

Нурт_Стоматологическое материаловединие
.pdf194 ОСНОВЫ СТОМАТОЛОГИЧЕСКОГО МАТЕРИАЛОВЕДЕНИЯ
Рис . 2 . 7 . 3 . Структура полисахарида
ней секции достаточно охладится, на это уходит около 2 минут, ложку с материалом вводят в рот пациента. Водяное охлаждение начинают подавать только с это го момента.
Температура воды для охлаждения должна быть около 13°С, чтобы охлаждение было приемлемым для пациента; если вода слишком холодная, то у пациента может возникнуть термический шок, который вызо вет болевые ощущения и чувство дискомфорта. Ох лаждающая вода циркулирует в специальной оттиск ной ложке, и через 5 минут охлаждения агар должен застыть. Тогда ложку удаляют изо рта пациента и по лучают точный отпечаток тканей полости рта.
Если подготовленный агаровый материал не был сразу использован по какой-либо причине, то его можно использовать повторно позднее. Иногда время для повторного размягчения материала следует уве личить, может потребоваться до 4 минут. Каждый раз, когда материал нагревают, в нем могут происходить некоторые разрушения полимерной структуры, и агар станет заметно жестче. Таким образом, агаровый ма териал нельзя повторно нагревать более четырех раз.
Свойства
Благодаря своей повышенной текучести в полости рта
испособности точно воспроизводить рельеф твердых
имягких тканей, что связано с гидрофильной приро дой материала, агар дает очень хорошее воспроизведе ние всех деталей поверхности. Кроме того, ближай шие к охлаждаемой поверхности ложки слои материала переходят в гель в первую очередь, а мате риал, который контактирует с тканями рта остается текучим в течение более длительного времени, что мо жет компенсировать любые искажения оттиска, выз ванные усадкой или случайным смещением ложки.
Модель по агаровому оттиску следует отливать не медленно; если сделать это невозможно, оттиск следу-
ет хранить при относительной влажности 100% с по мощью заворачивания его во влажную салфетку. Влюбом случае модель следует отливать не позднее, чем через 1 час, т.к. с этим материалом связаны две проб лемы:
1.Синерезис. Это процесс, в результате которого во да выпотевает из массы материала на поверхность оттиска, а молекулы геля сближаются под действием главной движущей силы, направленной на снятие внутренних напряжений. Вода затем ис паряется с поверхности и вызывает тем самым усадку или сжатие оттискного материала.
2.Поглощение или впитывание влаги. Процесс пог лощения воды, если материал был предварительно

О Т Т И С К Н ЫЕ МАТЕРИАЛЫ |
195 |
высушен из-за несоблюдения условий хранения. В результате этого процесса возможно возникнове ние искажений оттиска, т.к. внутренние напряже ния, которые всегда присутствуют, будут высво бождаться в процессе водопоглощения.
Материал легко удаляется из поднутрений, но сле дует быть очень осторожным при работе с ним, т.к. он очень легко рвется или разрывается и не способен удерживаться на стандартной оттискной ложке за счет прилипания к ее поверхности. Хотя ложку перфори руют, всегда существует возможность локального от деления материала от поверхности ложки, когда име ют дело с анатомическим рельефом тканей полости рта, отличающимся значительными поднутрениями.
Этот материал обладает высокими вязкоэластичными свойствами, поэтому ложку следует удалять рез ким движением (рывком) так, чтобы свести к мини муму эластичную деформацию. Это в равной мере относится ко многим другим оттискным материалам на основе полимеров. Нужно, чтобы толщина слоя оттискного материала была достаточной для исключе ния излишней деформации во время удаления оттис ка из поднутрений.
Бура, которую добавляют в агаровый материал для контроля уровня рН, дает отрицательный побочный эффект, реагируя с модельным материалом и, таким об разом, замедляя процесс его твердения; в результате по верхность модели может стать мягкой. Для устранения этого недостатка в состав материала добавляют сульфат калия. Материал не токсичен и не раздражает ткани рта пациента при тщательном выполнении инструкции по применению. Он относительно дешев, и имеются све дения, что в ряде лабораторий при дублировании моде лей его неоднократно используют, до четырех раз.
