

7.1.3.2. Вакуумные золотниковые масляные насосы
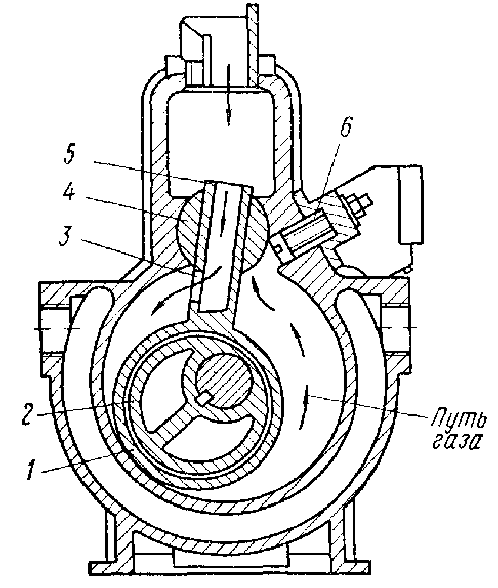
Загрузка: воздух через всасывающий патрубок сверху (рисунок слева).
Разгрузка: воздух через выпускной клапан 6 в нагнетательный патрубок (рисунок слева).
|
|
|
Рабочая камера
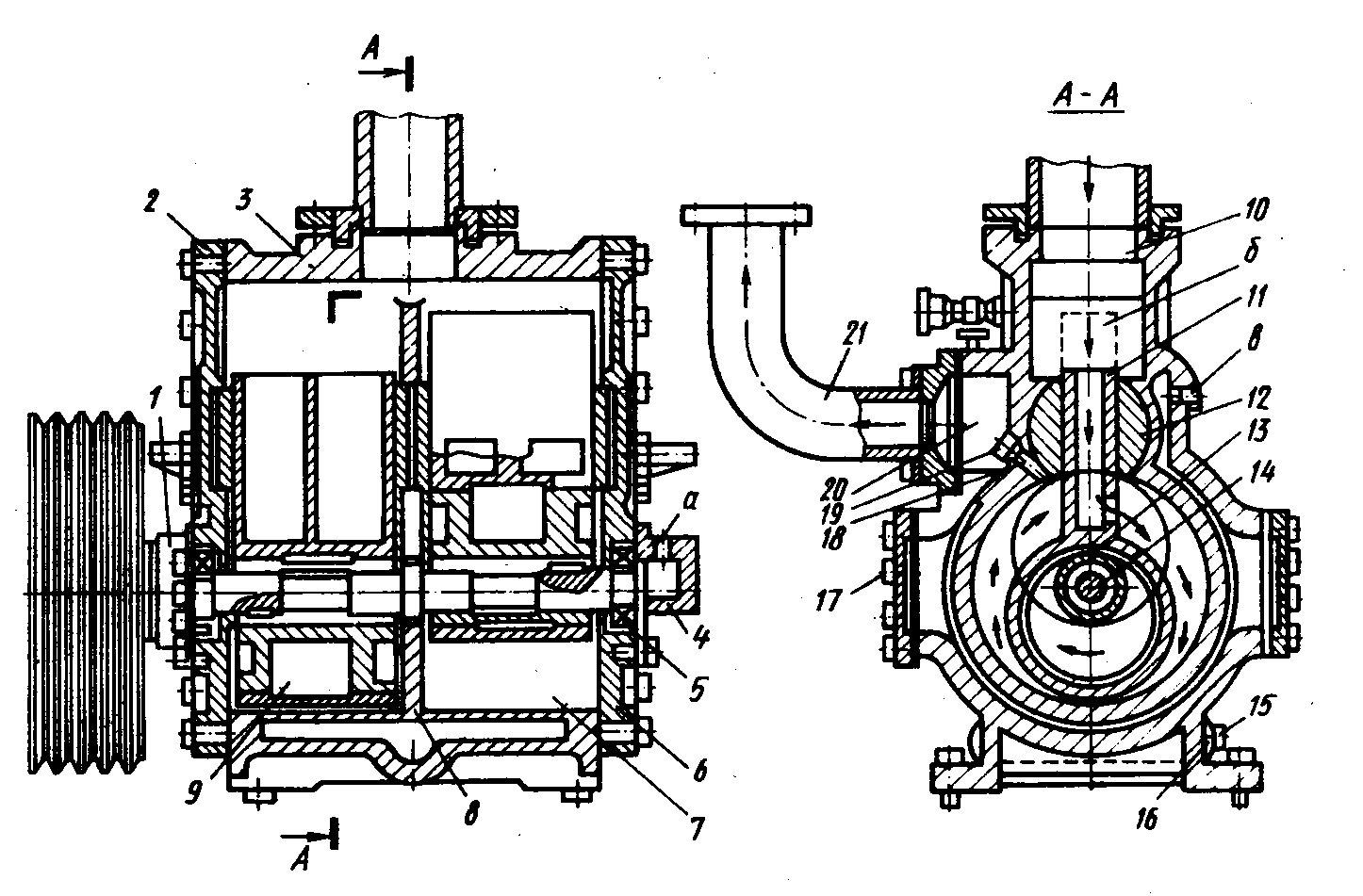
В цилиндрическом корпусе два плунжера, смещенные на 180 (рисунок справа). Плунжер выполнен в форме полого цилиндра 1 (трубы), к которой приварен параллелепипед 5 с отверстиями для входа воздуха (сверху) и выхода 3 (рисунок слева). В цилиндрическую часть плунжера вставлен ротор (эксцентрик) 2, заставляющей ее совершать планетарное движение в корпусе, а масло обеспечивает герметизацию возникающей полости с отсасываемым воздухом. Параллелепипед плунжера испытывает возвратно–поступательное движение и поворачивается на определенный угол в золотнике 4.
Перемещение отсасываемого воздуха (рисунок слева): всасывающий патрубок сверху, полость параллелепипеда плунжера 5, выход через окна 3 в его нижней части, полость с масляным уплотнением между цилиндрической частью плунжера 1 и цилиндрическим корпусом, перемещение к нагнетательному патрубку, выпускной клапан 6, нагнетательный патрубок.
Разряжение 90%. При производительности 200 п/с мощность двигателя 17 кВт. Если сравнить с водокольцевым насосом, то удельные энергозатраты значительно меньше.
+ создающая вакуумное уплотнение жидкость – масло,
+ компактный,
+ более высокий вакуум,
+ более экономичный,
– требует специального вакуумного масла,
– более опасно попадание пыли,
