

|
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
КОСТРОМСКОЙ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА ХУДОЖЕСТВЕННОЙ ОБРАБОТКИ МАТЕРИАЛОВ И ТЕХНИЧЕСКОГО СЕРВИСА
ЛАБОРАТОРНО-ПРАКТИЧЕСКАЯ РАБОТА
Ознакомление с процессом изготовления матрицы из синтетического каучука
методические указания
Кострома
2007 |

К.т.н., доцент, Макшанчиков И.А. – Ознакомление с процессом изготовления матрицы из синтетического каучука. Кострома. КГТУ, 2007 г.
Лабораторная работа «Ознакомление с процессом изготовления матрицы из синтетического каучука» соответствует учебному плану по дисциплине «Технология изготовления ювелирных изделий», «Художественное литье» для специальностей 261001 «Технология художественной обработки материалов» и 071504 «Художественное проектирование ювелирных изделий».
В работе приводятся краткие сведения по видам резины для изготовления матрицы, применяемым в процессе литья по выплавляемым моделям (ЛВМ) и используемым в производстве оборудованием и инструментом.
ГОУ ВПО Костромской Государственный Технологический Университет
Кафедра технологии художественной обработки материалов и технического сервиса
1.Цель работы:
Ознакомить студентов: с разновидностью применяемых в ювелирной промышленности резин, с инструментом, оснасткой и оборудованием для вулканизации, а также полное технологическое изготовление в материале со всеми техническими операциями.
2.Теоретическая часть
2.1.Создание воспроизводимой металлической модели
Разработчик модели для литья по выплавляемым моделям должен быть не только художником, учитывающим требования моды и рынка, но обязан знать физические процессы, которые имеют место при дальнейшем массовом производстве задуманного им изделия:
-
размерная усадка каучуковых матриц, воска и отливаемого изделия;
-
разница в толщинах различных частей изделия создает препятствия при кристаллизации металла (следствия - появление усадочных раковин, недоливов и т.д.);
-
точки изделия, к которым можно подводить литники для изготовления изделия без нарушения его рисунка. Эти точки должны удовлетворять требованиям нормальной заливки металла;
-
возможность финишной обработки.
Если речь идет о высокохудожественных изделиях, то их финишная обработка может выполняться вручную. Если же изготавливаются обычные изделия массового спроса, их финишная обработка осуществляется механическими средствами с ручной минимальной доводкой.
