

Операція 025 Універсально – фрезерна
Мета операції: Фрезерувати остаточно уступ, витримавши розмір 102,5±0,1 мм , та фрезерувати паз шириною 16 мм на глибину 3,5 мм, під кутом 45° витримавши розмір 42,5±0,2 мм та шорсткість Ra 3,2 мкм.
Вибір обладнання: універсально - фрезерний верстат моделі 6Р81Ш.
Вибір пристрою: для умов середньосерійного виробництва, з врахуванням прийнятого варіанту базування заготовки та методу обробки, приймаємо пристрій лещата верстатні з пневматичним приводом.
Інструмент: для фрезерування уступу та паза 16мм в якості ріжучого інструмента обираємо фрезу кінцеву з конічним хвостовиком , діаметр робочої частини ∅16 мм, довжиною 32 мм, Z=4 зуба, по ГОСТ 17026 -71 (розмір фрези по ИСО 1641-2-78)
Вимірювальний інструмент: вибір засобів контролю враховуючи тип виробництва та розмір, що контролюється, приймаємо для контролю визимуваних параметрів, штангенциркуль ШЦ –ІІ-125-0,02 ГОСТ 166-89 та кутомір універсальний з ноніусом 5УМ 5378-83.
Ескіз операції 025 горизонтально – фрезерна зображено на рисунку 3.15.
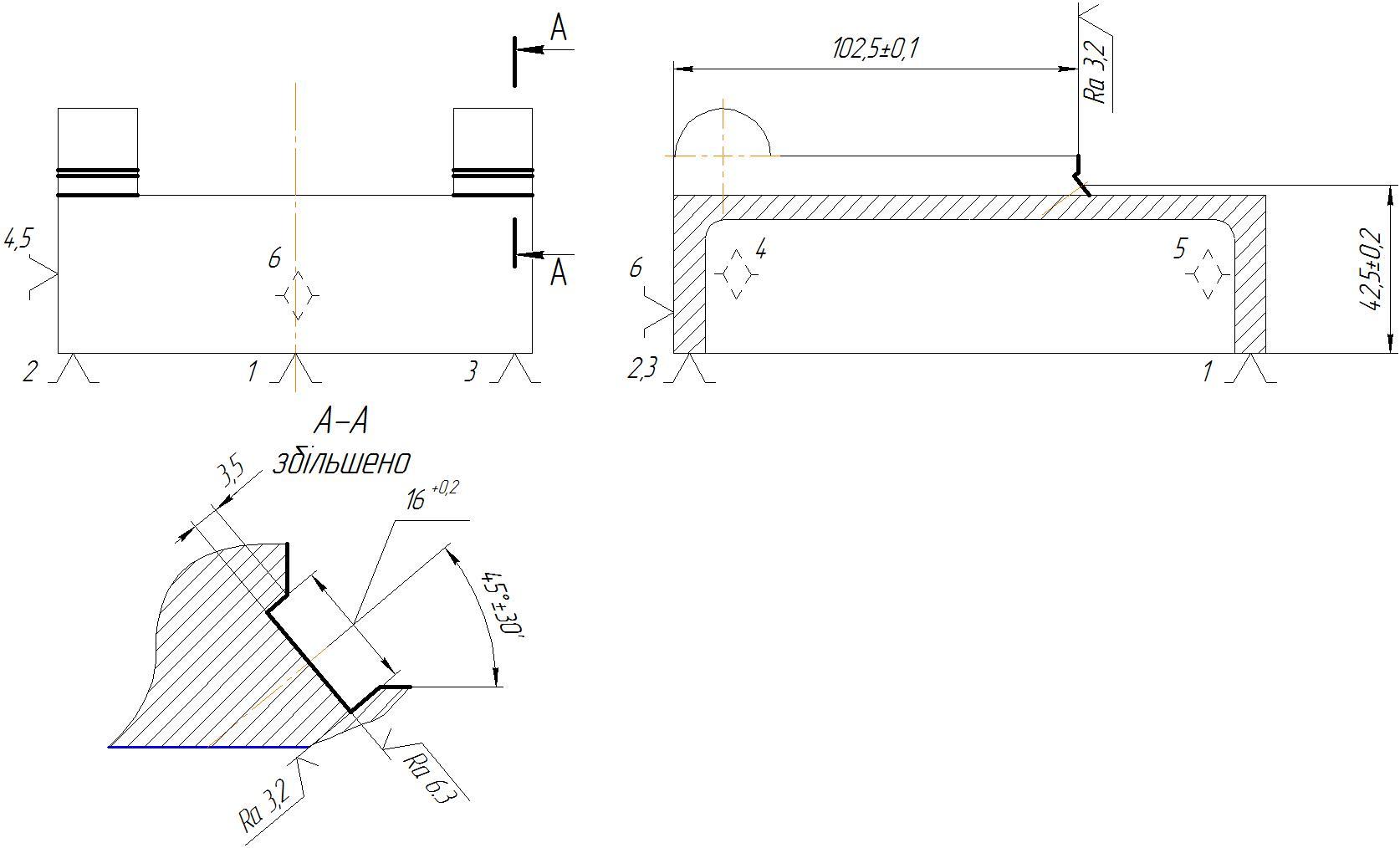
Рисунок 3.15 – Ескіз операції 025
Операція 030 Вертикально – свердлильна з чпк
Мета операції: Свердлити два наскрізні отвори ∅6,5 мм та зробити фаску 1х45° витримавши розміри 55±0,25мм, 55±0,1мм та шорсткість Ra 6,3 мкм.
