

Лабораторная работа №8 Характеристики системы управления промышленного робота
Системы управления ПР представляют собой унифицированные устройства, характеризующиеся следующими параметрами:
1. Тип ( определяются функциональные возможности системы робота)
2. Система отсчета координат: абсолютные величины и относительные величины.
3. Общее количество одновременно управляемых координат.
4. Количество степеней точности пропорциональное числу 1.6 (Н,П,В,А,С – квалитет точности движений манипулятора).
5. Число скоростей перемещения рабочего органа.
6. Количество каналов связи или выхода для технологического оборудования.
7. Способы ввода программ.
8. Вид внешней памяти.
9. Тип привода манипулятора, с которым может работать СУ.
10. Тип датчика обратной связи.
11. Наличие опции «выдержка временем», которая зависит от перехода штамповки, обычно задается таймером.
12. Вид индикации для обеспечения интерфейса оператора (табло, дисплей).
13. потребляемая мощность и габариты.
Для УЦМ-20:
1) цикловая; 2) абсолютные величины; 3) 7 степеней подвижности; 4) нормальная точность; 5) одна скорость: 6) 24 канала; 7) обучение по первому циклу; 8) печатная плата с диодными штекерами; 9) пневмопривод; 10)бесконтактный датчик типа РБК; 11) диапазон от 0 до 18 секунд; 12) световая сигнализация – интегральная микросхема робота на отказ – 1000ч. V=50 Гц, 220В; 13) W= 700 Вт, 600х500х1200, m=100 кг.
Лабораторная работа №9 Разработка компоновочной схемы ртк
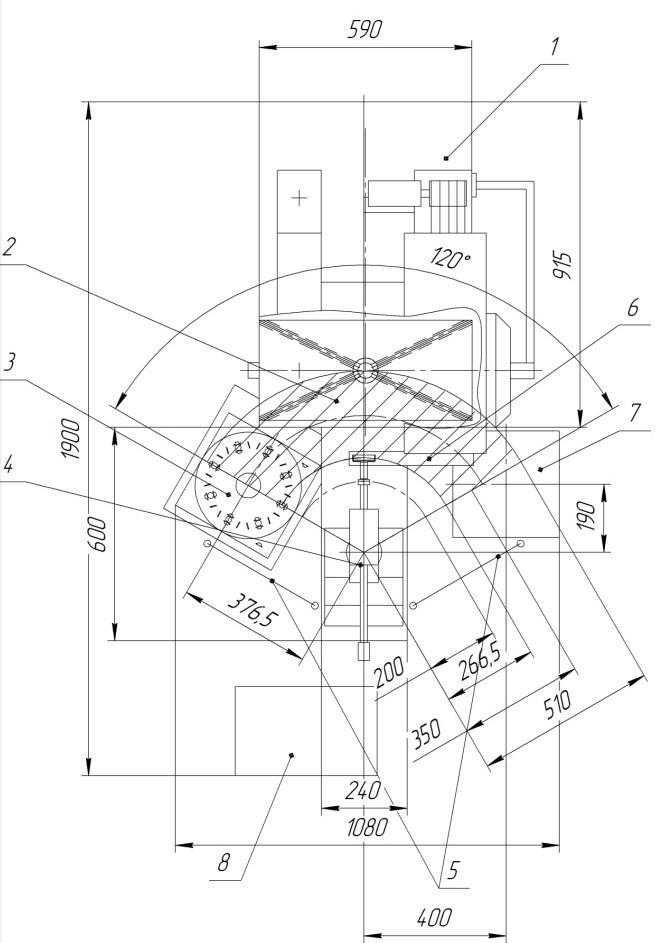
Рисунок 14 – Компоновочная схема РТК листовой штамповки для деталей уголок, стакан:
1 – пресс КД23226Е; 2 – стол пресса; 3 – загрузочное устройство; 4 – промышленный робот КМ 0,63Ц.42.12; 5 – ограждение; 6 – приемное устройство; 7 – приемный стол; 8 – ЭЦПУ 6030
Лабораторная работа №10 Расчёт временных параметров ртк, цикловая диаграмма
Таблица 5 – Цикловая диаграмма работы данного комплекса
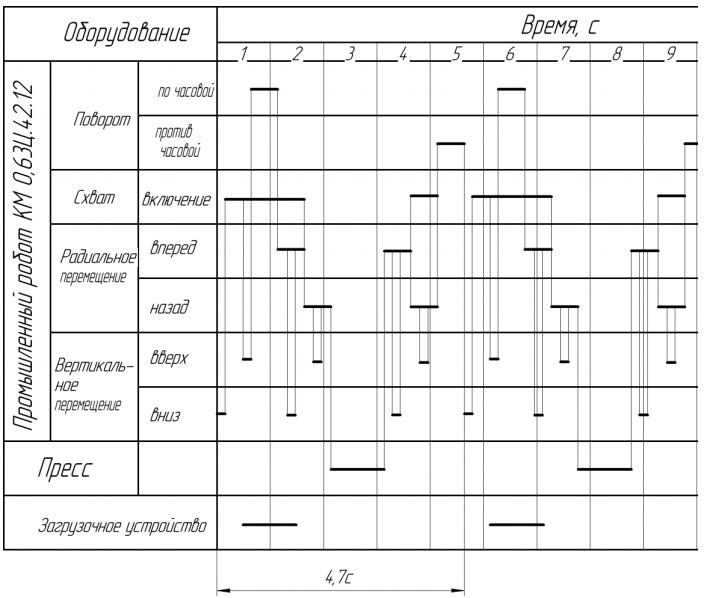
Цикл работы РТК начинается после его включения, манипулятор промышленного робота КМ 0,63Ц.42.12 из одного положения (захват находится н ад позицией подачи заготовок) опускает захватный орган на позицию подачи заготовок и происходит включение эллектромагнита. Заготовка, из магазина притягивается к захватному устройству, захват поднимается, происходит поворот манипулятора на 60о и совместное выдвижение манипулятора с опусканием колонкки,, по окончании этого движения на захват подается сигнал и заготовка падает в штамп. Затем манипулятор совершает обратное совмещенное движение: втягивание манипулятора с поднятием колонки.
Происходит включение пресса. Манипулятор совмещенным движением помещает схват на д деталью и затем срабатывает захватный орган п происходитудаление готовой детали из штампа совмещенным перемещением манипулятора вверх и назад, после чего срабатывает схват и деталь падает в приемный лоток, по которому соскальзывает в тару для деталей. Манипулятор поворачивается против часов стрелки и занимает исходное положение, после чего цикл повторяется снова.