У агаровых оттискных материалов имеются и не достатки, связанные с необходимостью использова ния специального оборудования, такого как оттиск ные ложки с водяным охлаждением и секционная водяная баня с определенной температурой, что тре бует начальных затрат на его приобретение. Кроме то го, ложка с водяным охлаждением довольно массивна и может создать неудобства для пациента. Хотя сам материал в принципе можно использовать неоднок ратно, в наше время перекрестной инфекции к этому относятся настороженно. Также необходимо быть внимательным в работе, чтобы исключать загрязнение воды в бане. По этим причинам агаровый оттискной материал сейчас редко используют в практике.
Альгинатные оттискные материалы (альгинаты)
Основой альгинатных материалов является альгиновая кислота — продукт, получаемый из морских водо рослей. Структура альгиновой кислоты очень сложна,
в общем виде она показана на Рис. 2.7.4. Некоторые атомы водорода карбоксильных групп замещены на натрий, в результате чего образовалась водостойкая соль — альгинат натрия с молекулярной массой от 20
ООО до 200 ООО. Процесс твердения альгинатного мате риала заключается в образовании поперечных сшивок ( связей) между полимерными цепями альгината нат рия. Состав типичного альгинатного оттискного мате риала представлен в Таблице2.7.6.
Процесс твердения (или отверждения)
При смешивании с водой происходит химическая реакция, в результате которой полимерные цепи сши ваются поперечными связями и образуется трехмерная структура. Если связи уже образовались, их нельзя раз рушить , (вернув структуру в исходное линейное состо яние), поэтому данный процесс отверждения альгинатов является необратимым, и альгинатный материал можно использовать только однократно по схеме:
золь |
—> |
гель |
химическая реакция |
|
|
Реакция отверждения
Дигидрат сульфата кальция поставляет ионы Са для реакции поперечного сшивания, за счет которой золь превращается в гель. Ионы кальция выделяются из частично растворимого в воде дигидрата сульфата кальция:
Механизм поперечного сшивания показан на Рис. 2.7.5, его можно представить в виде реакции:
Рабочее время и время твердения материала зави сят от скорости выделения ионов кальция и их спо собности к сшиванию. Быстрое растворение сульфата кальция могло бы дать материал с непригодным рабо чим временем, поэтому, чтобы этот недостаток прео долеть, в состав материала вводят фосфат натрия, ко торый сдерживает взрывную начальную скорость образования кальциевых ионов. Фосфат натрия действует в этом случае как замедлитель, его количе ство можно изменять для получения модификаций оттискного материала с обычной и повышенной ско ростью твердения. Ионы натрия образуются в результате следующей реакции:

196 ОСНОВЫ СТОМАТОЛОГИЧЕСКОГО МАТЕРИАЛОВЕДЕНИЯ
Р и с . 2.7.4. Структура альгината натрия, водородные ио
ны альгиновой кислоты замещены ионами натрия
ИОНЫ кальция в первую очередь будут реагировать с фосфатными ионами, образуя нерастворимый фос
фат кальция:
ЗСа2+ + 2 Р03 "4 -> Са3 (Р04 )2
Свойства
Альгинатные материалы выпускают в виде порошков, которым придают способность не пылить при смеши вании, чтобы исключить какое-либо раздражающее воздействие тонких пылевидных частиц при их попа дании в окружающий воздух и дыхательные пути пер сонала. Порошок следует энергично перемешать пе ред применением, чтобы не было расслоения, которое может происходить при хранении, и равномерно распределить в массе поверхностный слой, часто заг рязненный следами влаги, проникающими из воздуха. Контейнер с порошком следует тщательно и как мож но быстрее закрывать после взятия из него необходи мой порции порошка.
Важно точно соблюдать правильное соотношение порошка и воды, для чего производитель материала поставляет с ним соответствующий мерник (мерную ложку). Легче всего смешивать материал в резиновой чашке шпателем, которым обычно пользуются для смешивания гипса.
Таким образом ионы кальция, которые выделяют ся из дигидрата сульфата кальция вначале не участву ют в процессе сшивания, так как реагируют с фосфат ными ионами. Только тогда, когда в раствор выйдет такое количество кальциевых ионов, которое окажет ся достаточным, чтобы прореагировал весь введенный в состав фосфат натрия, начнут поступать ионы каль ция для реакции сшивания.