Обладнання: вертикально – сверлильний верстат з ЧПК моделі 2Р118Ф2.
Пристрій: для умов середньосерійного виробництва, з врахуванням прийнятого варіанту базування заготовки та методу обробки, приймаємо пристрій лещата верстатні з пневматичним приводом.
Інструмент: Свердло центрувальне Р6М5 ГОСТ 14952-75, свердло спіральне з циліндричним хвостовиком з швидкорізальної сталі Р6М5 по ГОСТ 2092-77 6,5 мм (L=120мм; l=70мм; Т=30 хв), зенківка з конічним хвостовиком із швидкорізальної сталі Р6М5 ГОСТ 14953-80 12 мм.
Вимірювальний інструмент: вибір засобів контролю враховуючи тип виробництва та розмір, що контролюється, обираємо штангенциркуль ШЦ ІІ 250-630 - 0,1 ГОСТ 166-89 з точністю вимірювання 0,1мм, робочі зразки шорсткості за ГОСТ 2789-73.
Ескіз операції 030 вертикально – сверлильна з ЧПК зображено на рисунку 3.16.
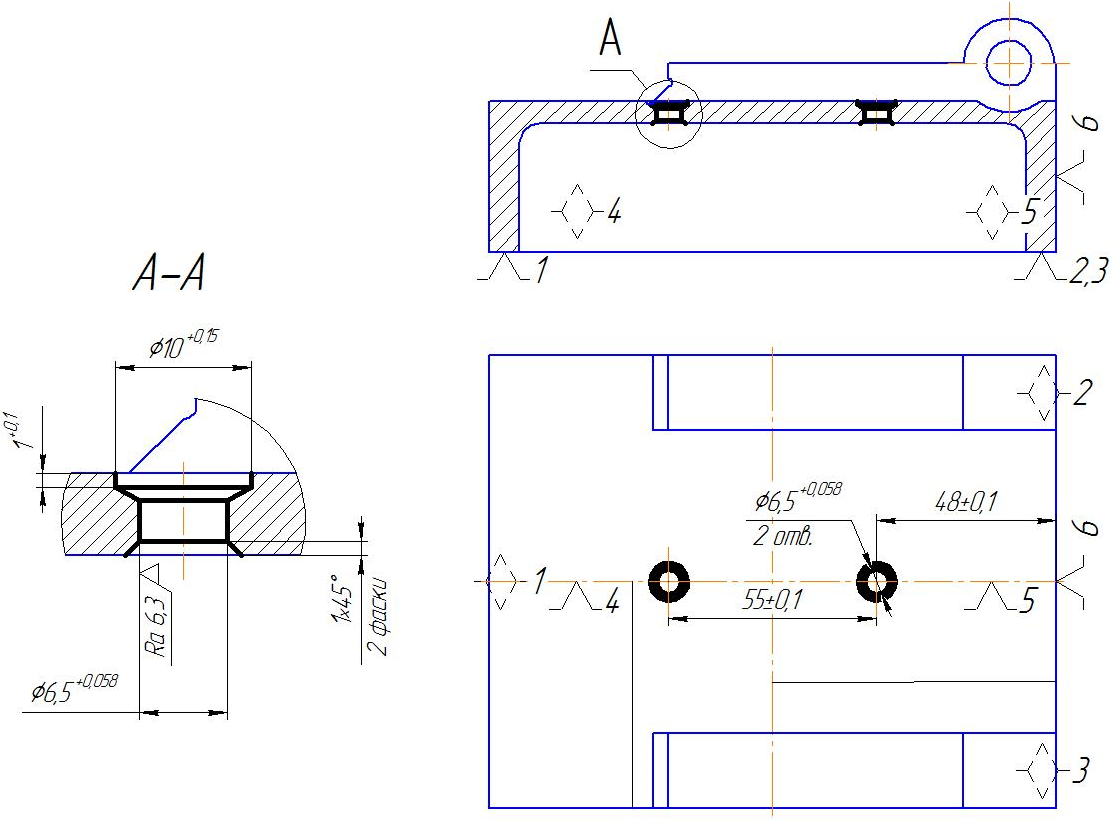
Рисунок 3.16 – Ескіз операції 030
Операція 035 Програмно - комбінована
Мета операції:
1. Свердлити, зенкерувати, розвертувати два отвори ∅12Н7 за один установ, витримавши допуск не співвісності цих отворів в межах 0,02 мм, допуск не паралельності 0,05мм, розміри 90±0,002 мм, 50±0,1мм та шорсткість Ra 1,25мкм.
