

2.3.Виды резин для изготовления пресс – форм
Резины для изготовления пресс – форм должны отвечать специфическим требованиям. Прежде всего, такие резины не должны вызывать коррозию мастер – модели (эталона), а сами пресс – формы изготовленные из таких резин, должны обладать низкой адгезией к модельному составу и иметь высокие физико-механические свойства (эластичность, прилипаемость к воску, модели, пригодность к длительному хранению). Усилие резки, периодичность обработки пресс-форм перед впрыскиванием воска, характерный запах – также являются важными характеристиками резин.
В зависимости от назначения резиновые смеси могут содержать от пяти до двадцати компонентов.
Резины для изготовления пресс-форм состоят из наполнителя, пластификатора, вулканизующего агента. Вулканизующие агенты могут быть: хлорпроизводные алифатических углеводов, смолы, П – хинондиоксим, П-динитрозобензол, диазоаминобензол, П-хлоранилин, полинитро – соединения, перекиси, ароматические сульфохлориды. Кроме того, известен ряд каучуков, которые могут вулканизироваться окислами металлов: найрит и карбоксилатные каучуки.
Формовочные резины могут быть в виде достаточно упругих листов или блоков, в пастообразном виде (похожем по консистенции на модельную глину), в жидком виде (с различной степенью вязкости). По химическому составу бывают каучуковые и силиконовые. Кроме того, они подразделяются на усадочные и безусадочные и отличаются, друг от друга по цвету.
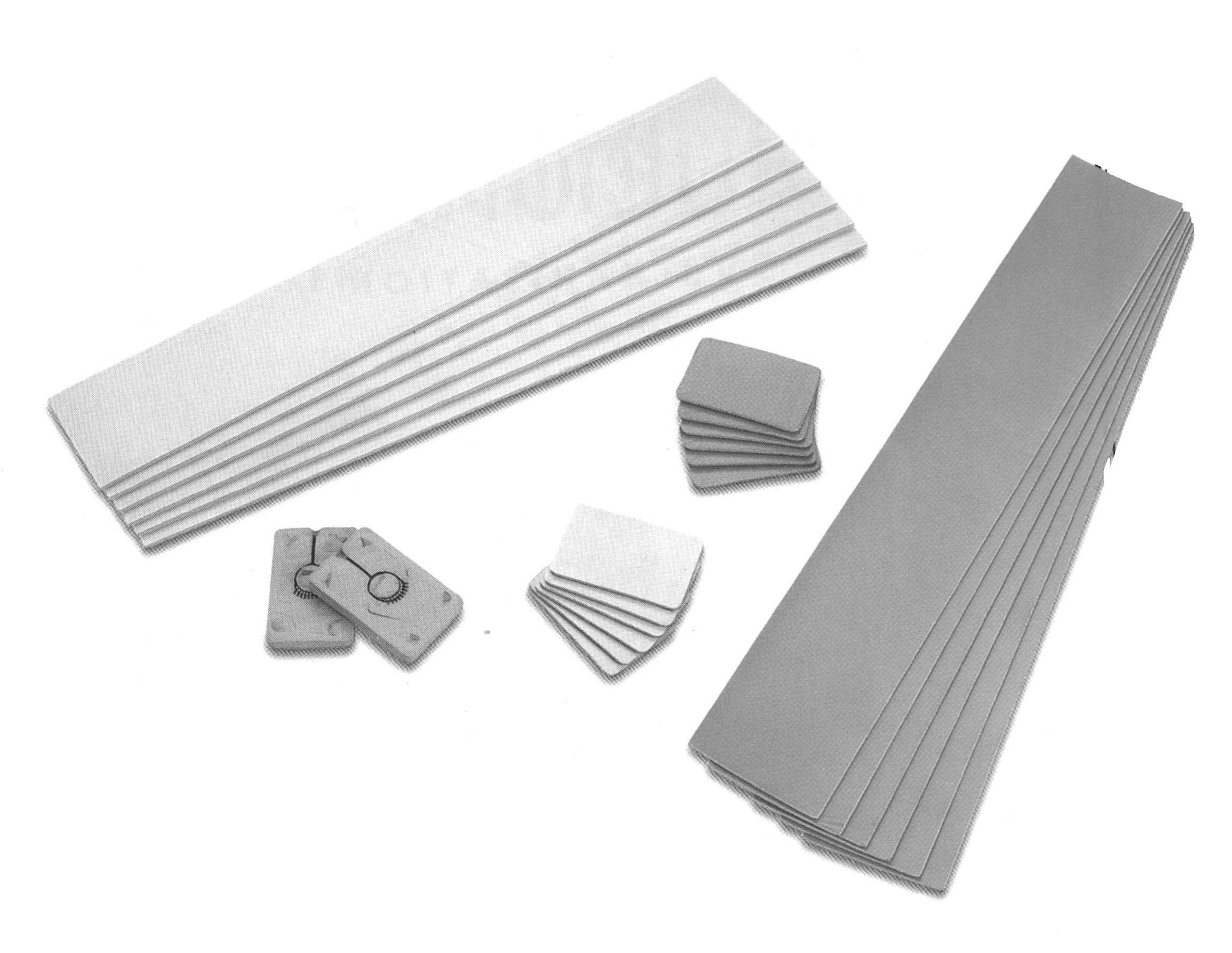

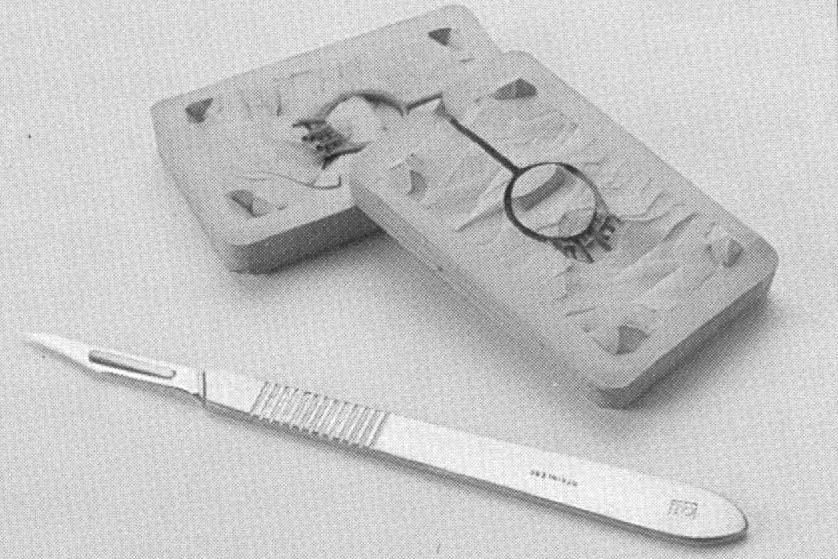
а б в
Рис .15 .Формовочные резины: a – в виде блоков, б – в виде листов, в – пресс – форма.
Листовые резины горячей вулканизации на основе натурального каучука
