

Лабораторная работа №2 Расчет временных параметров первой схемы ртк
Номинальная производительность:
 ,
где
,
где
 – время работы оборудования;
– время работы оборудования; – время одного цикла работы оборудования
(номинальный цикл).
– время одного цикла работы оборудования
(номинальный цикл).
Фактическая производительность:
 ,
где
,
где
 ;
;
 –время
переналадки оборудования.
–время
переналадки оборудования.
Цикл манипулятора определяют структурной схемой РТК и алгоритмов его работы. Для выбранной типовой схемы цикловые манипуляции, при использовании совмещения движения звеньев, определяются по формуле:
 ,
,
Где
 – время подъема или опускания колонны;
– время подъема или опускания колонны; – время срабатывания схвата;
– время срабатывания схвата; –
время совместного перемещения звеньев
(радиальное перемещение руки и подъем
или опускание колонки).
–
время совместного перемещения звеньев
(радиальное перемещение руки и подъем
или опускание колонки).
Внецикловые потери времени:
 ,
,
 ,
,
 ,
,
Расчет временных параметров второй схемы РТК
 ,
,
 ,
,
 ,
,
Выбираем первую схему.
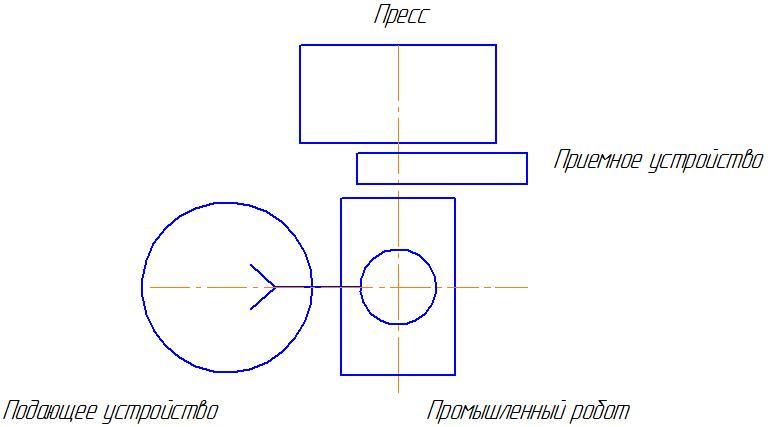
Рисунок 5 – Первая схема РТК
Лабораторная работа №3 Выбор пресса
В качестве пресса используем однокривошипный пресс простого действия модели КД23226Е с усилием 40т.
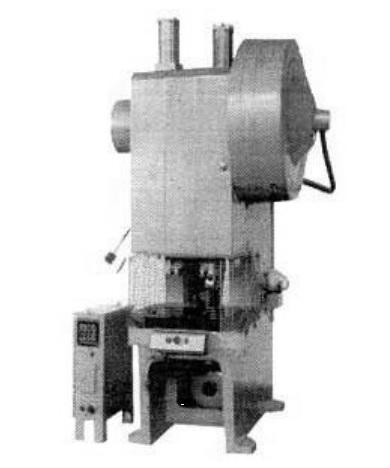
Рисунок 6 – Кривошипный пресс КД23226Е
Таблица 1 – Основные параметры пресса КД23226Е
|
Номинальное усилие пресса, тс |
40 |
|
Ход ползуна, мм: |
|
|
наименьший |
10 |
|
наибольший |
80 |
|
Число ходов ползуна в минуту |
140 |
|
Размеры стола, мм: |
|
|