2. Свердлити та нарізати різь в двох наскрізних отворах М6-9G, свердлити отвір ∅10мм,зробити фаску 0,5х45° витримавши розміри 52±0,25 мм, 20 ±0,15 мм. та шорсткість 6,3 мкм.
3. Свердлити та нарізати різь в наскрізному отворі М4-9G, витримавши розміри 50±0,1 мм та шорсткість 6,3 мкм.
4. Свердлити отвір ∅5мм на глибину 12мм, та нарізати різь М6-9G на глибину 8мм, витримавши розміри 85±0,1мм, 5мм витримавши шорсткість Ra 3,2мкм.
Обладнання: горизонтально – розточувальний верстат з ЧПК WH-10CNC.
Пристрій: для умов середньосерійного виробництва, з врахуванням прийнятого варіанту базування заготовки та методу обробки, приймаємо пристрій лещата верстатні з пневматичним приводом та поворотний стіл.
І нструмент:
Cверло
спіральне з конічним хвостовиком з
пластинками із твердого сплаву ВК8 по
ГОСТ 2092-77 10
мм
(L=150мм;
l=80мм;
Т=30 хв), зенкер цільний з конічним
хвостовиком з пластинками твердого
сплаву ВК6 ГОСТ 12489-71 11
мм
(L=150мм;
l=80мм;
Т=25 хв), розвертка машинна цільна з
конічним хвостовиком з пластинками
твердого сплаву ВК6 ГОСТ 1672-80 12
мм
(L=150мм;
l=80мм;
Т=20 хв),свердло спіральне з циліндричним
хвостовиком з швидкорізальної сталі
Р6М5 по ГОСТ 2092-77 5
мм
(L=100мм;
l=50мм;
Т=30 хв), свердло спіральне з циліндричним
хвостовиком з швидкорізальної сталі
Р6М5 по ГОСТ 2092-77 3
мм
(L=70мм;
l=30мм;
Т=30 хв), зенківка з конічним хвостовиком
із швидкорізальної сталі Р6М5 ГОСТ
14953-80
12
мм,
мітчик машинний М6х0,5 мм із швидкорізальної
сталі Р6М5 ГОСТ 17933-72, мітчик машинний
М4х0,5 мм із швидкорізальної сталі Р6М5
ГОСТ 17933-72.
нструмент:
Cверло
спіральне з конічним хвостовиком з
пластинками із твердого сплаву ВК8 по
ГОСТ 2092-77 10
мм
(L=150мм;
l=80мм;
Т=30 хв), зенкер цільний з конічним
хвостовиком з пластинками твердого
сплаву ВК6 ГОСТ 12489-71 11
мм
(L=150мм;
l=80мм;
Т=25 хв), розвертка машинна цільна з
конічним хвостовиком з пластинками
твердого сплаву ВК6 ГОСТ 1672-80 12
мм
(L=150мм;
l=80мм;
Т=20 хв),свердло спіральне з циліндричним
хвостовиком з швидкорізальної сталі
Р6М5 по ГОСТ 2092-77 5
мм
(L=100мм;
l=50мм;
Т=30 хв), свердло спіральне з циліндричним
хвостовиком з швидкорізальної сталі
Р6М5 по ГОСТ 2092-77 3
мм
(L=70мм;
l=30мм;
Т=30 хв), зенківка з конічним хвостовиком
із швидкорізальної сталі Р6М5 ГОСТ
14953-80
12
мм,
мітчик машинний М6х0,5 мм із швидкорізальної
сталі Р6М5 ГОСТ 17933-72, мітчик машинний
М4х0,5 мм із швидкорізальної сталі Р6М5
ГОСТ 17933-72.