Являются наиболее распространенными видами резины, применяемых в ювелирном производстве. Типичными представителями данного вида, ставшими фактическим стандартом в ювелирном производстве, являются резины White Label (WL), Gold Label (GL), No-Shrink Pink, Titanium Label (TL) выпускаемые кампанией F.E. Knight Castaldo (США). Эти резины требуют определенных навыков в процессе укладки в форму, но технология работы с ними хорошо отлажена и как правило не создает проблем. В некоторых случаях, листовые резины, имеющие защитный пластиковый слой с одной стороны листа и ткань с другой, могут при небрежном или неопытном обращении привести к расслоению формы после вулканизации вследствие недостаточно плотной укладки и загрязнения поверхностей при укладке.
Каучуковые резины Castaldo марок White Label, Gold Label дают превосходные результаты, хорошо обтекают даже самые сложные, с большим числом мелких элементов, внутренние детали модели. Температура вулканизации этой резины 153 0С из расчета 7 минут на каждые 3,2 мм толщины слоя резины. Плохая текучесть резины может возникать из-за слишком большой температуры вулканизации.
Castaldo No-Shrink Pink – розовая модельная безусадочная резина позволяет получить восковки с величиной усадки 0 %. Для этого необходима точная установка температуры вулканизатора. Температура вулканизации равна 154 0С из расчета 7,5 минут на каждый слой резины
Методика работы, подготовка и хранение аналогичны с резинами White Label, Gold Label.
Titanium Label - каучуковая резина ведет себя в работе также как White Label. Это натуральная резина, по составу похожая на Castaldo White Label и Gold Label, но более твердая и в то же время гибкая и эластичная. Не требует новых технологий или инструментов для обработки. Имеет меньшее искажение формы при вспрыскивании воска и сжатии. Тонкие отделения остаются открытыми и лучше проливаются.
Значительно сокращена линия разъема формы. Воск может инжектироваться в резиновую форму при большем давлении и более низкой температуре, что обеспечивает лучшую проработку деталей и меньшую усадку воска. Усадка резины всего 1,4%. Резина обладает характеристиками металлических изложниц, но при гораздо меньшей цене и при той же скорости, многосторонности, удобстве и экономичности.