |
|
|
— |
|
|
|
|
|
|
|
|
отделочной строчкой |
|
|
|
|
|
|
|
|
|
||
изделий |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
1.1. Из тонких тканей |
|
Обрабатывают низ рукавов швом вподгибку с |
|
|
|||||||
|
|
|
|
закрытым срезом |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
1.2. Из толстых тканей |
Обрабатывают низ рукавов швом вподгибку с |
|
|
||
|
открытым (предварительно обметанным) срезом |
|
|
||
|
|
|
|
|
|
2. Швом вподгибку без |
— |
|
|
|
|
отделочной строчки |
|
|
|
|
|
изделий |
|
|
|
|
|
|
|
|
|
||
2.1. Из тонких тканей |
Сначала застрачивают срез низа, подогнув его на |
|
|
||
|
0,7-1,0 см, швом шириной 0,2 см (строчка 1), |
|
|
||
|
затем швом вподгибку. Край подгиба низа |
|
|
||
|
подшивают |
потайными |
подшивочными |
|
|
|
стежками (строчка 2) ручными или на машине |
|
|
||
|
потайного стежка |
|
|
|
|
|
|
|
|
||
1.2. Из толстых тканей |
Обрабатывают срез на краеобметочной машине, |
|
|
||
|
заметывают припуск на изнаночную сторону и, |
|
|
||
|
отогнув на 0,4-0,5 см, срез низа подшивают |
|
|
||
|
потайными стежками |
|
|
|
|
|
|
|
|
||
3. Швом вподгибку с |
Срез низа может быть обработан шелковой |
|
|
||
тесьмой |
тесьмой в цвет ткани изделия. Сначала |
|
|
||
|
настрачивают тесьму на срез низа рукава (на |
|
|
||
|
расстоянии 0,1 см от края тесьмы), затем |
|
|
||
|
подгибают припуск (ширина подгиба - по |
|
|
||
|
модели) и подшивают потайными стежками |
|
|
||
|
вручную или на спецмашине |
|
|
|
|
|
|
|
|
||
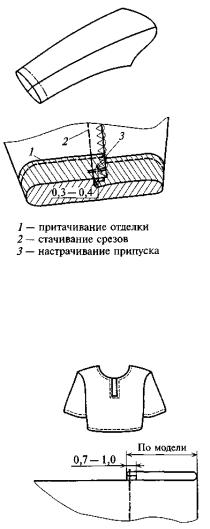
4. Обтачным швом |
Этот способ применяют при обработке рукава с |
|
|
||
|
фигурной линией низа |
|
|
|
|
|
|
|
|
||
4.1. Обтачки |
Обтачку выкраивают по форме низа рукава; |
|
|
||
|
нить основы проходит, как на рукаве. Обтачка |
|
|
||
|
может быть с прокладкой и без нее (в |
|
|
||
|
зависимости от свойств ткани и модели). |
|
|
||
|
Верхний срез обтачки в изделиях из тонких |
|
|
||
|
тканей застрачивают; в изделиях из толстых |
|
|
||
|
тканей - обметывают и подшивают потайными |
|
|
||
|
стежками |
|
|
|
|
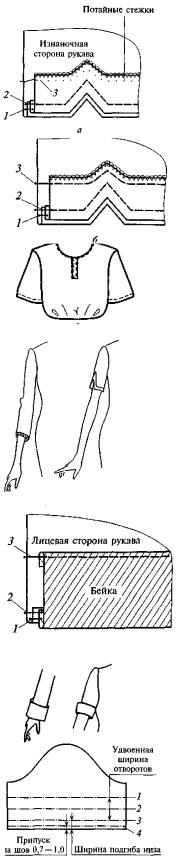
4.2. Низа рукава |
Низ рукава обтачивают по общим правилам - до |
|
|||||||||
|
стачивания среза рукава или после обработки |
|
|||||||||
|
всех срезов (в последнем случае обтачку |
|
|||||||||
|
стачивают |
|
по |
боковым |
сторонам |
|
до |
|
|||
|
обтачивания). |
|
|
|
|
|
|
|
|||
|
Шов обтачивания (строчка 1) настрачивают на |
|
|||||||||
|
обтачку шириной шва 0,1-0,2 см (строчка 2 на |
|
|||||||||
|
рис. а) или |
закрепляют отделочной |
строчкой |
|
|||||||
|
(строчка 2 на рис. б). Верхний край обтачки |
|
|||||||||
|
соединяют |
с |
рукавом |
потайными |
стежками |
|
|||||
|
(машинными |
или |
ручными) |
или |
|
на |
|
||||
|
стачивающей машине (строчка 3) |
|
|
|
|
||||||
|
|
|
|
||||||||
5. Окантовочным швом |
Выкраивают |
рукава без припуска на подгиб |
|
||||||||
|
низа, |
окантовывают |
полосками |
ткани, |
|
||||||
|
