

1.3.3 Программа статистической обработки результатов измерений
Помимо прикладных программ АС, при подготовке материала для данного учебного пособия мы использовали и программы статистической обработки данных.
Для этого мы использовали программу статистической обработки данных «dates3.xls», написанную нами на Excel 97.
Однако предпочтительней более современная программа, которая в наших материалах находится в папке «2012Y». Эту программу любезно предоставил выпускник факульета «Информатика» СГАУ Юрий Понявин. Программа написана на языке «Java» в среде программирования «Net Beans v. 6». Она имеет развитый интерактивный графический интерфейс с пользователем, и не требует от последнего знания программного синтактиса, подобно MathCad или Excel. Более того, эта программа удобнее в работе. Она автоматически обрабатывает сразу все файлы данных из нужной статистической выборки, полученной при сборе данных от АС. То есть, выполняет работу программы вычисления высот круглограммы и определения статистических параметров радиального профиля, а затем записывает их в массив и проводит его статистическую обработку.
1.3.4 Результаты работы программы статистической обработки измерений
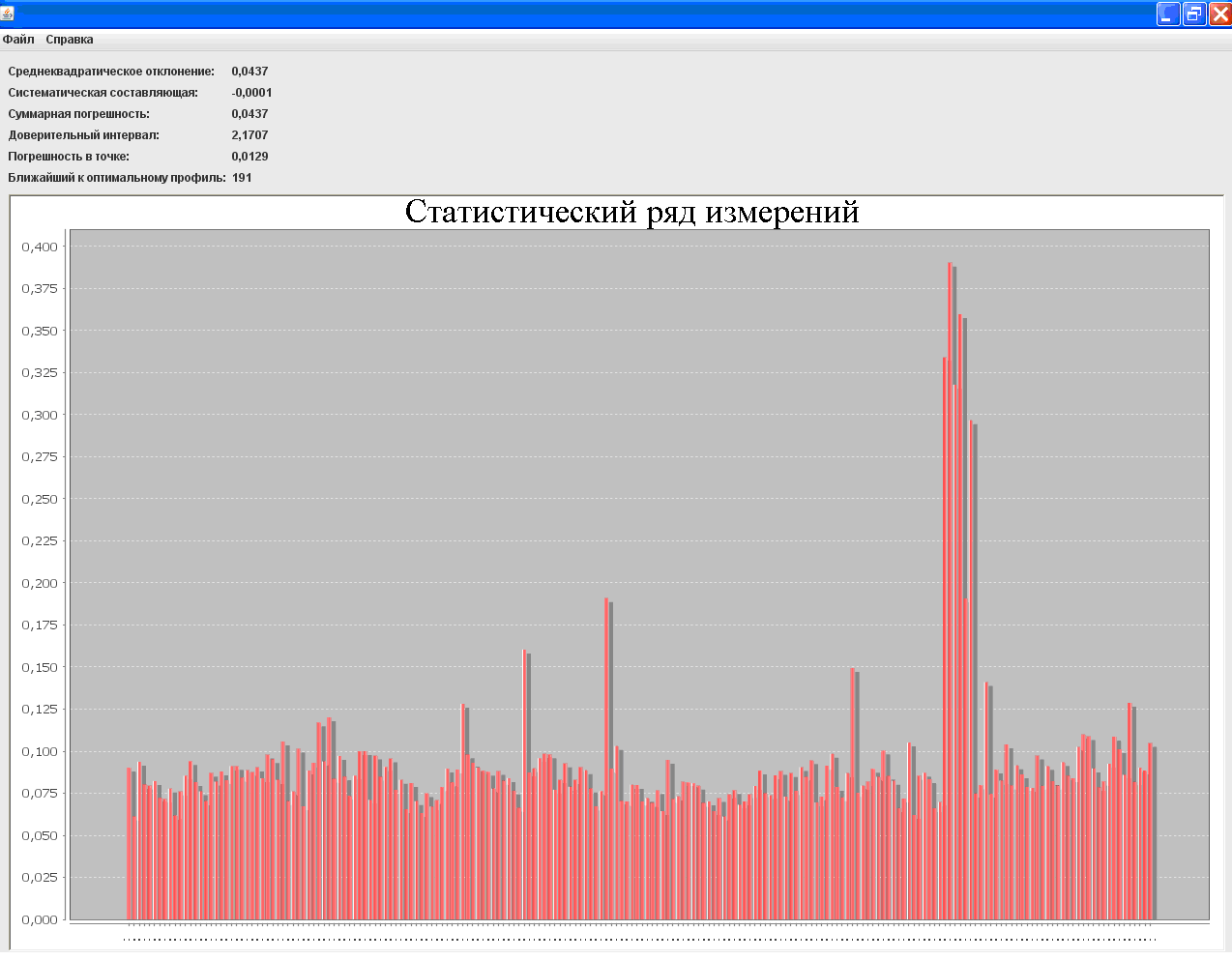
Результаты работы этой программы приведены на рисунке 8. На этом рисунке мы видим статистисческий ряд экспериментов по определению дефекта форма желоба кольца шарикоподшипника типа 201.
