

8_ЛЕКЦИЯ _Мороз_Аппараты
.pdfЛекция 8. Морозильные аппараты и их применение в пищевой
промышленности
1.Классификация морозильных аппаратов.
2.Морозильные аппараты с интенсивным движением воздуха.
3.Аппараты для замораживания в псевдокипящем слое.
1.Классификация морозильных аппаратов.
Морозильные аппараты
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
С интенсивным |
|
Многоплиточные |
|
|
Контактные |
|||
движением воздуха |
|
|
|
|||||
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
- двухтунельные; |
- с гозонтальными плитами |
- в жидком азоте |
- шкафного типа: |
с циклической загрузкой- |
- в жидком фреоне |
|
выгрузкой |
|
- гравитационные |
с автоматицеской |
|
конвейерные |
циклической загрузкой- |
|
|
выгрузкой |
|
- конвейерные |
непрерывного действия |
|
-в псевдокипящем слое - с вертикальными плитами
-роторные
Вморозильных аппаратах с интенсивным движением воздуха продукт замораживается в потоке холодного воздуха.
Аппараты такого типа различаются между собой:
способом укладки продукта (в формах, в упаковке, поштучно, россыпью);
конструктивным оформлением санпаспорта транспортировки продукта через морозильное отделение.
Вморозильных аппаратах с интенсивным движением воздуха продукт замораживается в потоке холодного воздуха. Аппараты этого типа различаются между собой способом укладки продукта (в формах, в упаковке,
поштучно, россыпью и т. д.), а также конструктивным оформлением системы
транспортировки продукта через морозильное отделение.
1
Из аппаратов с интенсивным движением воздуха в особую группу выделены аппараты для замораживания продуктов в псевдокипящем слое методом флюидизации. Конструктивные особенности их обусловлены методом замораживания. В аппаратах этой группы используют лотковый « сетчатый конвейеры. Многоплиточные морозильные аппараты
(горизонтально-плиточные, вертикально-плиточные, роторные) имеют различное расположение плит и отличаются способами загрузки продукта.
Двухступенчатые морозильные аппараты ВНИХИ.
Широкое распространение получили 3 модели данного аппарата:
1)Замораживаемый продукт укладывается на противни устанавливаемые на многоярусную тележку с зазором между противнями;
2)Тележки с противнями закатывают в теплоизоляционную камеру (туннель, образованный оребренными батареями);
3)С помощью вентиляторов в камере создается движение воздуха поперек оси перемещения тележек.
4)Воздух, со скоростью V = 3,5…4 м/с, проходя через оребренные батареи, охлаждается до t = -30 0С и омывает противни в течение 2…8 часов:
рыба в раскладку |
2,5 ч.; |
в блоках δ = 60 мм |
4…5 ч.; |
куры непотрошеные |
4 ч.; |
утки потрошенные |
2,5 ч.; |
субпродукты в блоках δ = 150 мм |
7,8 ч. |
Начальная t = 7…10 0С |
Конечная t = -18 0С |
Модели этих аппаратов отличаются местом расположения вентилятора, количеством охладительных батарей и их расположением.
Вентиляторы реверсивного действия дают возможность менять направление движения воздуха в результате чего достигается равномерное замораживание продукта по всему объему аппарата. Подача жидкого аммиака в батареи автоматизирована (с помощью поплавкового регулятора уровня или соленоидного вентиля и дистанционного указателя уровня по высоте оси верхнего ряда труб нижних батарей).
Тележки загружают через герметические двери с одной стороны туннеля и выгружают с другой через необходимое время.
Производительность 3…20 т/сутки в зависимости от количества тележек Единовременная загрузка тележек 270…400 кг.
Эти морозильные аппараты используются также для замораживания:
-плодов;
-ягод;
2
- овощей.
Гравитационные конвейерные морозильные аппараты непрерывного действия имеют цепной конвейер с приводом (эл. двигатель, муфты, редуктор, цепная передача), загрузочно-разгрузочное устройство (транспортеры), теплоизоляционную термокамеру с охладительными батареями, вентиляторы.
Производительность этих аппаратов различна 1000…2000 кг/час.
2. Морозильные аппараты с интенсивным движением воздуха
Двухтуннельные морозильные аппараты ВНИХИ
Широко распространены три модели аппарата данного типа.
Замораживаемый в этих аппаратах продукт укладывают на противни,
В теплоизолированной камере с помощью вентиляторов создается движение воздуха поперек оси перемещения тележек. Воздух, проходя через оребренные батареи, охлаждается до температуры —30° С и направляется в зазоры между противнями на тележках, омывая при этом противни с продуктом снизу и сверху со средней скоростью 3,5—4,0 м/с.