В процессе твердения происходит значительное изменение рН, от 11 в начале процесса до приблизи тельно 7. Это изменение рН было использовано в не которых составах альгинатных материалов, в них до бавляли рН - индикаторы, с помощью которых процесс отверждения можно было наблюдать визуаль но и таким образом оценивать рабочее время и время отверждения.
Альгинатный материал имеет легко контролируе мое рабочее время, но для разных марок материала оно может изменяться. Рабочее время и время твердения можно регулировать, изменяя температуру воды дм замешивания, например, используя подогретую воду, но лучше выбрать ту марку материала, которая имеет рабочее время и время отверждения , наиболее подхо дящие для специфики вашей работы, а температуру воды поддерживать между 18°С и 24°С. Типичные зна чения рабочего времени и времени отверждения для альгинатных оттискных материалов обычного и быст рого отверждения приведены в таблице 2.7.7. Оконча ние времени отверждения в клинических условиях можно определить по потере липкости поверхности альгинатного материала. Оттиск следует подержать во рту еще 2-3 минуты после исчезновения липкости.

О Т Т И С К Н ЫЕ М А Т Е Р И А Л Ы |
197 |
Рис. 2 . 7 . 5 . Реакция сшивания (поперечного сшивания) альгината натрия ионами кальция
Воспроизведение рельефа поверхности альгинатными материалами не так точно, как агаровыми и эластомерными, и поэтому их не рекомендуют для снятия оттисков при изготовлении коронок и мостовидных протезов.Однако, они весьма популярны при изготовлении полных и частичных съемных протезов.
Для альгинатов характерны те же проблемы, что и для агаровых материалов, они также подвержены синерезису и водопоглощению, приводящих к невысо кой стабильности размеров оттиска.
Подобно агаровым материалам, модель по альгинатному оттиску следует отливать не позднее, чем че рез 1 час, при этом храня оттиск завернутым во влаж ную салфетку.
Подобно агаровым материалам альгинаты облада ют высокой вязкоэластичностью, и следует соблюдать правила извлечения оттиска для того, чтобы не полу чить излишнюю эластичную деформацию. Величина деформации сжатия материала, которая иногда дос тигает таких больших величин как 10%, может ска заться на точности оттиска при удалении его из под нутрений. Постоянная ( или остаточная) деформация в таких случаях может достигнуть величины порядка 1,5% , что уже граничит с неприемлемым изменением размеров для ряда применений оттискного материала. Остаточная деформация у альгинатов иногда превы шает деформацию агаровых оттискных материалов, у которых при тех же условиях остаточная деформация составляет около 1 %.
Остаточную деформацию можно свести к миниму му, если использовать материал в тех случаях, где нет глубоких поднутрений, так как чем глубже поднутре ние, тем больше деформация сжатия при извлечении из него. Применяя способ удаления оттиска резким быстрым движением (рывком), можно гарантировать то, что время воздействия на материал сжимающего напряжения будет максимально коротким, что дает преимущество,т.к. чем дольше материал находится в сжатом состоянии, тем больше будет величина оста точной деформации, что связано с вязкоэластичной природой альгинатных материалов. Некоторое вос-
становление после деформации будет происходить в любом случае сразу после удаления оттиска, когда сжимающее напряжение уже снято. Однако, хотя со временем величина остаточной деформации будет уменьшаться, но на этот положительный эффект бу дут накладываться размерные изменения оттиска.
Альгинатные оттискные материалы имеют более низкую прочность на раздир по сравнению с агаровы ми материалами.
Клиническое значение
Хотя при быстром приложении нагрузки, связанном с ме тодом удаления описка одним движением или рывком, прочность материала на раздир слегка возрастает, альги натные материалы не рекомендуются для снятия оттисков при изготовлении коронок и мостов, где опасность раз рывов в описке при его извлечении весьма высока.