Эксперимент
Для измерений была использована программа «SURF1DWD» и оптико-механический блок, в версии, приведенной на рисунке 1. Параметры настройки были следующими: d=7 мм; L=35 мм; Дискретность радиального профиля N=600; количество радиальных профилей M=1.
В источнике излучения был использован полупровдниковый лазер типа ИЛПН-210 (НПО «Север», г. Новосибирск, СССР). Он излучал непрерывное стабилизированное по мощности инфракрасное излучение с длиной волны 0,78 мкм.
Пучок был неполяризован, поскольку лазер работал в режиме сверхлюминесцентного светодиода, то есть при токе инжекции ниже пороговой величины. Это делалось для упрощения оптической схемы источника излучения – тогда были не нужны светофильтры для ослабления мощности излучения лазера, поскольку порог насыщения видеокамеры значительно меньше, чем плотность мощности при лазерной генерации даже маломощного лазерного диода.
|
|
|
амплитуда указана в мкм; по горизонтальной оси – порядковый номер в серии измерений Рисунок 8 – Экранная форма программы статистического анализа результатов измерений |
В каждом из экспериментов определялась одна из составаляющих отклонений от круглости радиального профиля – гранность. Определение этого понятия см. в следующем подразделе. Особенность данной серии измерений заключалась в том, что в ходе их кольцо оставалось неподвижным. Таким образом, в память компьютера записивались результаты, полученные с фотографии одного и того же освещенного лазером участка контролируемой поверхности. То есть, происходило натурное моделирование работы АС. Это делалось для того, чтобы исключить фактор погрешности измерений, связанный с кинематикой оптико-механического блока АС, а точнее, с кинематическими погрешностями вращения контролируемой детали. Это позволяло оценить нижний предел погрешности измерений.
На
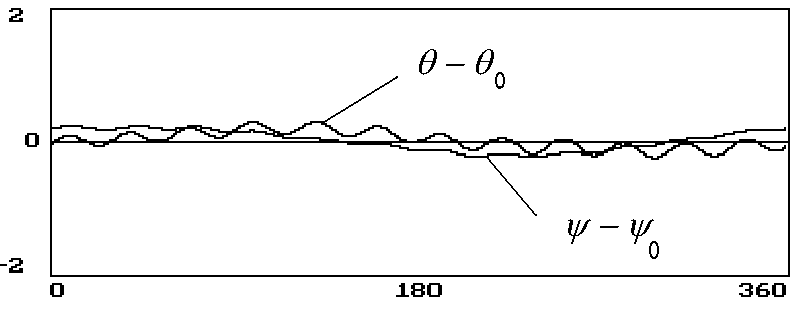
рисунке 9 показаны графики зависимостей
![]() и
и![]() в одном типичном цикле измерений из
рассматриваемого статистического ряда.
Они получены программой обработки
данных «2009Mmod».
Эти данные могут помочь нам в поиске
факторов погрешностеи измерений.
