

6. Организация обеспечения рабочих мест инструментом.
6.1. Определение потребности в режущем инструменте.
Расчет нормы расхода режущего инструмента в массовом и крупносерийном производстве обычно производится на 1000 шт. деталей по каждому типоразмеру инструмента для каждой детали в операции:
![]() ,
,
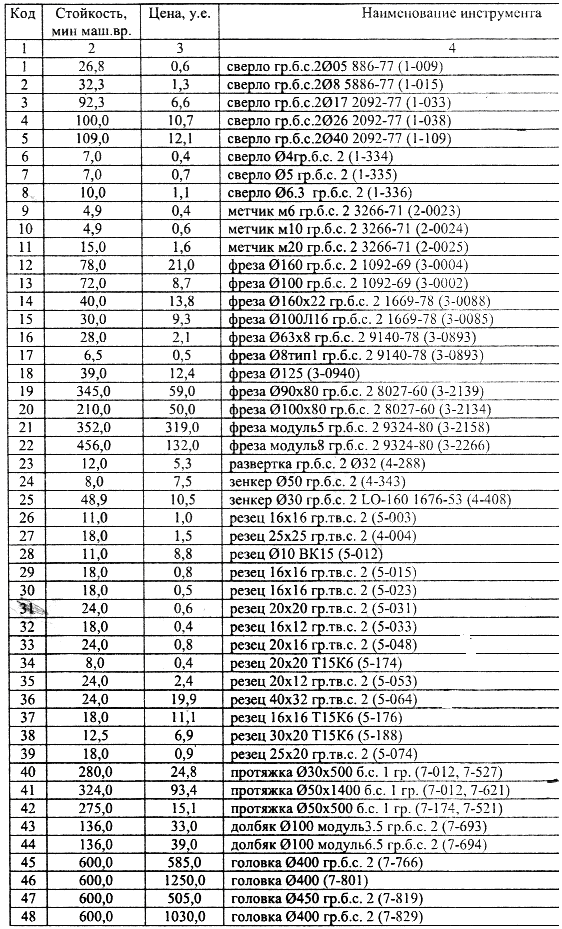
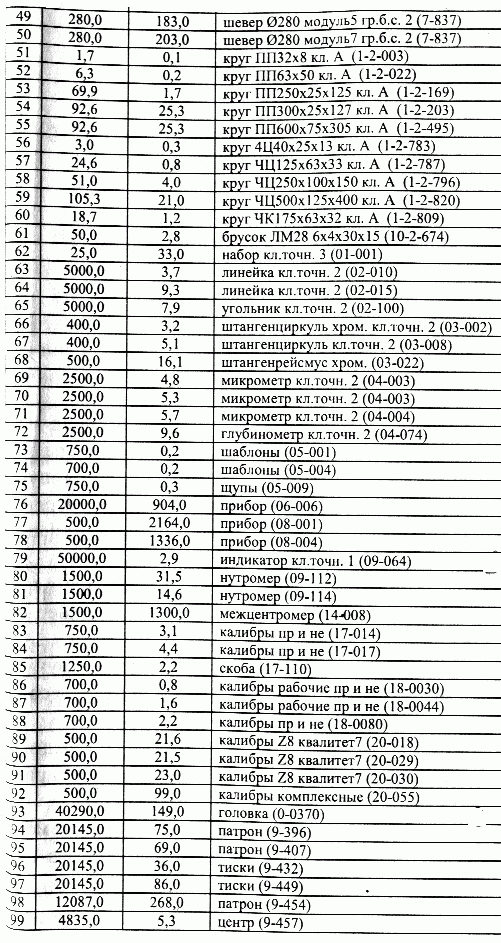
где Hpij- норма расхода режущего инструментаj-го типоразмера наi-ой операции, шт.;tм.аij – машинно-автоматическое время в минутах; Тизнj– стойкость инструмента наj-ой операции, мин. (таблица 6.1.);
Аij– количество инструментов в одной наладке наi-ой операцииj-м инструментом, А=1;kуj– коэффициент случайной убыли инструмента (таблица 6.2.).
Таблица 6.1. Перечень инструмента.
Основной задачей цехового инструментального хозяйства является своевременное обеспечение рабочих мест цеха доброкачественным инструментом при минимальных размерах эксплуатационного фонда. Эта задача обычно осуществляется цеховыми органами – инструментально-раздаточной кладовой и мастерской централизованной заточки. Цеховая инструментально-раздаточная кладовая принимает, хранит, выдает на рабочие места и учитывает движение инструмента в пределах закрепленного за ней эксплуатационного фонда. Порядок выдачи инструмента определяется в первую очередь типом производства. В условиях массового и крупносерийного производства, т. е. при узкой специализации рабочих мест, может быть организована комплектная выдача инструмента в постоянное пользование с последующей заменой сдаваемого рабочим изношенного либо затупленного инструмента.
Наибольшее распространение получили одна марочная и двух марочная системы.
