

3.2.4 Вибір технологічних баз
В ибір
технологічних баз роблять на початку
розробки технологічного процесу
одночасно з встановленням послідовності
методів механічної обробки поверхонь.
ибір
технологічних баз роблять на початку
розробки технологічного процесу
одночасно з встановленням послідовності
методів механічної обробки поверхонь.
Для прикладу, розглянемо технологічні задачі 1, 5, 6 рішення яких залежить від вибору варіанту базування.
Розглянемо технологічну задачу 1– забезпечення точність обробки площини 40-0,24 мм корпуса, вирішення якої залежить від вибору варіанта базування.
На рисунку 3.4 показано перший варіант базування корпуса.
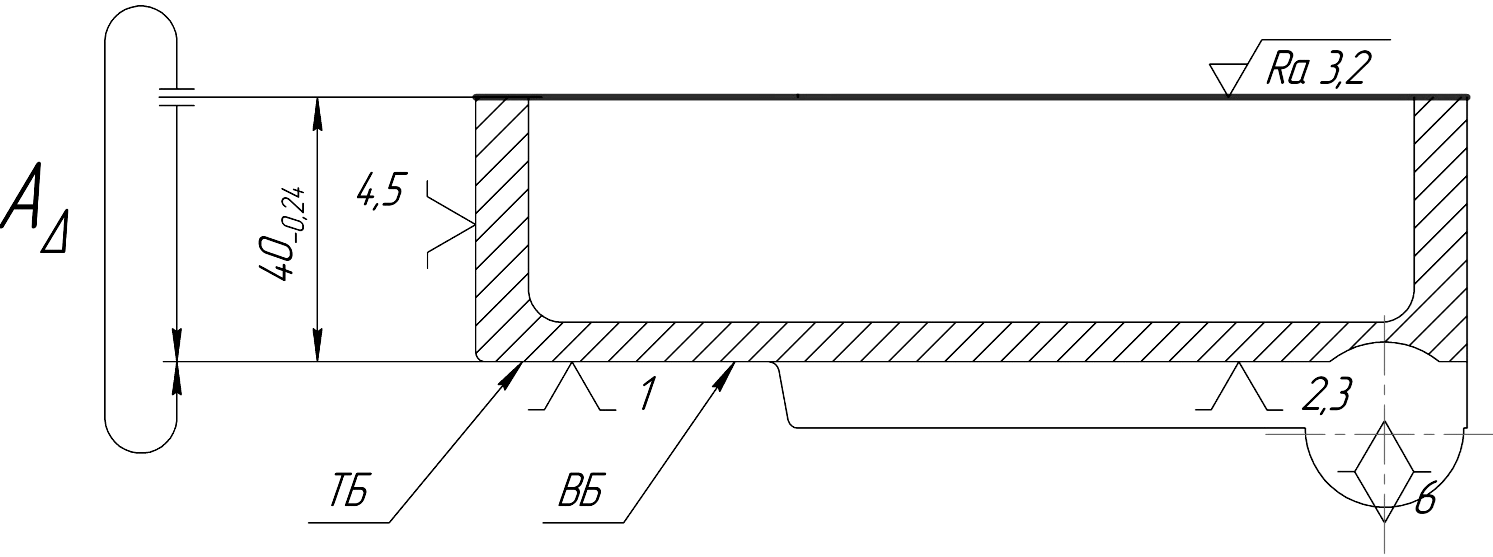
Рисунок 3.4 – Перший варіант базування корпуса
![]() мм;
[3, с.140]
мм;
[3, с.140]
![]() =
0,24 мм;
=
0,24 мм;
![]() <
<
![]() .
.
Таким чином бачимо, що перший варіант базування забезпечує потрібну якість точності установчої площини корпуса.