в одном типичном цикле измерений из
рассматриваемого статистического ряда.
Они получены программой обработки
данных «2009Mmod».
Эти данные могут помочь нам в поиске
факторов погрешностеи измерений.
|
|
|
Рисунок 9 – Типичные выходные сигналы подсистемы сбора данных |

Результаты
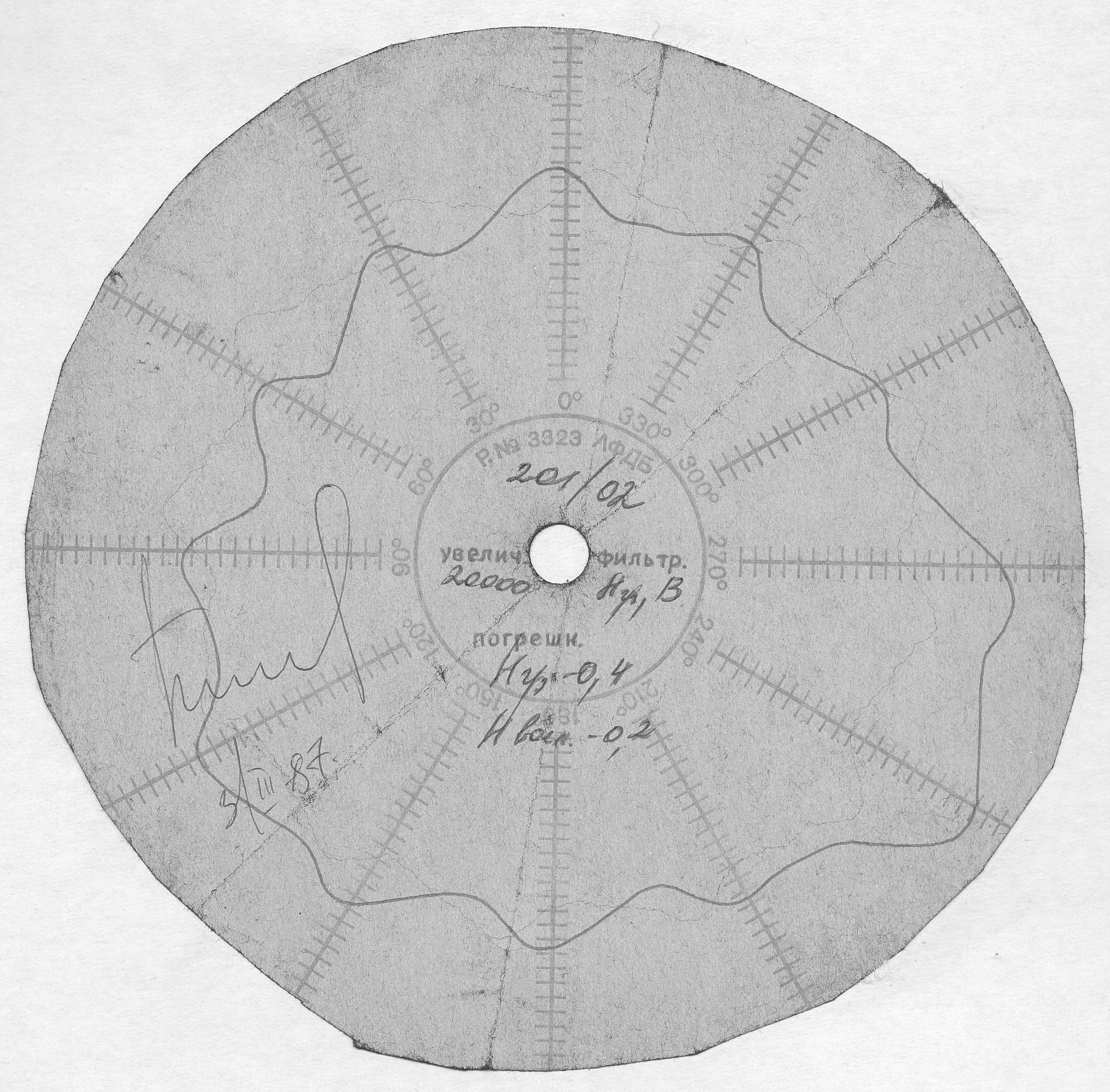
На рисунке 10 приведены круглограммы, полученная от внутреннего кольца шарикоподшипника, имеющего дефект «гранность». Измерения выполнены в ОАО «СПЗ-4» (г. Самара) с помощью контактного кругломера «Талиронд-51» и с СФ ФИАН с помощью ДЛТ [9].