Следовательно, модель считается первым главным элементом технологического процесса, поскольку определяет отливку. Если модель не имеет дефектов и хорошо отполирована, не требуется сложная и дорогая механическая обработка получаемой отливки. Тем самым сокращается и отход драгоценного металла.
После разработки модели наступает стадия подготовки матрицы, которая будет рассмотрена отдельно.
2.2.Изготовление матриц из синтетического каучука
В последние годы применение эластомера (синтетического каучука) приносит определенные выгоды: отпадает необходимость в использовании изоляционных материалов, талька и жидкостей, обеспечивается значительная эластичность и плотность, длительная память, длительный срок службы при высокой надежности повторяемости результатов. Все это улучшает использование воска.
Не следует забывать и об экономии времени за счет устранения операций по нанесению талька или других изоляционных материалов, а также об устранении риска прилипания частиц этих материалов в самых узких местах (насечка для бриллиантов и т.д.), что затрудняет изготовление восковой модели.
Поскольку после вулканизации форму эластомера изменить невозможно, необходимо сначала предусмотреть формирование всех механических деталей или обработку модели с помощью скальпеля.
На рис. 1 представлен пример соединения конуса с инжектором воска, который вводится в каучук перед вулканизацией.
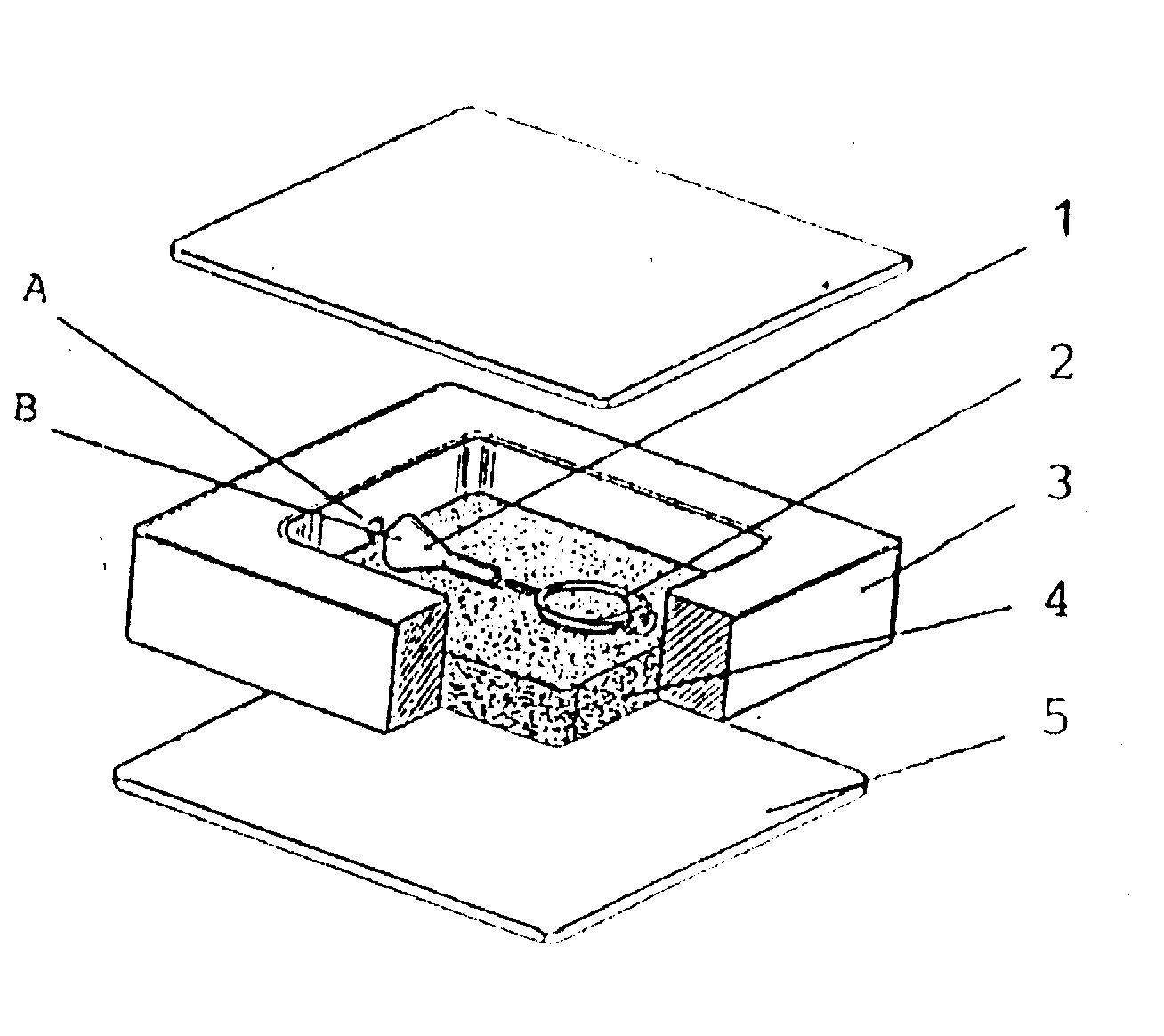
-
Металлический конус
-
Модель
-
Стремянка вулканизации каучука
-
Силиконовый каучук
-
Крышка стремянки
А. Отверстие в стремянке
В. Опорный шрифт конуса
Рис. 1 Вид и составные части собранной обоймы готовой для вулканизации.
Если эластомер используется для матриц, в которых применяются обычные сорта воска, с помощью скальпеля выполняются каналы для выпуска воздуха. При применении вакуумных инжекторов воска выпускные каналы не нужны.
На приведенных ниже фотографиях показана простота обработки и одновременно практичность использования опорных штырей во избежание, каких бы то ни было сомнений относительно позиционирования двух частей матрицы и в целях недопущения дефектов, которые могут обнаруживаться в воске из-за неправильного закрытия матрицы.