Вимірювальний інструмент: вибір засобів контролю враховуючи тип виробництва та розмір, що контролюється, обираємо штангенциркуль ШЦ ІІ 250-630 - 0,05 ГОСТ 166-89 з точністю вимірювання 0,05 мм, робочі зразки шорсткості за ГОСТ 2789-73, глибиномір ГМЦ 150 ГОСТ 7470-92 з діапазоном вимірювання 0-150 мм, різевий шаблон ГОСТ 519-71.
Ескіз операції 035 горизонтально – розточувальною зображено на рисунку 3.17.
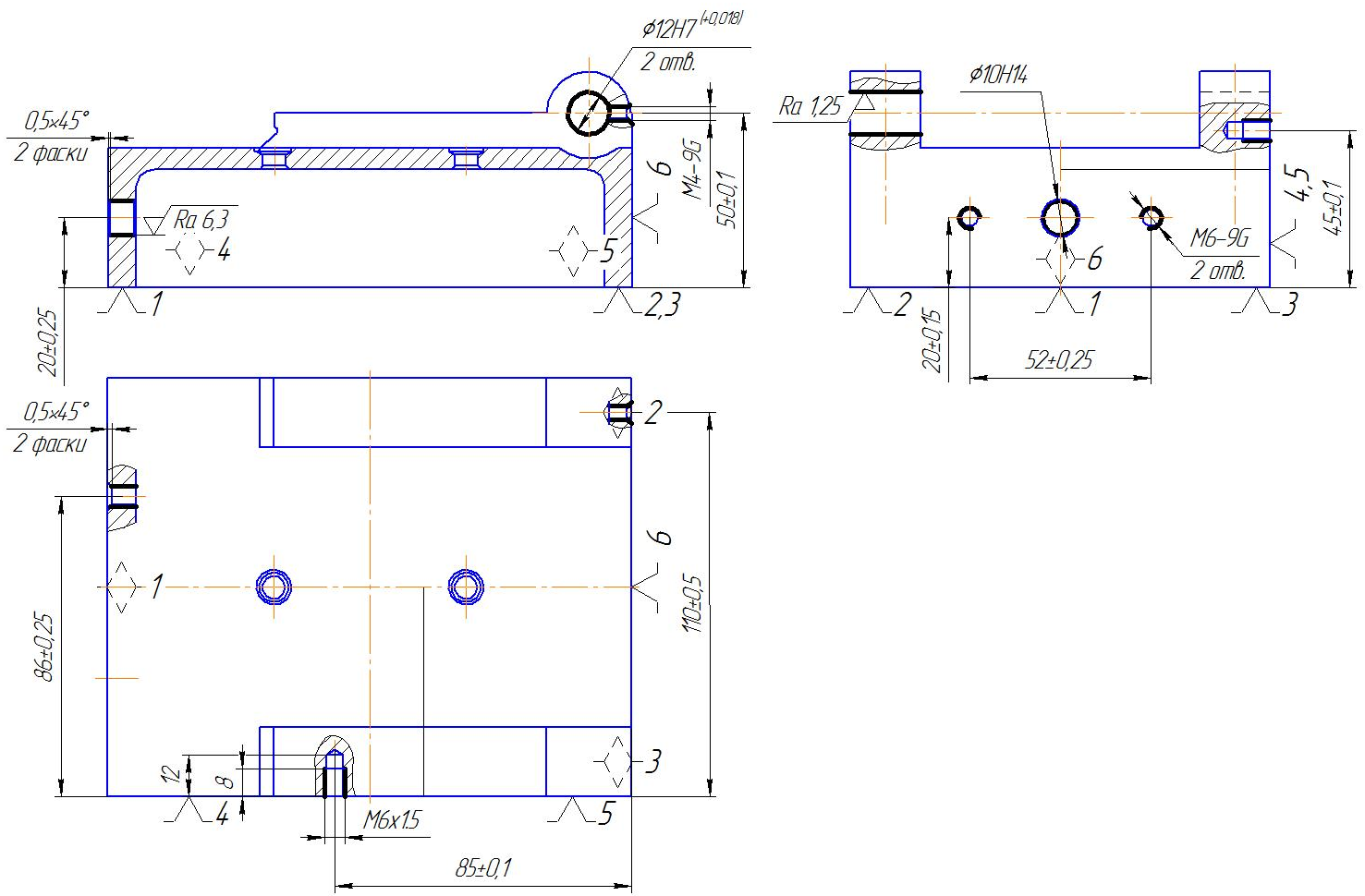
Рисунок 3.17 – Ескіз операції 035