|
|
|
| |
|
а) |
б) |
| |
|
(а) – круглограмма, полученная с помощью контактного кругломера, (б) ‑ с помощью ДЛТ Рисунок 10 ‑ Круглограммы контролируемой поверхности |
| ||
|
|
| ||
|
| |||
|
| |||

|
|
|
|
а) |
б) |
|
(а) ‑ статистика измерений с дефектного кольца; (б) ‑ их гистограмма 1, в сравнении с гистограммой 2 данных, полученных с бездефектного кольца, и с остановленного кольца 5, а также с результатами измерений контактным профилометром тех же колец с дефектом 3 и без дефекта 4 Рисунок 11 ‑ Результаты измерений | |


На рисунке 11 (а) приведен статистический ряд 60-ти измерений, проведенных в СФ ФИАН на ДЛТс той же деталью. На рисунке 11 (б) показаны гистограммы результатов этих измерений, в сравнении с измерениями, сделанными на «Талиронд-51» [9].
В таблице 1 приведены результаты этих измерений в виде чисел.
Таблица 1 – Сравнение результатов измерений
Величины в микрометрах
|
|
Деталь с дефектом |
Деталь без дефекта |
Без вращения |
|
ДЛТ Амплитуда гранности |
0,6 |
0,3 |
0,12 |
|
Суммарная погрешность, с вероятностью 0,95, не более |
0,25 |
0,15 |
0,1 |
|
Талиронд-51 Амплитуда гранности |
от 0,4 до 0,5 |
не более 0,1 |
‑ |
|
Суммарная погрешность, с вероятностью 0,95, не более |
0,05 |
0,05 |
‑ |
Обсуждение
Выбросы на графике, приведенном на рисунке 8, можно удовлетворительно объяснить влиянием внешних факторов.
Отметим, что при измерениях был устранен фактор погрешности, связанный с пылью, оседающей на заземленной контролируемой поверхности из металла. Наши эксперименты показали, что если с ней не бороться, то измеренные значения амплитуд отклонения от круглости значительно искажаются в сторону увеличения.
В экспериментах пыль тщательно очищалась с поверхности контролируемой детали после трех измерений. При этом мы снимали деталь с крепления, чистили спиртом, затем протирали чистой сухой салфеткой, а затем устанавливали назад.
Особенности способа измерений позволяли нам при этом обойтись без юстировки.
Определяющим фактором погрешности в нащих экспериментах могло быть влияние многозадачности ОС Windows. Об этом говорит вид графиков на рисунке 9, особенно в сравнении с рисунком 12. Кроме того, на фотографиях общих планов, сделанных через штатный объектив видеокамеры с помощью использованной техники в нашем эксперименте, явно видно изломанность вертикальных линий. Это могло быть следствием неудачного сопряжения фрейм-граббера с более быстрим компьютером, чем тот, на который он рассчитан. Мы решили проблему вставкой пустого цикла между опросами шины фрейм-граббера. Но в режиме многозадачности время выполнения этого цикла могло существенно увеличить прерывание от других приложений.
|
|
|
значения углов на осях ‑ в градусах Рисунок
12 ‑ Зависимости
|
Выводы
Исследованная АС практически удовлетворяет предъявляемым к ней требованиям по пределу основных погрешностей. Использованнй в ней способ измерений можно признать пригодным для рассматриваемой задачи (см. следующий подраздел). Однако комплекс технических средств нуждается в усовершенствовании.