Розглянемо другий варіант базування корпуса (рисунок 3.5):
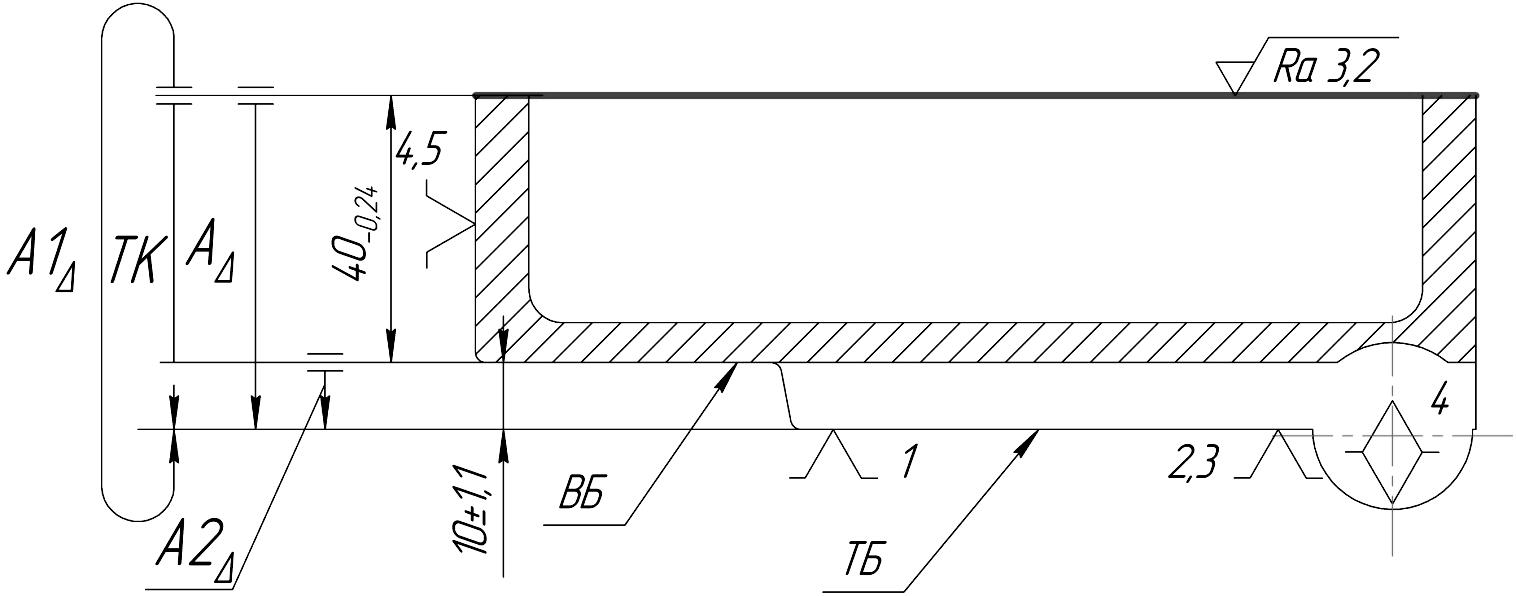
Рисунок 3.5 – Другий варіант базування корпуса
![]()
![]() мм.
[3.
С 140]
мм.
[3.
С 140]
![]() =
=
![]() мм.
мм.
![]() мм
;
мм
;
![]() = 0,24 мм;
= 0,24 мм;
![]() >
>
![]()
Таким чином бачимо, що другий варіант базування не забезпечує потрібної точності параметрів поверхні корпуса.
Отже, для забезпечення даних технологічних задач обираємо перший варіант базування, при чому даний варіант базування забезпечує рівномірність зняття припуску.
Розглянемо технологічну задачу 5 – забезпечення точність обробки отворів 12Н7(+0,018) мм корпуса, вирішення яко залежить від вибору варіанта базування.
На рисунку 3.6 показано перший варіант базування корпуса.
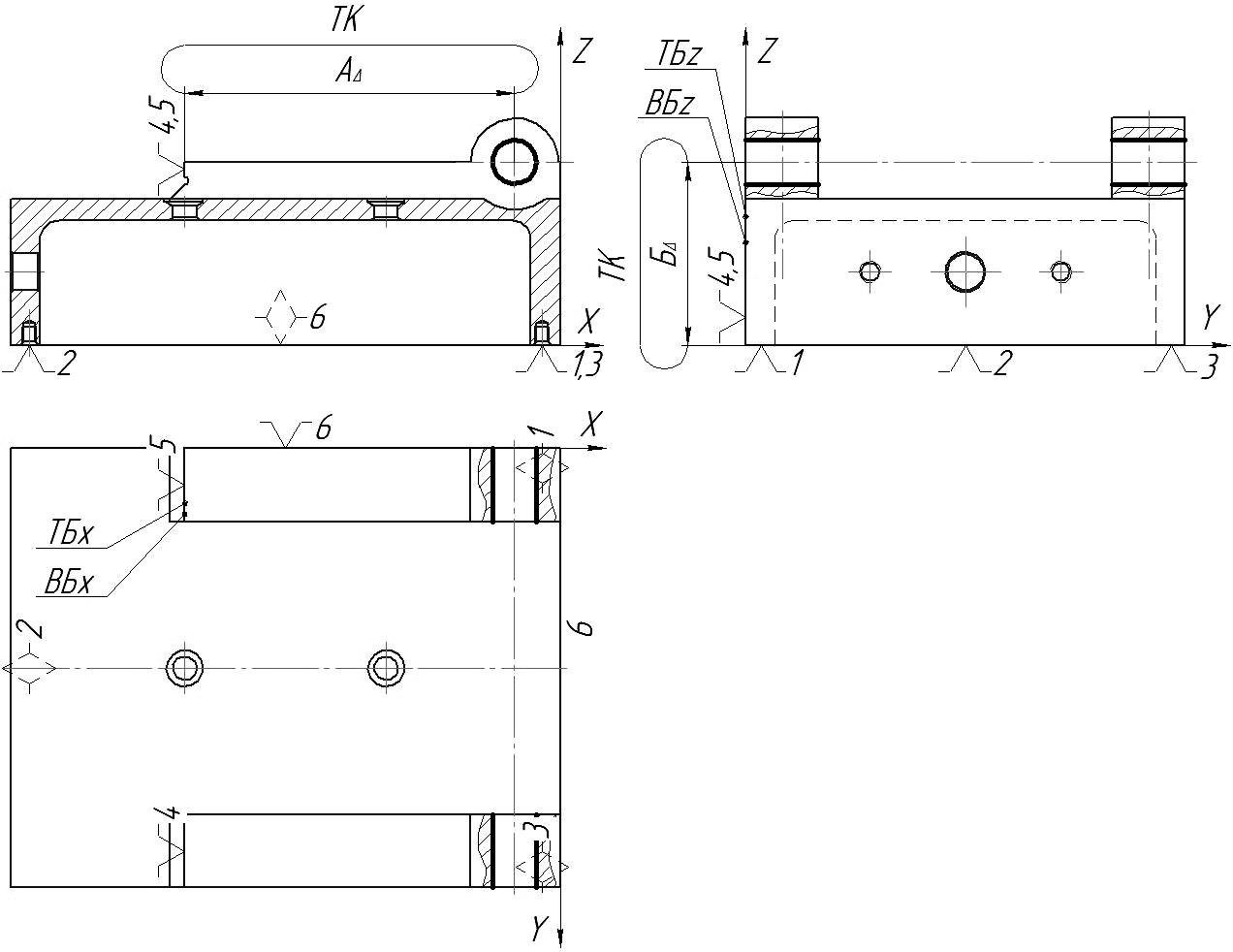
Рисунок 3.6 – Перший варіант базування корпуса
В першому варіанті базування розглянемо технологічний розмірний ланцюг в 2-х взаємно перпендикулярних площинах.
X OZ:
OZ:
При даній схемі базування корпусу вимірювальна база співпадає з технологічною. В цьому випадку похибка витримуваного параметру буде дорівнювати методу розточування:
![]() мм;
[3, с.140]
мм;
[3, с.140]
![]() =
0,04 мм;
=
0,04 мм;
![]() <
<
![]() .
.
ZOY:
При даній схемі базування корпуса вимірювальна база співпадає з технологічною. В цьому випадку похибка витримуваного параметру буде дорівнювати методу розточування:
![]() мм;
[3, с.140]
мм;
[3, с.140]
![]() =
0,4 мм;
=
0,4 мм;
![]() <
<
![]() .
.
Сумарна похибка становить:
![]()
![]() <
<
![]() .
.
Таким чином бачимо, що перший варіант базування забезпечує потрібну якість точності отвору корпуса.
Розглянемо другий варіант базування корпуса (рисунок 3.7):

Рисунок 3.7 – Другий варіант базування корпусу
В другому варіанті базування також розглянемо технологічний розмірний ланцюг в 2-х взаємно перпендикулярних площинах.