После извлечения изо рта пациента оттиск следует промыть, чтобы удалить остатки слюны, т.к. это может мешать процессу твердения гипсовой модели. Перед отливкой модели с поверхности оттиска следует уда-

198 ОСНОВЫ СТОМАТОЛОГИЧЕСКОГО МАТЕРИАЛОВЕДЕНИЯ
лить остатки воды, т.к. вода будет разжижать смесь модельного материала, и поверхность модели станет мягкой, ее легко будет повредить.
Альгинатный оттиск не следует слишком долго ос тавлять на модели; если оттиск высохнет, в дальней шем его трудно будет отделить. В результате поверх ность модели получится не гладкой,т.к. на ней останутся частицы альгинатного материала.
Пациенты хорошо переносят альгинатный оттиск ной материал. Этот материал дешев, но имеет ограни ченный срок хранения из-за попадания в него влаги.
ЭЛАСТОМЕРНЫЕ ОТТИСКНЫЕ МАТЕРИАЛЫ
Представленные выше оттискные материалы вообще недостаточно хороши в клинической практике для снятия точных оттисков. Альгинаты сами по себе неп рочные материалы и дают неважное воспроизведение деталей поверхности; агаровые материалы не сохраня ют размерную точность, не стабильны при хранении, их можно применять только тогда, когда зуботехническая лаборатория расположена поблизости , «под рукой»; а твердые оттискные материалы невозможно удалять изо рта при наличии глубоких поднутрений. Таким образом, еще есть нужда в оттискном материа ле, обладающем точностью, способностью к макси мально полному восстановлению после деформации и имеющем долговременную стабильность размеров. Все перечисленные задачи можно разрешить с по мощью эластомерных оттискных материалов.
Эластомерные оттискные материалы относятся к полимерам, которые применяются при температуре выше температуры их стеклования,Тс. В таких мате риалах текучесть все более и более возрастает с подъе мом температуры относительно температуры их стек лования.
Вязкость полимеров, используемых для оттискных материалов, прежде всего зависит от их молекулярной массы, (т.е. длины полимерных цепей), а также от присутствия добавок, таких как наполнители.
Таким образом, мы имеем дело с материалами, которые обладают текучестью при комнатной темпе ратуре, но могут отверждаться за счет соединения длинноцепочечных макромолекул. Этот процесс со единения молекулярных цепей с образованием трех мерной сетки известен под названием поперечного сшивания макромолекул,( этот процесс представлен в Главе 1.6). Именно данный процесс является осно вой перехода всех эластомерных материалов из жид кого состояния в твердое эластичное.
Существуют три основные группы эластомерных оттискных материалов:
•полисульфиды
•полиэфиры
•силиконы.
Вначале будет представлена химическая основа этих оттискных материалов, а затем мы обсудим их свойства.
Полисульфиды
Ниже представлены формула полисульфидного по лимера с молекулярной массой 2000 — 4000, имеюще го концевые и подвесные меркаптановые группы (- SH), (см. Рис. 2.7.6). Буквами х и у на Рис. 2.7.6 обозначено различное количество повторяющихся элементарных звеньев. Эти материалы также называ ются тиоколовыми резинами, так как они являются производными тиолов, сульфоводородных аналогов обычных спиртов, (например, этантиол CH3CH2SH аналогичен этанолу СН 3 СН 2 ОН) .
Меркаптановые группы окисляются под действи ем ускорителя, что приводит к удлинению цепи и по перечному сшиванию, по схеме, представленной на Рис. 2.7.7. Эти реакции вызывают быстрый рост моле кулярной массы полимера, в результате чего пастооб разный материал превращается в резину. Побочным продуктом реакций отверждения является вода.
Процесс отверждения носит экзотермический ха рактер с типичным возрастанием температуры на 3- 4°С, хотя этот рост зависит от количества полисульфи да, участвующего в процессе.
Рис. 2.7.6. Структурная формула типичного полисульфида

О Т Т И С К Н Ы Е МАТЕРИАЛЫ |
199 |
Рис. 2.7.7. Схема реакций сшивания и удлинения молекулярных цепей полисульфидного оттискного материала
Форма выпуска материала
Полисульфидные материалы выпускают в виде основ ной пасты,(содержащей полисульфид и инертный на полнитель, такой как двуоксид титана с размером час тиц 0,3 мкм), и активаторной пасты, (содержащей двуоксид свинца, который окрашивает пасту в корич невый цвет, серу и дибутил или диоктилфталат).