выкроенными из основной или отделочной |
|
|||||||||
|
ткани, одинарными или двойными, или тесьмой |
|
|||||||||
|
|
|
|||||||||
6. Бейками |
Бейки выкраивают из отделочной или основной |
|
|||||||||
6.1. Выкраивание бейки |
ткани под углом 45° к нити основы. Если низ |
|
|||||||||
|
рукава фигурный, форма бейки должна |
|
|||||||||
|
соответствовать форме низа рукава. Бейки, |
|
|||||||||
|
выкроенные |
по |
косой, |
могут |
быть |
|
|||||
|
продублированы прокладками |
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|||||
6.2. Обработка низа |
Бейку |
накладывают |
лицевой |
стороной |
на |
|
|||||
бейкой |
изнаночную сторону рукава, уравнивают срезы, |
|
|||||||||
|
обтачивают (строчка 1), отгибают бейку на |
|
|||||||||
|
лицевую сторону рукава. Настрачивают шов |
|
|||||||||
|
обтачивания на рукав (строчка 2), выметывают |
|
|||||||||
|
(заутюживают) швы с кантом из бейки. Верхний |
|
|||||||||
|
срез бейки подгибают на 0,7-1,0 см и |
|
|||||||||
|
настрачивают на рукав швом шириной 0,1-0,2 |
|
|||||||||
|
см (строчка 3) |
|
|
|
|
|
|
|
|||
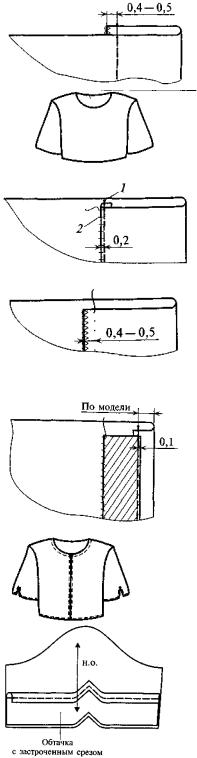
7. С отворотами |
Припуск |
на |
подгиб низа (1,5- 2,0 см) |
|
|||||||
|
увеличивают на удвоенную ширину отворота |
|
|||||||||
|
плюс 0,7-1,0 см на обработку (подгибание) среза |
|
|||||||||
|
(если ткань толстая, то срез низа только |
|
|||||||||
|
обметывают). Намечают на рукаве: верхний |
|
|||||||||
|
край отворота - линия 2; линии низа рукава - |
|
|||||||||
|
линии 1 и 3; линию подгиба низа - линия 4 |
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
Совмещают линии 1 и 3; заутюживают сгиб |
|
края отворота по линии 2, подгибают припуск |
|
на шов (0,7-1,0 см) и настрачивают подогнутый |
|
край на изнаночную сторону рукава швом |
|
шириной 0,1-0,2 см. Отгибают отворот на |
|
лицевую сторону рукава. Заутюживают по |
|
линии низа |
|
|
8. Эластичной тесьмой |
Припуск на обработку низа равен ширине |
8.1. Один ряд тесьмы |
тесьмы плюс 0,3-0,5 см и ширине подогнутого |
|
края - 0,7-1,0 см |
Обрабатывают срез низа рукава швом вподгибку с закрытым срезом (ширина шва зависит от ширины тесьмы плюс 0,3-0,5 см). Для продергивания тесьмы или оставляют не стачанным участок при настрачивании припуска низа рукава (1,2-1,5 см), или обметывают петлю на спецмашине в непосредственной близости от шва стачивания рукава со стороны припуска рукава
Нарезают тесьму нужной длины, продергивают ее с помощью булавки (или на спецмашине). Соединяют концы тесьмы накладным швом с открытыми срезами (ширина шва - 1,2-1,5 см). Зигзагообразную строчку прокладывают перпендикулярно длине тесьмы
8.2. Несколько рядов — эластичной тесьмы с двойной оборкой по низу рукава
8.2.1. Первый способ - Припуск на обработку низа рукава увеличивают швом вподгибку на нужное количество рядов для тесьмы (с учетом 0,3-0,5 см для каждого ряда) плюс припуск на оборку по модели, плюс 0,7-1,0 см
на обработку среза низа рукава.

