

3.2.5 Вибір послідовності обробки поверхонь
Послідовність обробки поверхонь визначає відносне положення поверхонь однієї групи відносно іншої обробленої групи за два різні установи. Тому визначимо послідовність обробки поверхонь на основі їх розмірних зв’язків.
Враховуючи технологічні схеми базування та розмірний аналіз деталі приймаємо таку послідовність обробки поверхонь корпуса синусного пристрою:
Фрезерувати площину заготовки, витримавши розмір 41,5-0,3 мм, площинність в межах допуску 0,05 мм та шорсткість поверхні Ra 3,2 мкм.
Фрезерувати габаритні розміри заготовки, витримавши розміри 150h14 мм, 120
 мм та шорсткість Ra 3,2 мкм.
мм та шорсткість Ra 3,2 мкм.Фрезерувати остаточно паз 80+0,1 мм та площину, витримавши розмір 40-0,24 мм, та шорсткість Ra 6,3 мкм.
Фрезерувати остаточно опарні поверхні ролика, витримавши розміри 102,5±0,1, 6мм, кут 45°, та шорсткість 2,5 мм.
Свердлити, та розточити два отвори ∅12Н7 за один установ, витримавши допуск не співвісності цих отворів в межах 0,02 мм, допуск не паралельності 0,05мм, розміри 90±0,002 мм, 50±0,1мм та шорсткість Ra 1,25мкм.
Свердлити та нарізати різь в двох наскрізних отворах М6-9G, свердлити отвір ∅10мм,зробити фаску 0,5х45° витримавши розміри 52±0,25 мм, 20 ±0,15 мм. та шорсткість 6,3 мкм.
Свердлити та нарізати різь в наскрізному отворі М4-9G, витримавши розміри 50 мм, 100 ±0,25 мм. та шорсткість 6,3 мкм.
Свердлити отвір ∅4,8мм на глибину 12мм, та нарізати різь М6-9G на глибину 8мм, витримавши розміри 85±0,1мм, 5мм витримавши шорсткість Ra 3,2мкм.
Свердлити два наскрізні отвори ∅6,5мм та зробити фаску 1х45° витримавши розміри 55±0,25мм, 55±0,1мм та шорсткість Ra 6,3 мкм.
Свердлити та нарізати різь в двох наскрізних отворах М6-G під кутом 45°±0,5° витримавши розміри 100±0,1 мм, 42 ±0,08 мм. та шорсткість 3,2 мкм.
Свердлити та нарізати різь в 8-ми отворах М4х1 на глибину 6 мм, витримавши розміри 140±0,1мм, 114±0,1мм, 75±0,05мм, 70±0,05 мм, 3мм, 1х45°мм витримавши шорсткість Ra 2,5 мкм
3.2.6 Розробка структури маршруту обробки
Розробимо структуру маршруту обробки корпуса синусного пристрою.
Операція 005 Вертикально – фрезерна
Мета операції: фрезерувати начорно та начисто площини корпуса для одержання чистової технологічної бази, забезпечення необхідної координації розмірів оброблюваних і необроблюваних поверхонь (розмір 41,5-0,3 мм), шорсткості поверхні Ra 3,2 мкм.
Обладнання: вертикально-фрезерний верстат моделі 6Р13;
Пристрій: для умов середньосерійного виробництва, з врахуванням прийнятого варіанту базування заготовки та методу обробки, приймаємо пристрій спеціальний нерозбірний.
Ескіз обробленої поверхні за операцією 005 вертикально – фрезерна зображено на рисунку 3,6.
Інструмент: для переходу чорнового фрезерування площини , враховуючи марку матеріалу деталі (Сталь 40Х) та характер обробки (фрезерування по ливарній кірці), приймаємо в якості ріжучого інструменту фрезу торцеву з вставними ножами 2214–0004 ГОСТ 24359–80 ∅125 мм, матеріал ріжучої частини твердий сплав ВК8; для технологічного переходу чистового фрезерування площини основи приймаємо в якості ріжучого інструменту фрезу торцеву з вставними ножами 2214–0157 ГОСТ 9473–80 ∅125 мм, матеріал ріжучої частини ВК6М.
Вимірювальний інструмент: вибір засобів контролю враховуючи тип виробництва та розмір, що контролюється (41,5-0,62мм), приймаємо для контролю товщини штангенциркуль ШЦ –ІІ-125-0,1 ГОСТ 166-89.
Ескіз операції 005 вертикально – фрезерна зображено на рисунку 3.10.
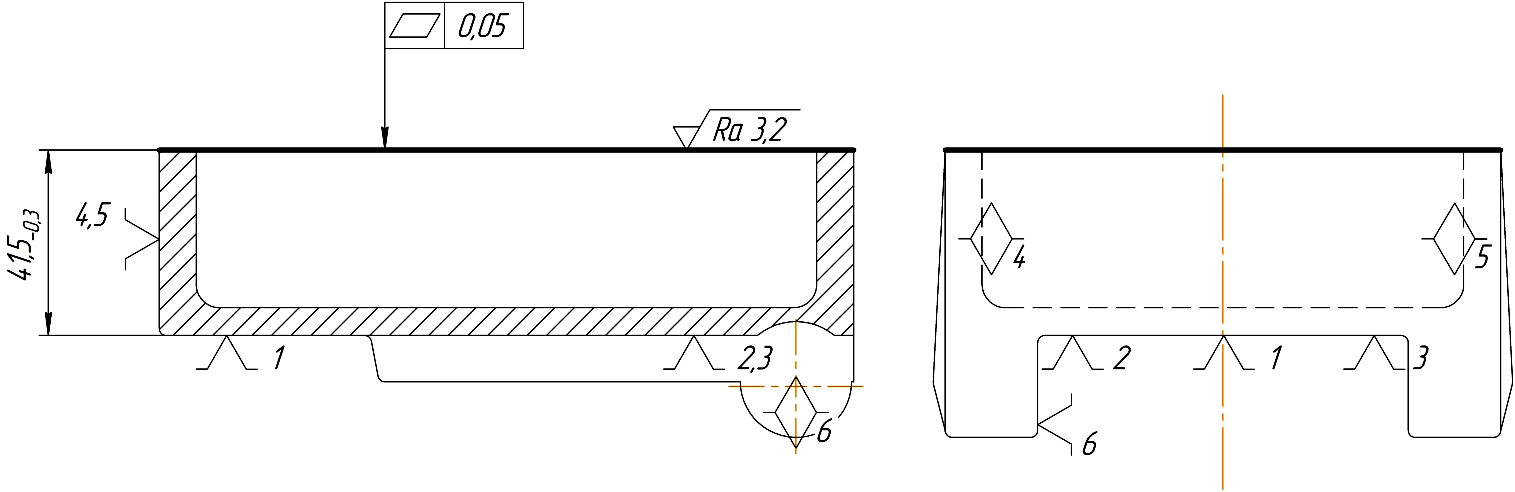
Рисунок 3.10 – Ескіз операції 005