Полиэфиры
Интересно, что полиэфирные оттискные материалы были разработаны специально для стоматологии. Их разработали в конце 60-х годов. Структура этого поли мера в упрощенном виде показана на Рис. 2.7.8. Отве рждение материала происходит в результате реакции иминовых концевых групп. Эта реакция представлена на Рис. 2.7.9. В результате реакции не выделяются по бочные продукты, что является одной из причин хо рошей размерной стабильности материала. Однако при хранении материал имеет склонность к поглоще нию воды, и поэтому его надо хранить в сухих услови ях; его никогда не следует помещать в тот же контей нер или пакет, в котором обычно хранят оттиски из альгинатов.
Форма выпуска
Полиэфирные материалы выпускают в виде двух паст: основной пасты, (содержащей полиэфир, пластифи катор, такой как гликолевый эфир или фталат, и кол лоидальный оксид кремния в качестве инертного на полнителя), и активаторной пасты,(содержащей ароматический сульфоновый эфир, пластификатор и инертный наполнитель).
Силиконы
Существуют две важные группы силиконовых отти скных материалов.Одна группа называется силиконы конденсационного отверждения , а другая — силиконы
Рис. 2.7.8. Структура полиэфира
аддитивного отверждения. Обе группы основаны на полидиметилсилоксановых полимерах, отличающих ся типом концевых групп, которые ответственны за различие в механизмах отверждения.
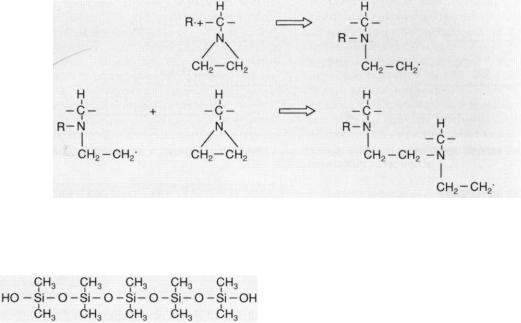
СИЛИКОНЫ конденсационного отверждения
Эти материалы основаны на полидиметилсилоксановом полимере с гидроксильными концевыми группа ми, как показано на Рис. 2.7.10. Реакция сшивания проходит при добавлении тетраэтилсиликата (ТЭС), который способен связывать три полимерные цепоч ки, как это видно из Рис. 2.7.11. Для образования сшитой сетчатой структуры присутствие трех функци ональных групп необходимо, иначе две функциональ ные группы смогут привести только к удлинению по лимерной цепи. Побочным продуктом этой реакции является спирт (R-OH).
Клиническое значение
Выделение спирта ограничивает стабильность описка при хранении.
Ф о р м а в ы п у с к а
Материал выпускают в виде основной пасты, со держащей жидкий силиконовый каучук и наполни тель, и активаторной пасты, основным компонентом
200 ОСНОВЫ С Т О М А Т О Л О Г И Ч Е С К О Г О М А Т Е Р И А Л О В Е Д Е Н И Я
Рис. 2 . 7 . 9 . Схема реакции сшивания по подвесным иминовым группам в макромолекулах полиэфира
Рис. 2 . 7 . 1 0 . Полидиметилсилоксан с гидроксильными концевыми группами
которой является тетраэтилсиликат (ТЭС,сшиваю щий агент). Важно соблюдать точную пропорцию при добавлении активаторной пасты.Недостаток Т Э С приводит к неполному отверждению, давая материал с плохими механическими свойствами, с высокой оста точной деформацией. Но и избыток ТЭС может также вызвать неполное отверждение, сохраняя в материале много непрореагировавших концевых этиловых групп.
Силиконы аддитивного отверждения
Эти материалы похожи на конденсационные силико ны тем, что в их основе также имеется полидиметилсилоксановый полимер; однако у него на концах мак ромолекул присутствуют виниловые группы, как это можно видеть на Рис. 2.7.12. Реакция отверждения за счет взаимодействия платинового катализатора и си лана (водородсодержащего силана) схематично предс тавлена на Рис. 2.7.13. Важным отличительным свой ством этой реакции является отсутствие побочного продукта.
