

61. Конструктивные элементы и геометрия зенкеров, их назначение.
Процесс зенкерования осуществляется с помощью инструмента называемого зенкером, который служит для дальнейшей обработки отверстий, полученных после отливки, штамповки или сверления. Это инструмент для получистовой и чистовой обработки отверстий.
По характеру работы зенкер подобен сверлу при рассверливании отверстия.
По конструкции и оформлению режущих кромок зенкер, предназначенный для увеличения диаметра отверстий, несколько отличается от сверла.
Рабочая часть зенкера снабжена режущими перьями и состоит из двух частей: режущей и калибрующей. Режущая (заборная) часть, наклоненная к оси под главным углом в плане (угол конуса режущей части 2), выполняет основную работу резания.
Калибрующая часть служит для направления инструмента при работе, для калибрования отверстий и сохранения размера инструмента после его переточки.
Режущая часть зенкера имеет передний угол , задний угол , угол заострения и угол резания .

62. Конструктивные элементы и геометрия разверток, их назначение.
Процесс развертывания осуществляется с помощью инструмента называемого разверткой, которая служит для чистовой обработки отверстий после сверления, зенкерования или растачивания и обеспечивает допуск по Н6-Н11 и параметры шероховатости Ra=2,5-0,16 мкм.
Рабочая часть развертки снабжена режущими перьями и состоит из двух частей: режущей и калибрующей. Режущая (заборная) часть, наклоненная к оси под главным углом в плане (угол конуса режущей части 2), выполняет основную работу резания.
Калибрующая часть служит для направления инструмента при работе. Она состоит из двух участков: цилиндрического и конического, так называемого обратного конуса. Обратный конус делается для уменьшения трения инструмента об обработанную поверхность и уменьшения величины разбивки отверстия.
Режущая часть развертки имеет передний угол , задний угол , угол заострения и угол резания .

63. Расточной инструмент.
Для расточных операций применяют следующие типы инструментов: - стержневые резцы с одной режущей фомкой; - двусторонние пластинчатые резцы (резцы-блоки) с двумя или более режущими фомками; - расточные головки с одной или несколькими режущими кромками.
Расточные инструменты изготавливают « быстрорежущей стали и оснащают пластинами из твердых сплавов. Их примелют на токарных, револьверных станках, автоматах, автоматических линиях, многоцелевых и расточных станках.
При работе на станках токарной группы инструмент не вращается, а вращается заготовка.
При работе на многоцелевых, расточных станках и частично на станках, встроенных в автоматические линии, заготовка «подвижно закреплена на столе станка, а вращается инструмент.
Стержневые резцы с одной режущей фомкой применяют для растачивания


отверстий как при вращающейся, так и при неподвижной заготовке.
Резцы крепят
непосредственно
в суппорте стола или
устанавливают
на оправке. Резцы оснащают
пластинами из быстрорежущей стали
или твердого сплава, а также многогранными
пластинами из твердого сплава
с
отверстием или без него. Державки
выполняют
различной формы: круглой,
квадратной, прямоугольной. При расположении
резца относительно оси отверстия
под некоторым углом
![]() углы в плане
у резца меняются:
углы в плане
у резца меняются:
![]() Это
надо учитывать при проектировании
резца.
Это
надо учитывать при проектировании
резца.
Для обеспечения необходимых углов а и 7 надо установить резец в оправке так, чтобы его вершина была расположена на оси обрабатываемого отверстия. Для растачивания точных отверстий в случае необходимости подналадки размера на станке применяют расточные оправки, оснащенные микробором. Оправки такой конструкции позволяют растачивать отверстия, начиная с диаметра 20 мм. Точность установки резца 0,01—0,005 мм.
Установку резца контролируют по нониусу. Для использования в микроборах применяют резцы с напайными пластинами из твердого сплава и оснащенные многогранными пластинами .
Двусторонние пластинчатые резцы и блоки применяют для растачивания отверстий диаметров более 40 мм. По сравнению с однолезвийным инструментом они обладают большей производительностью. Пластинчатые резцы изготовляют целиком из быстрорежущей стали, а также оснащают пластинами из этой стали или из твердого сплава. Для лучшего использования и продления срока службы пластинчатые резцы изготавливают сборной конструкции из двух частей.
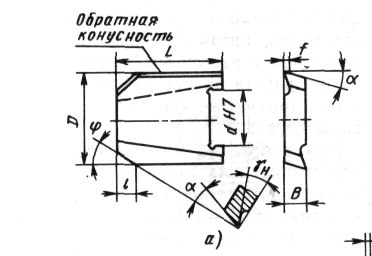

Такая конструкция резцов позволяет регулировать рабочий размер. Пластинчатый расточной резец цель- ной конструкции показан на рис. 2.76, а. Главные режущие кромки прямолинейны и наклонены к оси под главным углом в плане, выбираемом в пределах 30—60°.На калибрующей части делают обратную конусность в пределах 0,04—0,15 мм на 100 мм длины. На нерабочем торце резца делают центрирующий паз для фиксации его на оправке.
Расточные блоки состоят из корпуса с одной или несколькими парами регулируемых на необходимый размер резцов. Их применяют для предварительной и окончательной обработки отверстий в корпусных деталях.
Конструкция расточного блока с многогранными твердосплавными пластинами состоит из корпуса , двух четырехгранных пластин, двух подкладок и крепежных деталей и . Этот блок применяют при растачивании отверстий диаметром 50—150 мм. Расчет углов установки многогранных пластин в корпусе аналогичен расчету углов для зенкеров.





![]()
Применение пластинчатых резцов уменьшает разбивку отверстия в процессе обработки и улучшает качество обработки.
Расточные головки обладают большей производительностью по сравнению с другими расточными инструментами. Их широко применяют в автоматизированных производствах, в том числе на станках с ЧПУ.