

Операція 010 Горизонтально – фрезерна
Мета операції: фрезерувати начорно та начисто габаритну площину з одного боку, витримавши розмір 24,5h14 мм забезпечуючи шорсткість Ra 3,2 мкм. фрезерувати начорно та начисто габаритну площину з протилежного боку , витримавши розмір 150-0,8мм, забезпечивши паралельність відповідних площин в межах допуску 0,1 мм, та шорсткість Ra 3,2 мкм.
Обладнання: горизонтально – фрезерний верстат моделі 6Т82Г;
Пристрій: для умов середньосерійного виробництва, з врахуванням прийнятого варіанту базування заготовки та методу обробки, приймаємо пристрій спеціальний, двохпозиційний, з гідравлічним затиском.
Інструмент: для переходу чорнового фрезерування площини приймаємо в якості ріжучого інструменту фрезу торцеву з вставними ножами 2214–0002 ∅100 мм, 60° ГОСТ 24359–80 матеріал ріжучої частини твердий сплав ВК8; для технологічного переходу чистового фрезерування площини приймаємо в якості ріжучого інструменту фрезу торцеву з вставними ножами 2214–0154 ГОСТ 9473–80 ∅80 мм, матеріал ріжучої частини ВК6М.
Вимірювальний інструмент: вибір засобів контролю враховуючи тип виробництва та розмір, що контролюється (150-0,8мм), приймаємо для контролю товщини штангенциркуль ШЦ –ІІ-250-0,1 ГОСТ 166-89.
Ескіз операції 010 горизонтально – фрезерна зображено на рисунку 3.11.

Рисунок 3.11 – Ескіз операції 010
Операція 015 Горизонтально – фрезерна
Мета операції: фрезерувати начорно та начисто габаритну площину з одного боку, витримавши розмір 121,5 -0,6 мм, забезпечуючи шорсткість Ra 3,2 мкм. фрезерувати начорно та начисто габаритну площину з протилежного боку, витримавши розмір 112-0,15мм, забезпечивши паралельність відповідних площин в межах допуску 0,1 мм, та шорсткість Ra 3,2 мкм.
Обладнання: горизонтально - фрезерний верстат моделі 6Т82Г;
Пристрій: для умов середньосерійного виробництва, з врахуванням прийнятого варіанту базування заготовки та методу обробки, приймаємо пристрій спеціальний, двохпозиційний, з ручним затиском.
Інструмент: для переходу чорнового фрезерування площини приймаємо в якості ріжучого інструменту фрезу торцеву з вставними ножами 2214–0002 ∅100 мм, 60° ГОСТ 24359–80 матеріал ріжучої частини твердий сплав ВК8; для технологічного переходу чистового фрезерування площини приймаємо в якості ріжучого інструменту фрезу торцеву з вставними ножами 2214–0154 ГОСТ 9473–80 ∅80 мм, матеріал ріжучої частини ВК6М.
В имірювальний
інструмент:
вибір
засобів контролю враховуючи тип
виробництва та розмір, що контролюється
(120-0,15мм),
приймаємо для контролю товщини
штангенциркуль ШЦ –ІІ-125-0,05 ГОСТ 166-89.
имірювальний
інструмент:
вибір
засобів контролю враховуючи тип
виробництва та розмір, що контролюється
(120-0,15мм),
приймаємо для контролю товщини
штангенциркуль ШЦ –ІІ-125-0,05 ГОСТ 166-89.
Ескіз операції 015 горизонтально – фрезерна зображено на рисунку 3.12.
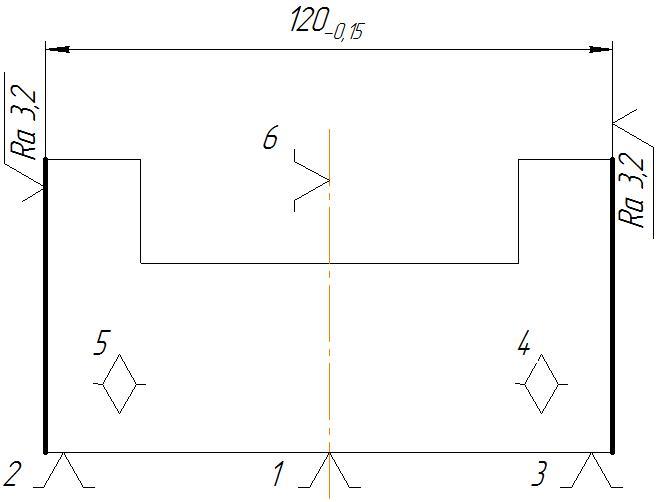
Рисунок 3.12 – Ескіз операції 015
Операція 020 Горизонтально - фрезерна
Мета операції: Фрезерувати начорно та остаточно паз 80±0,06 витримавши розмір 40-0,24 мм , допуск не паралельності бічних поверхонь паза в межах допуску 0,05мм. та шорсткість Ra 3,2 мкм.