Продолжительность замораживания пищевых продуктов (в ч) в аппаратах этого типа при температуре воздуха —30 -32° С при ведена ниже.
Отдельные варианты аппарата различаются между собой компоновкой и размещением оребренных батарей, а также устройством и расположением вентиляторов.
3

Аппарат (рис. II—1, а) имеет производительность 5 и 10 т/сут (в туннеле
размешают соответственно одну или две тележки с продуктом).
Охлаждающие батареи состоят из горизонтальных труб с навитыми
спиральными ребрами из стальной ленты. Две батареи расположены в
верхней части аппарата и три —
Двухтуннельные морозильные аппараты типа СА с интенсивным движением воздуха:
1 — теплоизолированная камера; 2 — охлаждающие батареи; 3 — вентилятор; 4 — электродвигатель; 5 — направляющие для воздуха; 6 — дистанционный указатель
Модель аппарата, изображенная на рис. II—1, б, отличается от
предыдущей тем, что в верхней части ее установлена одна оребренная
батарея вместо двух, а электродвигатель вентилятора вынесен за пределы
4
теплоизолированной камеры, в результате чего повышается .надежность работы электродвигателя и снижаются требования к его исполнению в нижней. Между верхними батареями установлено один или два осевых вентилятора в зависимости от производительности аппарата.
Электродвигатели вентиляторов расположены непосредственно внутри аппарата. Вентиляторы реверсивного действия могут изменять направление движения воздуха, в результате чего достигается равномерное замораживание продукта по всему объему морозильного аппарата. Подача жидкого аммиака в охлаждающие батареи автоматизирована (с помощью поплавкового регулятора уровня или соленоидного вентиля и дистанционного указателя уровня по высоте оси верхнего ряда труб нижних батарей). Жидкий аммиак поступает в нижние коллекторы верхних батарей;
неиспарившаяся его часть переливается в нижние батареи. При повышении уровня аммиака в нижних батареях до оси верхнего ряда труб подача аммиака прекращается.
В теплоизолированной камере транспортерная лента движется вокруг вертикального барабана по спирали снизу вверх. С верхней части барабана транспортерная лента выводится через ограждение аппарата, поворачивает вокруг роллеров и вновь направляется в теплоизолированную камеру. В
месте поворота транспортерной ленты вне камеры продукт сходит с транспортерной ленты и направляется на упаковку. Свободная транспортерная лента через теплоизолированную камеру возвращается к загрузочной стороне, предваритель-но пройдя устройство для автоматизированной мойки. Воздух охлаждается воздухоохладителем, рас-
положенным рядом со спиральным барабаном.
5
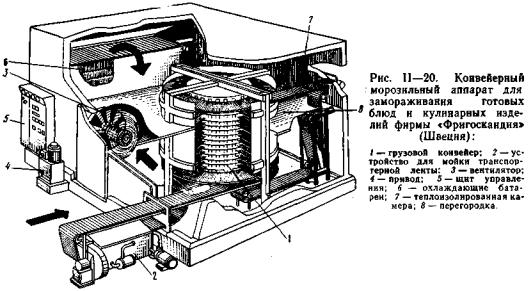
Осевые вентиляторы, расположенные внизу, нагнетают воздух через охлаждающие батареи вверх. Внутренний объем теплоизолированной камеры разделен горизонтальной перегородкой на две части; наружный кожух спирального барабана в сочетании с этой перегородкой образует канал для движения воздуха через пространство, в котором перемещается транспортерная лента с продуктом. В нижней части аппарата воздух выходит из спирального барабана и направляется к всасывающей стороне вентиляторов. Схема движения воздуха в аппарате показана на рис. II—21.
Скорость транспортера можно плавно изменять в пределах,
обеспечивающих необходимую продолжительность замораживания для различных продуктов.
Конструкция аппарата основана на использовании транспортерной ленты (рис. II—22), элементы которой обладают относительной подвижностью в горизонтальной плоскости. Все элементы конвейера,
соприкасающиеся с продуктом, выполнены из нержавеющей стали.
В процессе замораживания продукт сохраняет свое положение относительно транспортерной ленты. Эта особенность позволяет од-
6

Схема движения |
воздуха в конвейерном морозильном аппарате для |
замораживания |
готовых блюд и кулинарных изделий фирмы |
«Фригоскандия» (Швеция)
конвейера размещены испарители, выполненные из медных сребренных труб
диаметром 16 мм. Через испарители и конвейер в поперечном направлении
продувают воздух, причем каждая ветвь конвейера охлаждается тремя
воздушными потоками.