Одна марочная система заключается в том, что кладовщик, выдавая из кладовой инструмент, получает от рабочего взамен одну марку (металлический жетон) с выбитым на ней табельным номером рабочего. Эту марку кладовщик вешает возле ячейки, в которой хранится выдаваемый инструмент. Указанным выше требованиям одна марочная система полностью не удовлетворяет. Возможная область ее применения – небольшие цехи с относительно узкой номенклатурой инструмента, преимущественно нормального.
При двух марочной системе каждому инструменту присваивается марка, на которой обозначены его индекс и размер. При выдаче инструмента марка снимается с крючка возле соответствующей ячейки и вешается на контрольную доску против табельного номера рабочего, получающего этот инструмент. Табельная марка рабочего, так же как и при одна марочной системе, помещается возле ячейки хранения выданного инструмента.
Рациональная организация цехового инструментального хозяйства должна исключать потери времени рабочих-производственников на получение, сдачу и заточку инструмента. Такая организация называется активным питанием рабочих мест. Она требует:
а) подачи инструмента непосредственно на рабочие места;
б) предварительного комплектования и комплектной выдачи инструмента,
в) принудительной замены инструмента.
Таблица 6.2. Средние значения коэффициента случайной убыли инструмента.
-
Инструмент
Инструмент
Резцы токарные
Фрезы
твёрдосплавные
0,1…0,3
твёрдосплавные
0,2
из быстрорежущих
сталей
0,1…0,2
из быстрорежущих
сталей
0,05
b < 3 мм
0,4
Фрезы отрезные и прорезные
3 < b < 6 мм
0,3
b < 1,5 мм
0,3
Свёрла
2,5 > b >1,5 мм
d ≤ 12 мм
0,1
b < 2,5 мм
0,05
d > 12 мм
0,15
Метчики
d ≤ 15 мм
0,2
d < 6 мм
0,3
Зенкеры и развёртки
d> 15 мм
0,1
d = 6-12 мм
0,2
d > 12 мм
0,1
0,1
Протяжки
0,05
Фрезы червячные
0,1
Годовой расход режущего и абразивного инструмента j-го типоразмера:
![]()
где
![]() годовой программа выпуска деталей, шт.;
годовой программа выпуска деталей, шт.;
![]() - норма расхода
режущего инструмента j-го
типоразмера наi-той
операции, шт.
- норма расхода
режущего инструмента j-го
типоразмера наi-той
операции, шт.
1) Расчёт нормы расхода режущего инструмента.
Операция 05:
Резец 1 20 x20![]() шт.;
шт.;
Резец 2 16 x16![]() шт.;
шт.;
Резец 2 20 x16![]() шт.;
шт.;
Операция 10:
Сверло
![]() шт.;
шт.;
Операция 15:
Круг ПП 300х25х127
![]() шт.
шт.
Операция 20:
Круг ПП 63х50
![]() шт.
шт.
2) Расчёт годового расхода режущего инструмента по операциям.
Операция 05:
Резец 1 20 x20![]() шт.;
шт.;
Резец 2 16 x16![]() шт.;
шт.;
Резец 3 20 x16![]() шт.;
шт.;
Операция 10:
Сверло
![]() шт.;
шт.;
Операция 15:
Круг ПП 300х25х127
![]()
Операция 20:
Круг ПП 63х50
![]() шт.
шт.
3) Определение потребности в режущем инструменте.
Потребность в режущем инструменте определим по формуле:
![]() .
.
Определим потребность в режущем инструменте на каждой из операций.
Операция 05. Токарная:
1. Резец 20 x20![]() шт.;
шт.;
2. Резец 16 x16![]() шт.;
шт.;
3. Резец 20 x16![]() шт.;
шт.;
Операция 10. Специально-фрезерная:
1. Сверло
![]() шт.;
шт.;
Операция 15. Зубострогальная:
1. Круг ПП 300х25х127
![]() шт.;
шт.;
Операция 20. Круглошлифовальная:
1. Круг ПП 63х50
![]() шт.;
шт.;
Полученные результаты сведём в таблицу 6.3.
Таблица 6.3.Ведомость потребности в режущем инструменте.
|
№ |
Наименование инструмента |
1000 шт. |
Годовой
расход,
|
шт. |
Цена единицы в у.е. |
Стоимость всего инструмента в у.е. |
|
1. |
Резец 20 x 20 |
3,36 |
370 |
370 |
0,6 |
|
|
2. |
Резец 16 x 16 |
4,49 |
494 |
494 |
0,8 |
|
|
3. |
Резец 20 x 16 |
3,36 |
370 |
370 |
0,8 |
|
|
4. |
Сверло |
0,103 |
11 |
11 |
1,3 |
|
|
5. |
Круг ПП 300x25x127 кл.А |
0,134 |
15 |
15 |
25,3 |
|
|
6. |
Круг ПП 63x50 |
24 |
2640 |
2640 |
0,2 |
|