Рабочая камера
Рабочая камера – пространство, заполненное перерабатываемой массой.
Перемещение массы: одновальный лопастной смеситель с возможной подачей воды сверху по трубам и пара снизу через чешуйчатое днище, сплошная часть винта 10 в коническом корпусе, головка, мундштук, формующий трубу, нож на валу 16, режущий трубу на непрерывную ленту, вакуумная камера 25, нижний сплошной винт 31, двухзаходная выжимная лопасть 30, головка, мундштук.
Производительность – 10 тыс. кирпичей/час. Мощность двигателя – 132 кВт.
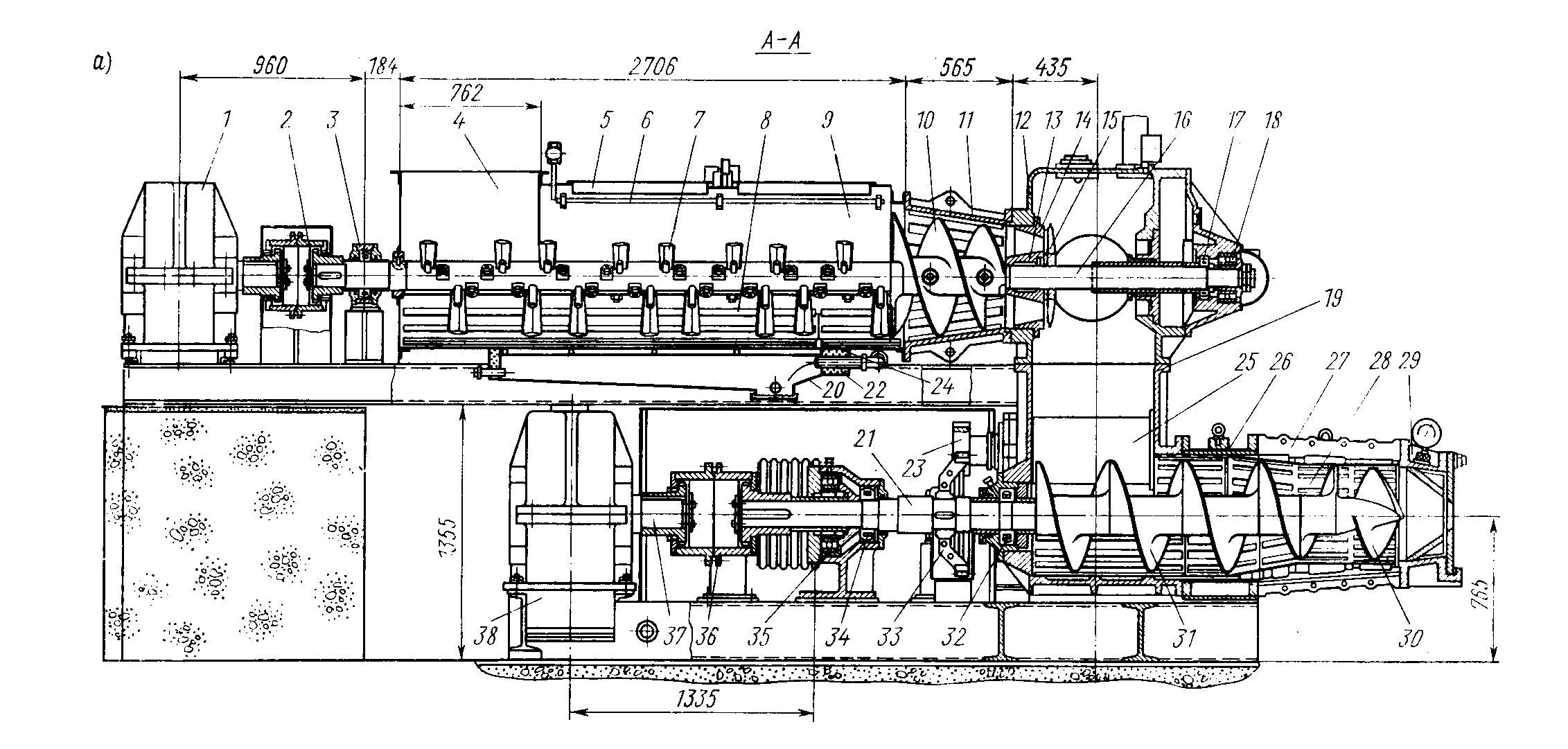
7.1.5.2. Пресс–агрегаты (смк–133)
Загрузка: сверху со стороны передачи вращения от редуктора лопастным валам смесителя.
Разгрузка: сбоку с противоположной от вакуумной камеры стороны винта нижнего вала через мундштук.
На рисунке для наглядности двухвальный смеситель показан, как вид сверху, а нижний вал с вакуумной камерой – как вид сбоку.
Рабочая камера
Рабочая камера – пространство, заполненное перерабатываемой массой.
Перемещение массы: корпус двухвального смесителя с возможной подачей воды сверху по трубам и пара снизу через чешуйчатое днище, лопатки валов, сплошная часть винта, головка, мундштук, формующий трубу, нож, режущий трубу на непрерывную ленту, вакуумная камера, нижний сплошной вал, головка, мундштук.