– требуется более высокая культура производства. Необходимо своевременно заменять масло.
7.1.4. Одновальные и двухвальные вакуумные прессы
ОДНОВАЛЬНЫЕ. Перемещение массы (рисунок ниже, а): приемная коробка, вдавливающий валок 2; винт, решетка 7, вакуумирование через патрубок 4, винт 6, головка, мундштук. Уплотнение в решетке и в мундштуке за счет массы. Под вакуумом находится масса в пространстве от решетки до мундштука, но интенсивное вакуумирование происходит только сразу за решеткой. Конструкция проще, но хуже вакуумирование.
ДВУХВАЛЬНЫЕ. Перемещение массы (рисунок ниже, б): загрузочное отверстие, винт прерывистый, в сплошной 1, решетка или мундштук с керном для формования трубы 2, нож 5, вакуумная камера с патрубком 4 к вакуумному насосу, винт 7 в корпусе 8, головка 9, мундштук 10. Необходимы сальниковые уплотнения для ножа 6 и вала нижнего винта 11. Сложнее конструкция, сложнее сохранить вакуум, но лучше вакуумирование.

7.1.5. Пресс–агрегаты
Двухвальные вакуумные прессы, в которых смеситель и нижний одновальный пресс можно использовать отдельно. Тогда корпус вакуумной камеры будет играть роль приемной коробки. Смеситель и нижний ленточный пресс можно поворачивать так, чтобы их валы располагались либо параллельно, либо перпендикулярно. Это облегчает расположение вакуумного пресса при проведении реконструкции производства.
7.1.5.1. Пресс–агрегаты (смк–168)
Загрузка: сверху со стороны передачи вращения лопастному валу смесителя.
Разгрузка: сбоку с противоположной от вакуумной камеры стороны винта нижнего вала через мундштук.