Ф о р м а в ы п у с к а
Силиконы аддитивного отверждения выпускают в виде основной пасты, (поливинилсилоксана, сила-
нола и наполнителя), и катализаторной пасты(поливинилсилоксана, платинового катализатора и напол нителя).
СРАВНИТЕЛЬНАЯ
ХАРАКТЕРИТИКА
ЭЛАСТОМЕРНЫХ ОТТИСКНЫХ МАТЕРИАЛОВ
Рабочие характеристики
Процесс отверждения полиэфирного оттискного ма териала очень сильно зависит от изменений окружаю щих условий, таких как температура и влажность, и, несмотря на тщательное соблюдение инструкций, ра бочее время и время отверждения могут значительно изменяться. Типичные показатели рабочего времени и времени отверждения изменяются в диапазоне от 6 до 13 минут, что является достаточно продолжительным временем по сравнению с рядом других оттискных ма териалов, для которых время отверждения составляет около 4-5 минут. Высокая температура в кабинете в сочетании с повышенной влажностью могут привести к существенному сокращению рабочего времени и времени отверждения, понижение температуры и влажности ниже нормы тоже оказывают влияние на временные показатели материала.
Силиконы конденсационного типа также страда ют непостоянством характеристик отверждения, но связано это с ошибками смешивания паст, некачест венного неоднородного смешивания, а также с тем, что ТЭС подвержен гидролизу. Если ТЭС загрязнен

ОТТИСКНЫЕ МАТЕРИАЛЫ |
201 |
влагой, он теряет свою активность, эта потеря приво дит к некоторым сложностям при снятии оттиска.
Характеристики процессов отверждения полиэ фирных и силиконовых оттискных материалов отли чаются большим постоянством. Хотя было замечено замедление отверждения силиконов аддитивного ти па, когда материал плотной высоковязкой консистен ции смешивали руками в латексных перчатках.
Смешивание аддитивных силиконов низкой вяз кости стало значительно легче с введением в практику смесительных устройств пистолетного типа. Такие устройства исключали неполное или неоднородное перемешивание паст, а также попадание в массу мате риала воздуха.
Эластомерные оттискные материалы имеют вари анты с различной вязкостью в зависимости от количе ства наполнителя в их составе, существуют низковяз кие (текучие), материалы средней вязкости, высоковязкие и очень плотные, подобные пластилину материалы.
Низковязкие материалы применяют для двойных оттисков, (снимаемых в один или в два этапа), в соче тании с высоко вязким и высоко наполненным мате римом в индивидуальной ложке. В других случаях ме тодика сочетания плотного высоко вязкого и текучего оттискных материалов для одноэтапного или двухэтапного снятия многослойных оттисков применяется тогда, когда используют плотный материал в станда ртной оттискной ложке.
Материалом средней вязкости можно снимать од нослойный оттиск в один этап с помощью индивиду альной ложки или в сочетании с низковязким матери алом по методике снятия двухфазного или двухслойного оттиска в один этап и тоже с индивиду альной ложкой.
Полисульфидные материалы
Вязкость основной пасты зависит от количества вво димого в нее наполнителя, таким образом получают пасты оттискного материала с высокой, средней и низкой вязкостью . Следует заметить, что оттискные материалы плотной консистенции или очень высокой вязкости на полисульфидной основе не выпускают, и поэтому этот оттискной материал необходимо приме нять со специальной ложкой, используя для снятия описка или одну пасту средней вязкости или сочета ние высоко вязкой и низко вязкой паст.
Полиэфирные материалы
Эти материалы имеют только одну вязкость и их сле дует применять в виде одного слоя на индивидуальной
Рис. 2.7.11. Схема реакции сшивания силиконового от
тискного материала конденсационного отверждения
Рис. 2.7.12. Полидиметилсилоксан с винильными конце
выми группами
ложке. Но хотя исходная вязкость пасты более густая, она обладает текучестью подобно текучести низковяз ких оттискных материалов.