Под конвейером смонтированы вентилятор, двухступенчатый червячный
редуктор и бесступенчатый клиноременный вариатор скорости привода
7
конвейера. Испарители (воздухоохладители) снабжены кожухами и поддона-
ми, в результате чего достигается эффективная обдувка батарей воздухом и отвод талой воды, которая удаляется с помощью системы устройств для оттаивания.
В электрическую схему аппарата включены блокирующее устройство и световой сигнализатор, оповещающий о неисправности механизмов. На линии всасывания холодильного агрегата установлено реле давления.
Температура в камере контролируется однопозиционным термостатом. У
одной из торцевых стенок аппарата расположены фреоновые магистрали,
дренажные коллекторы, приборы автоматического регулирования работы холодильной машины и соленоидные вентили для оттаивания испарителей.
Аппарат обслуживается двухступенчатым фреоновым агрегатом ФДС-1М.
При производстве пельменей на единой технологической линии лотки с отштампованными на них пельменями поступают с конвейера формовочного автомата ВП.М-1 на загрузочный стол, шарнирно укрепленный на передней панели аппарата СМА-1. Стол наклоняется при помощи синхронизирующего механизма, и лоток передается на лопасть движущегося конвейера. Через
15—20 с лоток принимает вертикальное положение, в котором тран-
спортируется к месту выгрузки. При вертикальном положении лотков пельменя удерживаются на них, так как прилипают к ним при штамповке и примерзают, проходя через камеру. Скорость движения конвейера регулируется вариатором с таким расчетом, чтобы продукт находился в аппарате 23—35 мин
Туннельный скороморозильный аппарат АСМТ (рис. 19.3) состоит из морозильной камеры, испарителей, вентиляторов воздухоохладителя и тележек.
Предназначенные для замораживания продукты укладывают в лотки
(ящики), устанавливаемые на тележки, и помещают в морозильную камеру перпендикулярно потоку холодного воздуха. При прохождении через ребристо-трубные испарители воздух охлаждается до температуры —35 °С.
8

Циркуляция его осуществляется с помощью осевых вентиляторов. В конст-
рукции аппарата применены модульные трехслойные теплоизоляционные панели, которые соединяются друг с другом по типу шип-паз.
Замораживание продукта до — 18°С (при начальной 20 °С)
продолжается 3,5...4 ч. Число тележек (от 3 до 6) зависит от длины камеры
(2600, 3800, 4400 и 5600 мм).
Скороморозильные аппараты АСМТ работают по циклическому принципу — рабочий цикл замораживания чередуется с подготовительным,
при котором в трубы воздухоохладителя насосом подается горячая вода для снятия с них снеговой шубы.
Полученная при этом вода стекает в специальный поддон.
Тележечные скороморозильные аппараты в конструктивном плане почти не отличаются от сборных низкотемпературных камер. Наиболее существенное отличие — использование более мощных холодильных систем, имеющих,
как правило, автономный холодильный агрегат. При этом последний работает только на аммиаке. Недостатки аппаратов тележечного типа и
9
сборных камер также одинаковы: плохо используется длина аппарата, много затрачивается ручного труда при погрузочно-разгрузочных операциях.
Конвейерные скороморозильные аппараты позволяют в определенной степени избавиться от указанных недостатков. Эти аппараты состоят из грузового отсека и воздухоохладителей. Последний располагают таким образом, чтобы обеспечить эффективное охлаждение перемещаемого конвейером продукта.
По виду конвейера морозильные аппараты подразделяют на аппараты с ленточным и цепным (зигзагообразным или спиральным) конвейером.
Морозильные аппараты с ленточным конвейером обычно применяют для замораживания фасованных продуктов. Морозильные аппараты со спиральным конвейером широко распространены при охлаждении мяса и рыбы. Ими оснащены суда-рефрижераторы. Зарубежные фирмы также выпускают целый ряд аппаратов, имеющих спиральный конвейер. Несмотря на сложную пространственную конструкцию спирального конвейера,
аппараты этого типа имеют меньшие габариты и большую производительность по сравнению с другими.
Скороморозильный универсальный аппарат Я10-ФАУ (рис. 19.4)
состоит из морозильной камеры, воздухоохладителя, конвейеров, привода и лотка.
Движение конвейеров осуществляется от одного многоскоростного привода. Продукт загружается на одну из двух поверхностей рабочего органа конвейера, которые периодически меняются по мере движения вдоль аппарата. Воздух с помощью вентиляторов подается на трубчатый испаритель, охлажденный до — 30...—35 °С, он обдувает движущийся продукт. В конце процесса замораживания продукт поступает на нижний конвейер и по разгрузочному лотку удаляется из аппарата.
10