|
Подгибают припуск низа (по линии низа) на |
|
|||||
|
изнаночную сторону, подгибают срез низа на |
|
|||||
|
0,7-1,0 см и прокладывают первую машинную |
|
|||||
|
строчку на расстоянии 0,1-0,2 см от подогнутого |
|
|||||
|
края (строчка 1). Остальные строчки |
|
|||||
|
прокладывают на расстоянии, равном ширине |
|
|||||
|
эластичной тесьмы плюс 0,3-0,5 см для каждого |
|
|||||
|
ряда (строчки 2 и 3). Для продергивания тесьмы |
|
|||||
|
оставляют не стачанные участки на строчках, |
|
|||||
|
равные 1,2-1,5 см, или обметывают петли на |
|
|||||
|
припуске низа рукава для каждого ряда тесьмы. |
|
|||||
|
Продергивают тесьму в полученные кулиски и |
|
|||||
|
застрачивают |
срезы |
тесьмы зигзагообразной |
|
|||
|
строчкой. |
|
|
|
|
|
|
8.2.2. Второй способ - с |
Обтачивают срез низа обтачкой |
(строчка 1), |
|
||||
обтачкой по низу |
настрачивают шов на обтачку (строчка 2). |
|
|||||
рукава |
Прокладывают |
строчки для |
образования |
|
|||
|
кулиски (строчки 3, 4, 5) и продергивают в них |
|
|||||
|
тесьму |
|
|
|
|
|
|
|
|
|
|||||
8.3. Один ряд |
Обрабатывают срез низа рукава: швом |
|
|||||
эластичной тесьмы с |
вподгибку, окантовкой или бейкой и т. д. С |
|
|||||
одинарной оборкой |
изнаночной или лицевой стороны (по модели) |
|
|||||
|
настрачивают заутюженную с двух сторон |
|
|||||
|
полоску |
основной |
(отделочной) |
ткани, |
|
||
|
выкроенную с учетом припусков на обработку |
|
|||||
|
долевых и торцевых срезов. Отверстие для |
|
|||||
|
продергивания тесьмы обрабатывают в одном из |
|
|||||
|
швов настрачивания или обметывают петлю на |
|
|||||
|
полоске кулиски. Продергивают тесьму. |
|
|||||
|
Стачивают ее концы зигзагообразной строчкой |
|
|||||
4 Способы обработки манжет
Манжеты бывают; прямые и фигурные; притачные и отложные; замкнутые и с застежкой на петли и пуговицы или с застежкой запонками.
Способы обработки манжет
Манжеты |
Технические условия обработки |
Рисунок |
1. Прямые замкнутые |
Манжеты выкраивают в виде прямоугольника, |
|
1.1. Выкраивание |
ширина которого равна удвоенной ширине |
|
манжеты |
манжеты в готовом виде плюс 2-3 см на шов |
|
|
соединения с рукавом; длина равна длине |
|
|
манжеты в готовом виде плюс 1,5-2,0 см на шов |
|
|
стачивания. Манжета может быть выполнена с |
|
|
прокладкой и без нее |
|
|
|
|