Силиконы (поли)конденсационного отверждения
Эти силиконовые материалы выпускают в широком диапазоне вязкости, от очень плотных до материалов средней и низкой вязкости. Существуют также типы этих материалов с повышенной текучестью. Таким образом, для применения этих материалов можно ис пользовать самую разнообразную технику снятия от тисков. Сложности в применении материалов этого типа возникают из-за разницы в вязкости основной и активаторной пасты, эта разница затрудняет получе ние однородной смеси, если не пользоваться прогрес сивными способами смешивания.
Силиконы аддитивного отверждения
Как и конденсационные силиконы, эти материалы также выпускают различной исходной вязкости, плот ной, высокой, средней и низкой повышенной теку чести. И также для их применения можно пользовать ся различными способами снятия оттисков. Их преимущество по сравнению с конденсационными силиконами заключается в одинаковой консистенции

202 ОСНОВЫ СТОМАТОЛОГИЧЕСКОГО МАТЕРИАЛОВЕДЕНИЯ
основной и катализаторной пасты для любого типа исходной вязкости материала, что облегчает процесс смешивания.
Если пользуются стандартной ложкой для снятия оттиска в один прием, то силиконовые оттискные ма териалы аддитивного типа могут хорошо удерживать ся в ней в состоянии покоя, не растекаясь, (т.е. тогда, когда врач заполняет материалом ложку), но при этом обладают высокой текучестью под давлением в мо мент снятия оттиска.Существуют монофазные отти скные материалы.
Механические свойства
Жесткость
Жесткость (или твердость оттиска) после отвержде ния имеет важное значение для удаления оттиска без каких-либо затруднений из поднутрений. Наиболь шей гибкостью обладают полисульфидные оттискные материалы; если поставить в ряд эластомерные отти скные материалы по мере возрастания их жесткости, то при сопоставлении материалов одинаковой исход ной вязкости или консистенции, этот ряд будет выг лядеть следующим образом:
Однако с силиконами аддитивного отверждения плотной консистенции , как показал опыт работы с ними, возникают трудности извлечения оттисков изза их чрезвычайно высокой жесткости в отвержденном состоянии, если оттискной материал затек в под нутрения существенных размеров. Более современные разработки плотного силиконового ма териала имеют пониженную жесткость после отверж-
дения, их называют мягкими материалами высокой исходной плотности.
Постоянная деформация
В идеальном случае при удалении оттиска из поднут рений он должен сразу и полностью восстановиться после деформации, которая при этом возникает. Для всех эластомерных оттискных материалов характерно вязкоэластичное поведение, поэтому важно, чтобы удаление оттиска изо рта выполнялось быстро, рыв ком. Тогда будет уверенность в том, что растяжение, которое испытывает материал, кратковременно и но сит характер исключительно эластичной деформа ции. Если оттиск удаляют медленно, то в материале напротив возникнут деформации текучести, и тогда он не сможет восстановиться полностью после де формации.
Силиконы обладают особенно хорошими свой ствами в этом отношении, фактически они не имеют остаточной деформации, в то время как для полисуль фидов характерен относительно высокий показатель вязкого течения. По этому показателю оттискные ма териалы можно выстроить в следующий ряд:
ПС > ПЭ > СКО > САО
с полисульфидами (ПС), занимающими первое место из-за наибольшего значения постоянной ( или оста точной) деформации, и силиконами аддитивного от верждения с наименьшей остаточной деформацией в этом ряду.
Прочность на раздир (или раздирание эластомера)
При снятии оттиска в клинике у пациента с сохранив шимися зубами большое значение имеет прочность оттискного материала на раздир. Наибольшую проч ность на раздир имеют полисульфидные материалы, за ними с большим отрывом идут полиэфирные и в конце — силиконовые материалы.
Слишком высокая прочность на раздир не всегда
Рис. 2.7.13. Схема реакции сшивания в силиконовом оттискном материале аддитивного отверждения
ОТТИСКНЫЕ МАТЕРИАЛЫ |
203 |
является хорошим показателем, т.к. с ростом или по вышением прочности на раздир будут возрастать сложности удаления оттиска изо рта в тех случаях, когда оттискной материал попал в поднутрения. Кро ме того, такой материал будет давать значительную де формацию перед тем, как напряжения в нем достиг нут предельных значений разрыва, и эта деформация может оказаться не вполне обратимой.