Слева-направо |
600 |
|
Спереди-назад |
400 |
|
Размеры отверстия в столе, мм: |
|
|
Слева-направо |
300 |
|
Спереди-назад |
200 |
|
Диаметр |
250 |
|
Расстояние от оси ползуна до станины (вылет), мм |
220 |
|
Наибольшее расстояние между столом и ползуном в его нижнем положении при наибольшем ходе, мм: |
|
|
При верхнем положении стола |
280 |
|
При нижнем положении стола |
– |
|
Расстояние в свету между стойками станины, мм: |
280 |
|
Регулировка расстояния между столом и ползуном, мм: |
|
|
Шатуном |
65 |
|
Столом |
– |
|
Толщина подштамповой плиты, мм: |
80 |
|
Угол наклона станины, град |
30 |
|
Размеры ползуна, мм: |
|
|
Слева-направо |
350 |
|
Спереди назад |
285 |
|
Размеры отверстия в ползуне под хвостовик, мм: |
35 |
|
диаметр |
50А |
|
глубина |
70 |
|
Наибольший ход выталкивателя в ползуне, мм: |
35 |
|
Наибольшее число ходов ползуна в минуту в одиночном режиме |
|
|
Высота стола над уровнем пола, мм: |
|
|
наименьшая |
– |
|
наибольшая |
900 |
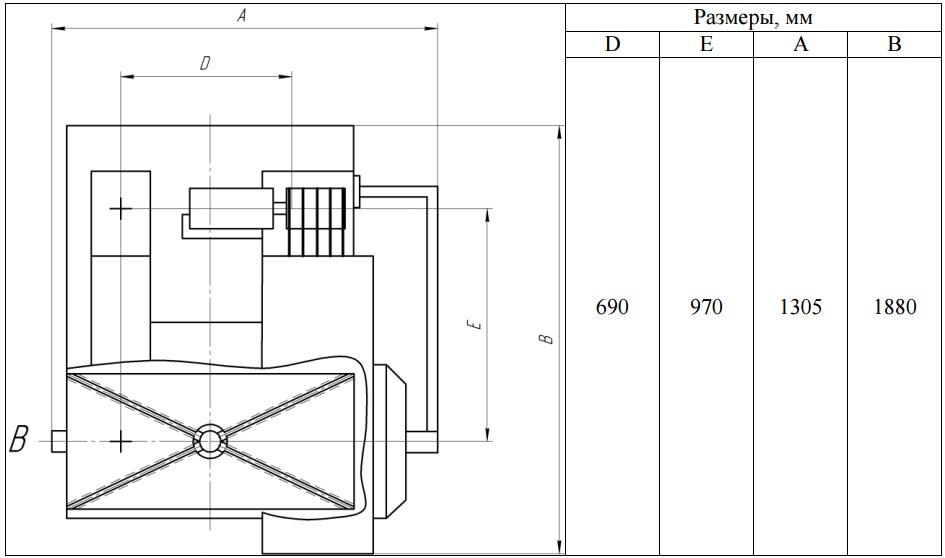
Таблица 2 – Габаритные размеры пресса КД23226Е
Выбор схемы штампа
При выборе схемы штампа следует учитывать закрытую высоту пресса, наличие подштамповых плит, необходимость свободного входа и выхода схвата промышленного робота из зоны штамповки с заготовкой/деталью, наличие трафарета, исключающего неправильное расположение заготовки в штампе.
Выбор схемы штампа для детали № 1
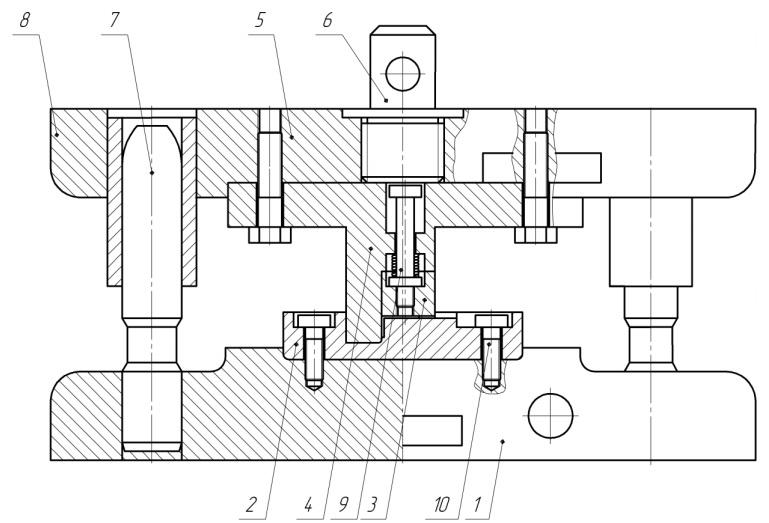
Рисунок 7 – Штамп для гибки:
1 – нижняя плита; 2 – гибочная матрица; 3 – прижим; 4 – пуансон; 5 – верхняя плита; 6 – хвостовик; 7 – колонки; 8 – втулки; 9,10 – винт.