Рис. 2 Укладка эластомера. Первый слой

Рис. 3 Крепление модели в стремянке.
 Рис.
4 Заполнение стремянки эластомером над
моделью. Второй слой.
Рис.
4 Заполнение стремянки эластомером над
моделью. Второй слой.
Далее следует закрытие матрицы металлическими пластинами и последующий нагрев в вулканизаторе. Усадка обычно составляет от 1,5 до 3%. Однако есть резины и без усадки.
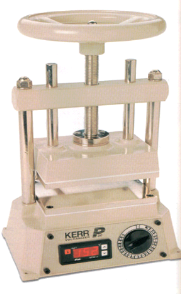
Рис. 5 Вид вулканизатора марки KERR P30.
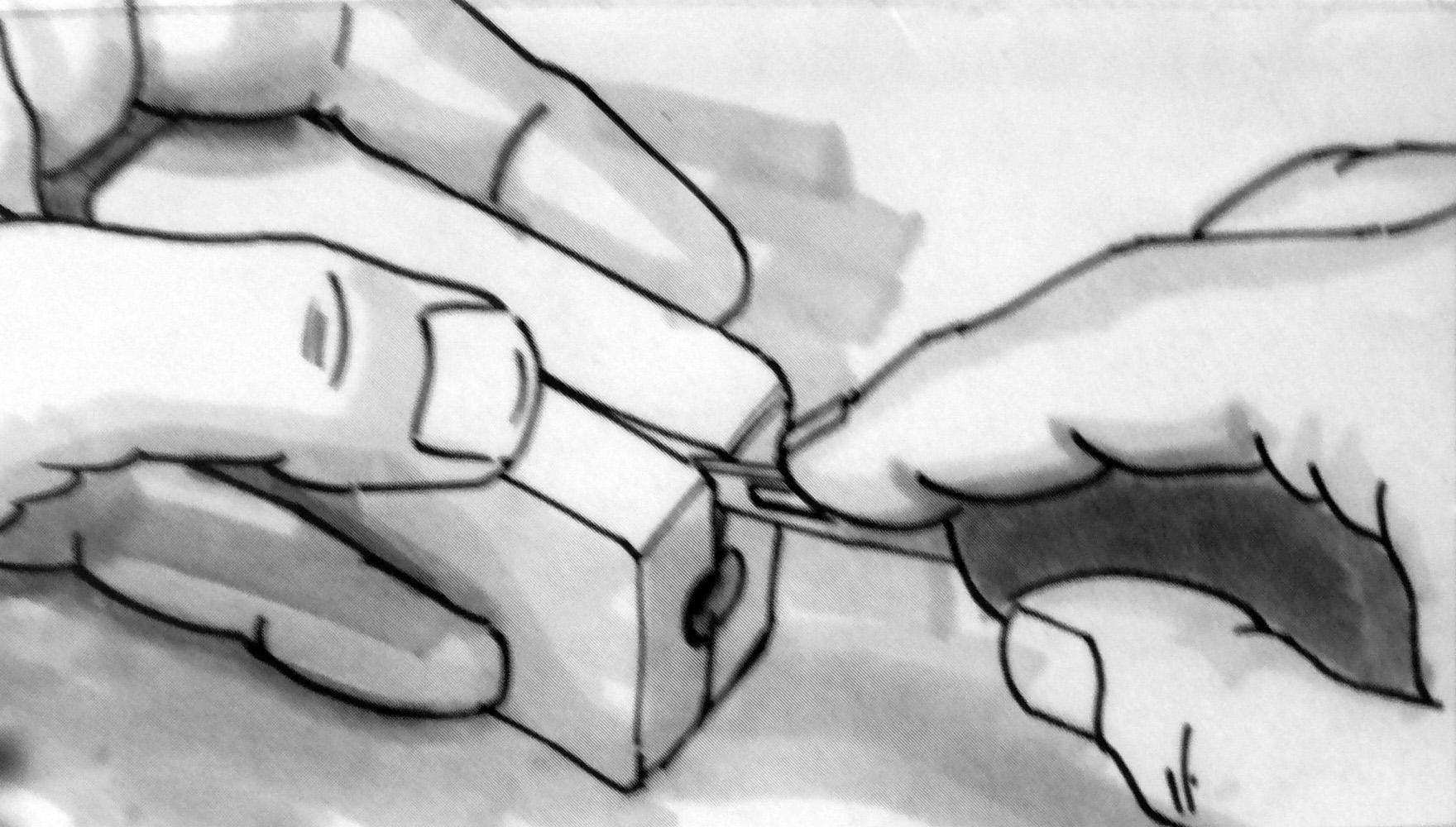
Рис. 6 Резка матрицы.
Рис. 7 Извлечение металлической мастер-модели из матрицы


Рис.8 Для наилучшего позиционирования матрицы используют опорные штыри.
После этого матрицу можно использовать для изготовления тысяч изделий, не сомневаясь в точности её закрытия (рис.8).