

65. Виды фрез, их назначение.
Фреза — лезвийный инструмент для обработки с вращательным главным движением резания инструмента без возможности изменения радиуса траектории этого движения и хотя бы с одним движением подачи, направление которого не совпадают с осью вращения (ГОСТ 25751—83). Фрезы представляют собой тела вращения с формой производящей поверхности, зависящей от формы обрабатываемой поверхности и расположения оси фрезы относительно детали. При работе производящая поверхность фрезы с образованными на ней зубьями касается обрабатываемой поверхности.
Кинематика процесса фрезерования характеризуется вращением фрезы вокруг своей оси и движением подачи заготовки или фрезы, которое может быть прямолинейным (поступательным), вращательным или винтовым. При прямолинейном движении подачи обрабатывают плоскости, уступы, пазы, детали с фасонной образующей и прямолинейной направляющей. При вращательном движении подачи обрабатывают поверхности вращения, а при винтовом движении подачи — винтовые поверхности.
Фрезерование является одним из наиболее распространенных методов обработки. Из общего парка металлообрабатывающего оборудования в машиностроении удельный вес фрезерных станков составляет около 20 %, а в отдельных отраслях машиностроения — до 60 %. По уровню производительности фрезерование уступает только наружному протягиванию.
Отклонения размеров деталей после обработки фрезерованием могут находиться в пределах 7—9-го квалитетов (ГОСТ 25347—82) при параметрах шероховатости до Rа=1,25 мкм (ГОСТ 2789—73).
Фрезы отличаются большим разнообразием типов, форм и назначения как стандартизованных (рис. 2.35), используемых на универсальных фрезерных станках, так и специальных, проектируемых для обработки конкретных изделий.
Классификацию фрез проводят по следующим показателям.
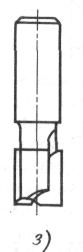
По расположению зубьев относительно оси различают: фрезы цилиндрические с зубьями, расположенными на поверхности цилиндра (рис. 2.35, а); фрезы торцовые с зубьями, расположенными на торце цилиндра (рис. 2.35, б); фрезы угловые с зубьями, расположенными на конусе (рис. 2.35, в); фрезы фасонные с зубьями, расположенными на поверхности с фасонной образующей (рис. 2.35, г) (с выпуклым и вогнутым профилем). Некоторые типы фрез имеют зубья как на цилиндрической, так и на торцовой поверхности, например дисковые двух- и трехсторонние (рис. 2.35, д), концевые (рис. 2.35, е), шпоночные (рис. 2.35, ж, з).
По направлению зубьев фрезы могут быть: прямозубыми (рис. 2.35,д), в которых направляющая линия передней поверхности лезвия прямолинейна и перпендикулярна направлению скорости главного движения резания (под направляющей линией передней поверхности понимают линию, по которой движется точка прямой, описывающей эту поверхность); косозубые (рис. 2.35, г), у которых направляющая линия передней поверхности лезвия прямолинейна и наклонена под углом к направлению скорости главного движения резания; с винтовым зубом (рис. 2.35,а), в которых направляющая линия передней поверхности является винтовой.
По конструкции фрезы могут быть: цельными; составными, например с припаянными или приклеенными режущими элементами; сборными, например оснащенными многогранными пластинами из твердого сплава; наборными, состоящими из нескольких отдельных стандартных или специальных фрез и предназначенные для одновременной обработки нескольких поверхностей.








По конструкции зубьев фрезы могут быть с острозаточенными (рис. 2.35,и) и; затылованными (рис. 2.35,к) зубьями. Затылование — процесс образования задней поверхности инструмента по некоторой кривой (обычно спираль Архимеда) для получения задних углов. У острозаточенных фрез задние углы получают заточкой. Фрезы работают с малыми подачами на зуб, поэтому их изнашивание происходит по задней поверхности, и затачивать их целесообразно по задней поверхности. По задней поверхности затачивают острозаточенные фрезы. Однако такую заточку не всегда возможно и не всегда целесообразно выполнять. Форма производящей поверхности может быть сложной, исключающей возможность заточки задней поверхности зуба шлифовальным кругом. Нелесообразно производить заточку задней поверхности у фрез с точным профилем, например у червячных зуборезных и шлицевых, потому что в этом случае нужно вновь обеспечить требуемую точность профиля и шага зубьев. Для приведенных случаев целесообразнее применять затылованные зубья, заточка кото рых производится по передней поверхности, что обеспечивает ее простоту. По способу крепления на станке различают фрезы насадные с отверстием под оправку и концевые с коническим или цилиндрическим хвостовиком.
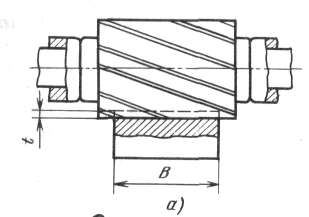

Рис. 2.35. Типы фрез и обрабатываемых поверхностей