XOZ:
При даній схемі базування корпуса вимірювальна база не співпадає з технологічною. В цьому випадку похибка витримуваного параметру буде дорівнювати:
![]()
 ;
;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() =
0,04 мм;
=
0,04 мм;
![]() >
>
![]() .
.
ZOY:
При даній схемі базування корпуса вимірювальна база співпадає з технологічною. В цьому випадку похибка витримуваного параметру буде дорівнювати методу розточування:
![]() мм;
[3, с.140]
мм;
[3, с.140]
![]() =
0,4 мм;
=
0,4 мм;
![]() <
<
![]() .
.
Сумарна похибка становить:
![]()
![]() <
<
![]() .
.
Таким чином бачимо, що другий варіант базування не забезпечує потрібну якість точності отвору корпуса за координатою XOZ.
Розглянемо технологічну задачу 6 – забезпечення точності обробки пазу 80±0,06 мм вирішення якої залежить від вибору варіанта базування.
На рисунку 3.8 показано перший варіант базування корпуса.

Рисунок 3.8 – Перший варіант базування корпуса
При даній схемі базування корпуса вимірювальна база співпадає з технологічною. В цьому випадку похибка витримуваного параметру буде дорівнювати методу фрезерування:
![]() мм;
[3, с.140]
мм;
[3, с.140]
![]() =
0,06 мм;
=
0,06 мм;
![]() <
<
![]() .
.
Таким чином бачимо, що перший варіант базування забезпечує потрібну якість точності пазу корпуса.
Розглянемо другий варіант базування корпуса (рисунок 3.9):

Рисунок 3.9 – Другий варіант базування корпуса
При даній схемі базування корпуса вимірювальна база також співпадає з технологічною. В цьому випадку похибка витримуваного параметру буде дорівнювати методу фрезерування:
![]() мм;
[3, с.140]
мм;
[3, с.140]
![]() =
0,06 мм;
=
0,06 мм;
![]() <
<
![]() .
.
Отже, для забезпечення даних технологічних задач обираємо обидва варіанти базування, так як обидва варіанта базування забезпечують рівномірність зняття припуску.