В штампе, для боле точной гибки и удобной установки штампа на пресс, используются блоки с осевым (симметричным) расположением направляющих колонок с проточкой 7 нормальной точности. Нижняя часть штампа состоит из нижней плиты 1 и гибочной матрицы 2, закрепленной винтами 10. Верхняя часть штампа состоит из гибочного пуансона 4, к которому винтом 9 присоединен прижим 3. Пуансон прикреплен к верхней плите 5 винтами. Верхняя плита 5 соединена с ползуном через хвостовик с резьбойи буртиком6. Также в штампе используются втулки направляющие прецизионные 8.
При включении пресса ползун из крайнего верхнего положения перемещается в крайнее нижнее. Во время холостого хода пружина, находящаяся на винте9, не сжата. Прижим 3 идет чуть раньше гибочного профиля пансона 4. По мере приближения пуансона 4, прижим 3 соприкасается с заготовкой, пружина сжимается, создавая усилие на прижим 3, а от в свою очередь на заготовку, тем самым удерживая ее в гравюре матрицы 2. После касания пуансона 4 и заготовки совершается гибка. Ползун доходит до крайнего нижнего положения, а потом делает обратный ход.
Выбор схемы штампа для детали № 2
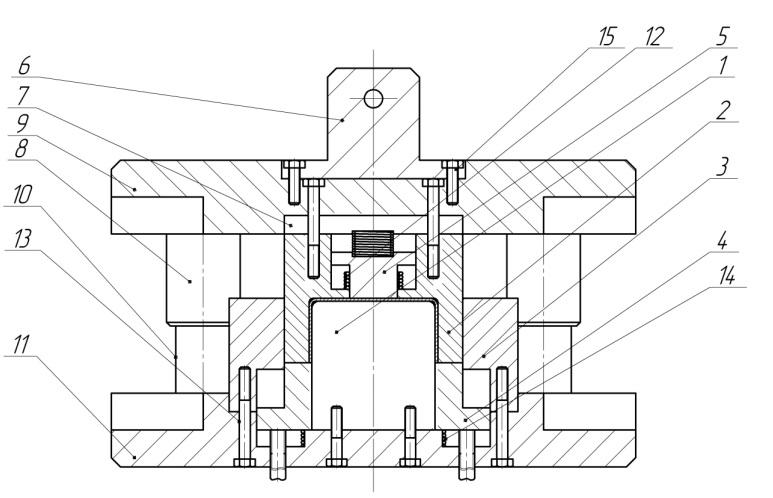
Рисунок 8 – Штамп для вытяжки детали без фланца:
1 – пуансон; 2 – матрица; 3 – обойма; 4 – пуансонодержатель; 5 – выталкиватель; 6 – хвостовик; 7 – прижимное кольцо; 8 – втулки; 9 – верхняя плита; 10 – колонки; 11 – нижняя плита; 12, 14 – пружины; 13,15 – винты.
Вытяжной пуансон 1 и обойма 3 – врезаны и прикреплены к нижней плите 11 штампа винтами. Матрица 2 и прижимное кольцо 7 прикреплены к верхней плите 9 винтами. Необходимый для вытяжки прижим создается прижимным кольцом 7, действующим от нижнего буфера. Также в штампе используются втулки 8 и колонки 10. Выталкивание готовой детали осуществляется при помощи выталкивателя 5 и пружины 12, прикрепленной к матрице 2. Штамп крепится к ползуну пресса при помощи хвостовика 6.