

7.1.7. Основные виды брака при протяжке

"ДРАКОНОВ ЗУБ" (рисунок, а) – разрывы на ребрах бруса. Причины: слишком большое трение на углах мундштука из–за его засорения или тощей массы; мал угол наклона мундштука для тощей массы. Необходимо промыть мундштук, увеличить влажность, улучшить смазку на границе масса – стенки мундштука, увеличить угол наклона мундштука.
СВИЛЕОБРАЗНЫЕ ТРЕЩИНЫ (рисунок, б) являются следствие вращения массы. Масса из–за непрерывного шнека формируется в виде слоистой спирали, а в головке и мундштуке они недостаточно слипаются. Необходимо менять шаг и наклон головки и мундштука.
S–образные ТРЕЩИНЫ (рисунок, в) появляются из–за слишком короткого конца вала, выступающего после выжимной лопасти. Масса не полностью его обтекает, возникает полость, переходящая после мундштука в S–образную трещину. Если конец вала слишком длинный, то он играет роль керна и может приводить к возникновению круглого отверстие.
Для устранения свилеобразных трещин и S–образных трещин эффективна установка дополнительного кольца с ножами между цилиндром и конусной частью головки (рисунок вверху справа).
БРУС НЕПОЛНОГО СЕЧЕНИЯ (рисунок, г), со скругленными углами, возникает, если масса слишком пластичная.
МНОГОЩЕЛЕВОЙ кирпич (рисунок внизу, в). При формовании могут появляться специфические с виды брака. БРУС после мундштука РАСХОДИТСЯ в разные стороны (рисунок внизу, а). Причина в том, что скорость массы в середине больше, чем на периферии. Если наоборот, то может возникать дефект – ВОГНУТОСТЬ БРУСА (рисунок внизу, б). Замедлить или увеличить, например конусностью кернов или мундштука скорости разных областей бруса.
7.1.8. Трубные прессы
Диаметр канализационных труб от 50 до 1000 мм. Влажность массы 14–16%. Масса шамотная двухфракционная, подобная применяемым для огнеупоров и кислотоупоров. Из–за возможности деформации на горизонтальных прессах формуют трубы диаметром до 300 мм. Трубы диаметром более 300 мм формуют на вертикальных трубных прессах, которые могут занимать два этажа.
Вертикальный трубный пресс
Загрузка: сверху в приемную коробку.
Разгрузка: снизу через мундштук на стол.
Рабочая камера
Трубный пресс представляет собой вертикальный вакуумный одновальный пресс. Рабочая камера – пространство, заполненное перерабатываемой массой. Под решеткой вакуумная камера 6 (рисунок сверху слева) имеет достаточное пространство, что обеспечивает такое же хорошее вакуумирование, как в двухвальном прессе. Сначала формуют раструб, обрезают его снизу струной, натянутой на лучок 14 (рисунок сверху справа, а), затем мундштук и керн, формующий отверстие, разделяют. Часть керна 2 и мундштука 4 с отформованным раструбом 3 вместе со столом перемещают вниз, а оставшаяся часть мундштука 5 и керна 6 формует цилиндрическую часть трубы. Верхний конец трубы отрезают струной и формуют резьбу. Чтобы труба не деформировалась, стол уравновешивают обычными круглыми блоками 20, 26 (рисунок сверху справа, б). Для компенсации непрерывно увеличивающего давления выходящей из мундштука массы на стол используют блоки 19, 27 в виде улиток (запятой) (рисунок сверху справа, б). Это обеспечивает необходимое увеличение компенсирующего момента.
Перемещение массы (рисунок сверху слева): конический корпус и винт, решетка 7, вакуумирование 6, ступенчатый корпус со штырями и винт, головка, разъемный мундштук с разъемным керном.
|
|
|

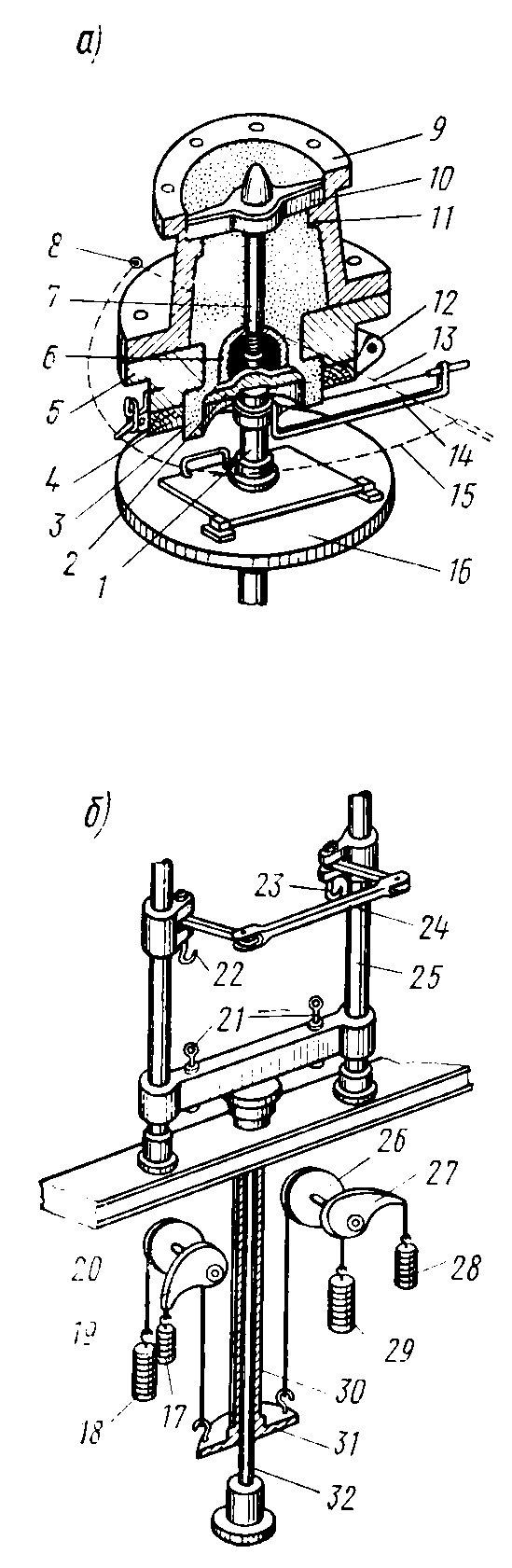

Схема получения канализационных труб с применением вертикального трубного пресса: 1 – склад глины; 2 – бункер; 3 – глинорезка; 4 – барабанное сушило с прямотоком, чтобы не пересушить глину; 5 – дезинтегратор (можно центробежную мельницу); 6 – бункер; 7 мельница с самоотсевом, перед ней элеватор и щековая дробилка; 8 – двухвальный смеситель; 9 – пресс–вальцы для формования заготовок в форме зерен чечевицы; 10 – шахтная печь; 11 – двухвальный вакуумный пресс; 12 – вертикальный трубный пресс; 13 – сушило; 14 – глазурование методом окунания; 15 – туннельная печь.