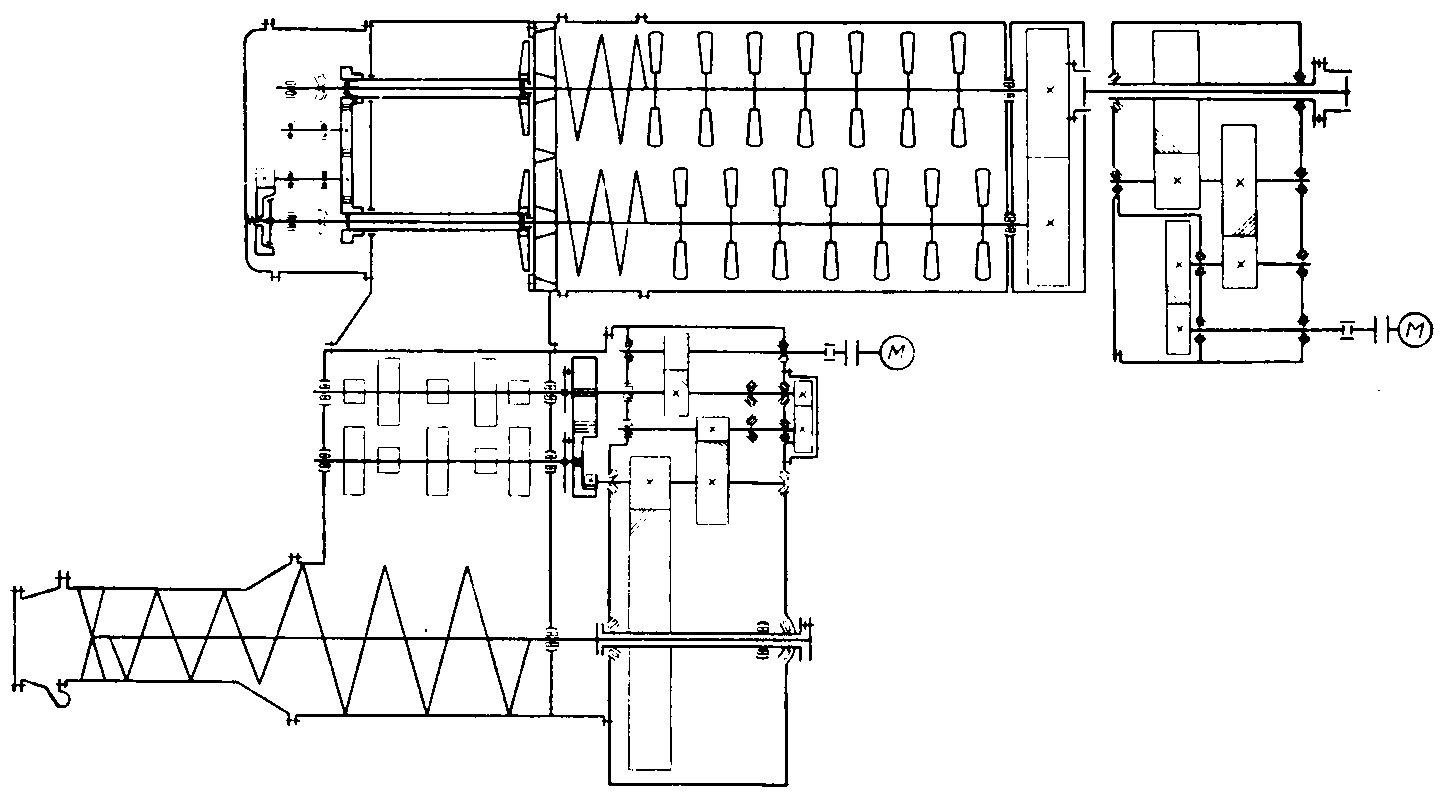
Смеситель и нижний ленточный пресс можно поворачивать так, чтобы их валы располагались либо параллельно, либо перпендикулярно. Можно отдельно использовать смеситель, а нижнюю часть применять как одновальный безвакуумный пресс.
Производительность – 7 тыс. кирпичей/ч. Мощность двигателя – 75 кВт.
7.1.5.3. Достоинства пресс–агрегатов
+ можно вместе или отдельно смеситель и безвакуумный пресс,
+ легко переходить с вакуумного на безвакуумный режим,
+ удобнее устанавливать, т.к. смеситель и пресс параллельно или перпендикулярно,
+ стандартные редукторы на смеситель и пресс,
+ возможность пароувлажнения в смесителе,
+ датчик давления в головке пресса,
+ датчик заполнения массой вакуумной камеры.
7.1.6. Массомялки
Массомялки – двухвальные вакуумные прессы, у которых оба вала сплошные. Их применяют для выравнивания влажности масс после фильтр–прессования. Коржи содержат мало воздуха, а применение прерывистого вала приведет к механическому захвату дополнительного воздуха. Существует много конструкций массомялок. Рассмотрим в качестве примера массомялку «Тюрингия», применяемую для формования заготовок, используемых при обточке изоляторов.