Таким, образом, прочность на раздир должна быть достаточной, чтобы предотвращать катастрофическое разрушение материала, но не слишком высокой, что бы материал не имел избыточной деформации или не создавал повышенных трудностей при удалении от тиска.
Воспроизведение деталей поверхности
Все эластомерные оттискные материалы очень точно воспроизводят рельеф поверхности или детали пове рхности, если применяются материалы низкой вяз кости или текучей консистенции. Способность восп роизводить детали поверхности прямо зависит от вязкости или консистенции оттискного материала: чем ниже вязкость, тем лучше воспроизведение. На самом деле воспроизведение поверхностного рельефа бывает настолько точное, что модельный материал не может воспроизвести его на модели.
Причины неточного воспроизведения поверхнос ти обычно связаны с ошибками при снятии оттиска. Например, следует очень строго соблюдать правила смешивания двух паст, чтобы свести к минимуму ко личество воздушных пор. Пузырьки воздуха не созда ют проблем, когда они находятся внутри оттискного материала, но, если они выходят на поверхность или находятся близко к поверхности, возникнут сложнос ти, и некоторые детали поверхности могут исчезнуть в оттиске. Другой причиной, которая может проявиться в виде недостаточно точном воспроизведении поверх ности, является неполное отверждение оттискного материала на некоторых участках оттиска , где мате риал останется липким. Это обычно вызвано некаче ственным смешиванием материала, в результате чего получается неоднородная смесь.
Все эластомерные материалы гидрофобны, и, если поверхность зуба покрыта слюной, оттискной мате риал не сможет смочить ее, и это обстоятельство при ведет к неточному воспроизведению поверхности, по тере деталей поверхности. Способность оттискного материала смачивать поверхность можно определить с помощью измерения контактного угла смачивания. Были измерены контактные углы при смачивании во дой отвержденных материалов и получены значения: 49,3°; 82,Г и 98,2° для полиэфирных, полисульфидных
и силиконовых аддитивного отверждения соответ ственно. Отсюда видно, что особенные сложности возникают в работе с силиконами, а с полиэфирными материалами наоборот легче работать с этой точки зрения.
Сейчас появились так называемые гидрофильные модификации силиконовых материалов аддитивного типа. В их состав добавляют поверхностно активные вещества (ПАВ) для снижения гидрофобное™ и умень шения за счет этого величины контактного угла до та кого значения, которое приближалось бы к значениям, присущим полиэфирным оттискным материалам.
Размерная стабильность и точность
Важно, чтобы модель полости рта давала точное восп роизведение всех тканей в трехмерном измерении, т.к. вся последующая работа в зуботехнической лаборато рии проводится целиком на этой модели. Кроме оши бок, приводящих к искажениям, существуют наруше ния точности воспроизведения оттиска, связанные с его расширением и усадкой.
С появлением силиконов аддитивного отвержде ния и полиэфиров, оттискные материалы стали таки ми точными, какими они и должны были быть всегда. В последнее время стали обращать внимание на улуч шение их манипуляционных характеристик; высокая размерная точность силиконов аддитивного отверж дения иногда может обернуться препятствием в рабо те, о чем будет рассказано ниже.
Другие факторы
Факторы, приводящие к неточности моделей, были уже приведены выше, но есть еще некоторые, которые требуют дополнительных пояснений, относящихся к специфике ряда оттискных материалов.
Усадка при отверждении и термическая усадка
Вообще, усадка эластомерных оттискных материалов при отверждении очень мала. Процесс поперечного сшивания макромолекул дает значительно меньшую усадку, чем усадка, которая обычно происходит при полимеризации, т.к. последняя заключается в простом наращивании длины полимерных цепей. Полиэфиры и силиконы аддитивного типа имеют самую низкую усадку при отверждении, за ними следуют полисуль фиды. Наибольшую величину усадки имеют (поли)конденсационные силиконы, что связано с харак тером процесса их отверждения. Таким образом, ряд оттискных материалов в зависимости от их усадки при отверждении можно представить в следующем виде:
П Э = САО < ПС < СКО