Вибір обладнання: Горизонтально - фрезерний моделі верстат XL6136.
Вибір пристрою: для умов середньосерійного виробництва, з врахуванням прийнятого варіанту базування заготовки та методу обробки, приймаємо пристрій лещата верстатні з пневматичним приводом.
Інструмент: для фрезерування паза 80+0,1 мм в якості ріжучого інструмента обираємо фaрезу циліндричну право ріжучу з крупним зубом для чорнової одробки D=80мм, L = 80js9 мм, кількість зубів 6, 2200-0403 ГОСТ 29092-91, фaрезу циліндричну право ріжучу з мілким зубом для чистової одробки D=80мм, L = 60js9 мм, кількість зубів 12, 2200-0303 ГОСТ 29092-91.
Вимірювальний інструмент: вибір засобів контролю враховуючи тип виробництва та розмір, що контролюється , приймаємо для контролю визимуваних параметрів, штангенциркуль ШЦ –ІІ-125-0,02 ГОСТ 166-89.
 Ескіз
операції 020
горизонтально
– фрезерна зображено на рисунку 3.14.
Ескіз
операції 020
горизонтально
– фрезерна зображено на рисунку 3.14.
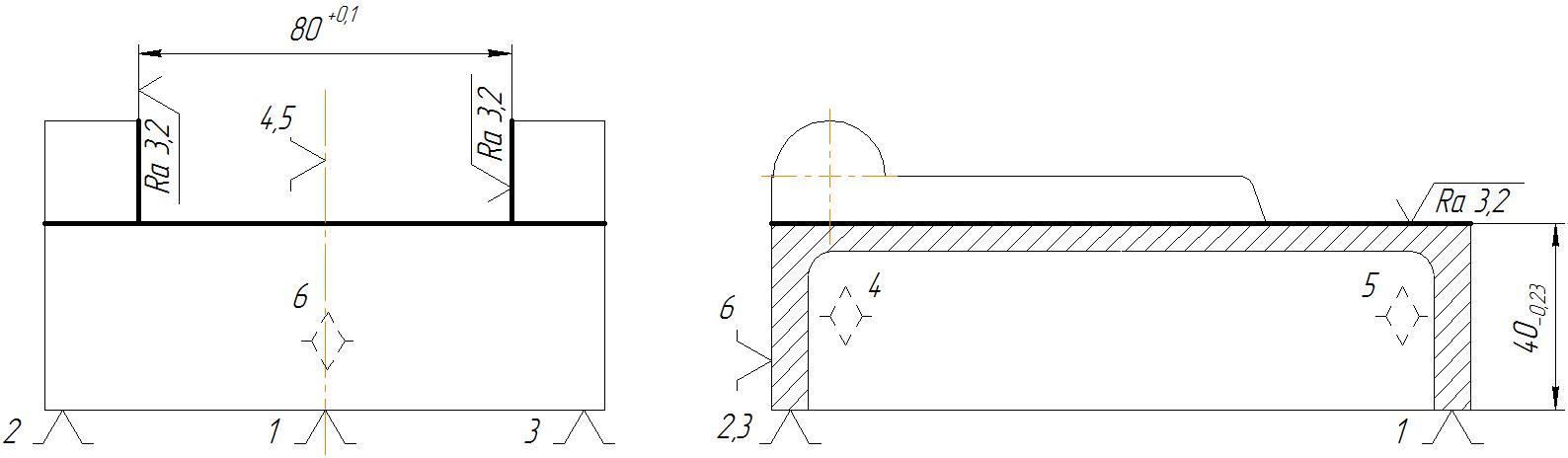
Рисунок 3.14 – Ескіз операції 020