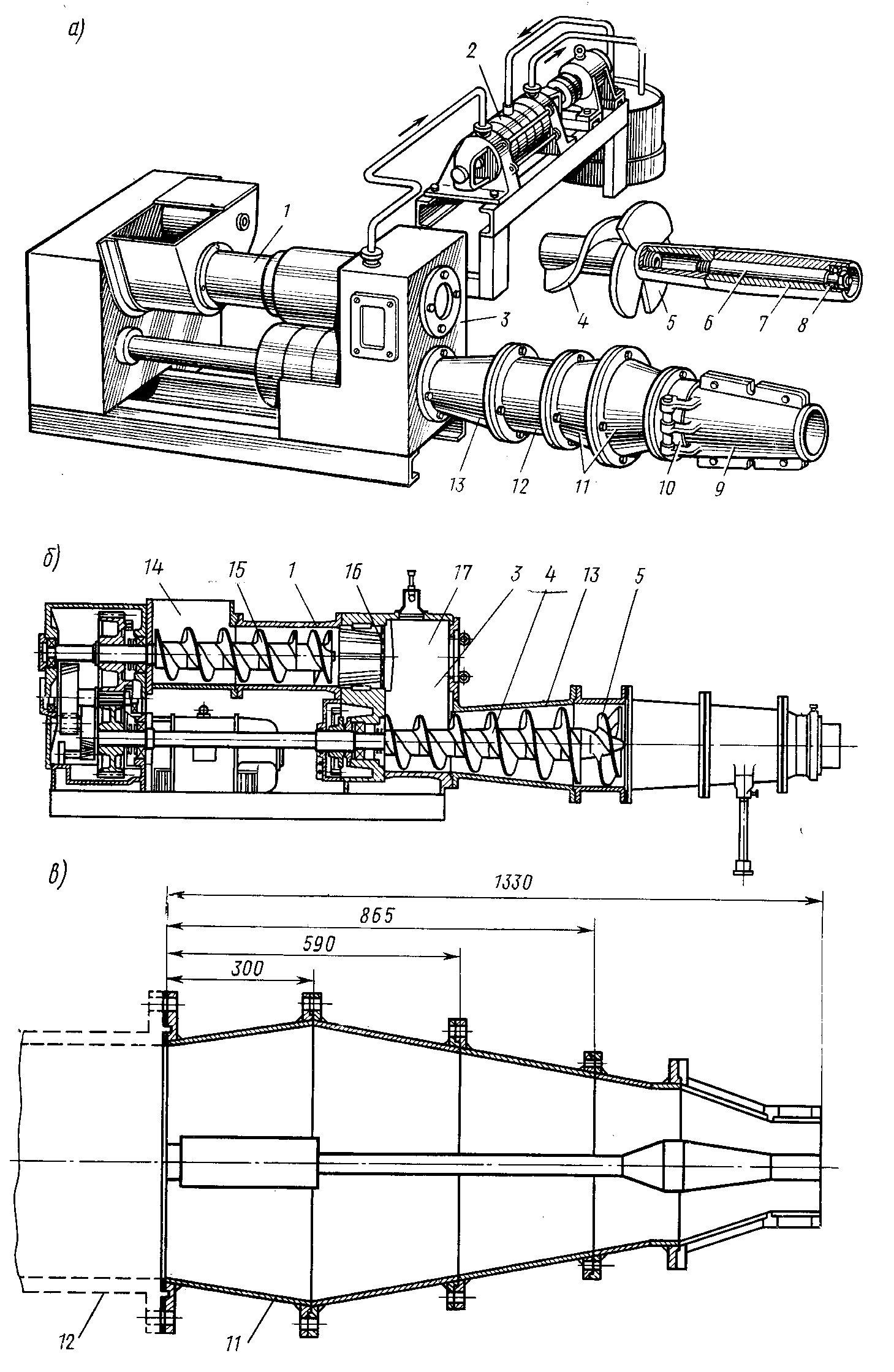
7.1.6.1. Массомялка «тюрингия»
Загрузка: сверху со стороны передачи вращения от редуктора в приемную коробку.
Разгрузка: сбоку с противоположной от вакуумной камеры стороны винта нижнего вала через мундштук.
Рабочая камера
Рабочая камера – пространство, заполненное перерабатываемой массой. Перемещение массы: приемная коробка 14, вдавливающий валок, сплошной винт 15, цилиндрический корпус 1, головка, решетка 16, вакуумная камера 17 (разряжение 96–98%), нижний сплошной вал 4 в расширяющемся коническом корпусе 13, цилиндрический корпус, расширитель, трехзаходная выпорная лопасть 5, навернутая на вал оправка 7, одетая на скалку 6, упирающуюся в подпятник 8, формующая отверстие и не вращающаяся вместе с валом благодаря подшипникам, разъемный мундштук 9, формующий заготовку для обточки изоляторов. После заполнения конической части мундштука он раскрывается на две половины, далее формуется цилиндрическая часть, затем заготовку отрезают струной.