

1.4 Анализ действующей на стане калибровки валков при прокатке балки 20к1-02
Заготовка размером 240х440х4200 (4500) мм, нагретая до температуры 12500С поступает из печей по рольгангу к обжимной клети «1300» где кантуется перед задачей в нулевой калибр. Первый калибр ящичный, в нем заготовка обжимается за 2 прохода для подачи в первый разрезной калибр. Затем заготовка кантуется и задается в следующий калибр. Где за 3 пропуска по центру заготовки создается углубление на поминающее по форме яблоко. Далее заготовка кантуется на 1800, и поступает во второй калибр, где происходит формирование шейки балки. После этого заготовка без кантовки подается в третий (балочный) калибр клети «1300» где приобретает форму собачей кости и поступает на первую черновую универсальную группу клетей. Где первой установлена клеть ВК, которая отвечает за высоту фланцев, а следом идет универсальная клеть – ГУК, которая формирует шейку, внутреннюю и внешнюю поверхность полок. Далее прокат поступает на предчистовую группу, где клети расположены в обратном порядке (ГУК – ВК, это необходимо для окончательного формирования высоты полок), а затем на чистовую универсальную клеть.
Следом металл поступает на пилы, где режется на мерные длины. Затем балка поступает на холодильник, а далее балки по двум потокам направляются на операцию правки в двух взаимно перпендикулярных плоскостях на роликоправильных машинах.
После правки балки проходят инспекторский осмотр в потоке и в зависимости от результатов контроля, либо выдаются по стеллажам прямо на склад, либо поступают на участки балкоотделки, где проходят по необходимости доправку на горизонтальных прессах, вырезку дефектных мест, дополнительную разрезку на заказные мерные длины, зачистку и повторный контроль на инспекторских стеллажах.Готовый прокат с концевых участков стеллажей на складе убирается магнитными кранами, складируется или грузится непосредственно в вагоны.
Схемы прокатки в обжимной клети и универсальных группах клетей, их калибровка, а также параметры балки приведены ниже:
Таблица 3 - Режим обжатий в обжимной клети «1300» при прокатке балки 20К1-02
|
№ пропуска |
Показания стрелки |
№ калибра |
Сечение |
Обжатие |
|
|
|
|
240х440
|
|
|
1 |
150 |
0 |
370 |
70 |
|
2 |
75 |
295 |
75 |
|
|
|
|
|
|
|
|
3 |
130 |
I |
160 |
|
|
4 |
80 |
110 |
50 |
|
|
5 |
30 |
60 |
50 |
|
|
|
|
|
|
|
|
6 |
15 |
II |
38 |
22 |
|
|
|
|
|
|
|
7 |
6 |
III |
29x315 |
|




Таблица 4 - Прокатка балки 20К1-02 в универсальных клетях
|
№ группы |
№ пропуска |
d |
Обжатие |
t |
Обжатие |
Показания стрелки |
L пр |
Ширина полки |
Раствор по шейке |
|
|
0 |
29,0 |
|
64,3 |
|
|
|
219 |
|
|
1 |
1 |
25,4 |
3,6 |
54,9 |
9,4 |
53,59 |
1,180 |
209 |
41 |
|
2 |
21,6 |
3,8 |
43,4 |
11,5 |
42,24 |
1,225 |
206 |
38 |
|
|
3 |
17,8 |
3,8 |
33,4 |
10,0 |
32,42 |
1,273 |
205 |
37 |
|
|
4 |
14,1 |
3,7 |
24,9 |
8,5 |
24,10 |
1,321 |
205 |
37 |
|
|
5 |
10,8 |
3,3 |
18,1 |
6,8 |
17,47 |
1,367 |
204 |
36 |
|
|
2 |
6 |
9,0 |
1,8 |
14,7 |
3,4 |
14,38 |
1,225 |
200 |
20 |
|
7 |
7,7 |
1,3 |
12,3 |
2,4 |
12,03 |
1,185 |
199 |
19 |
|
|
8 |
6,7 |
1,0 |
10,5 |
1,8 |
10,26 |
1,162 |
200 |
20 |
|
|
3
|
9 |
6,5 |
0,2 |
9,5 |
1,0 |
|
1,074 |
|
|

Рисунок 2 – калибровка обжимной клети «1300» при прокатке балки 20К1-02

Рисунок 3 - Нулевой калибр клети «1300»
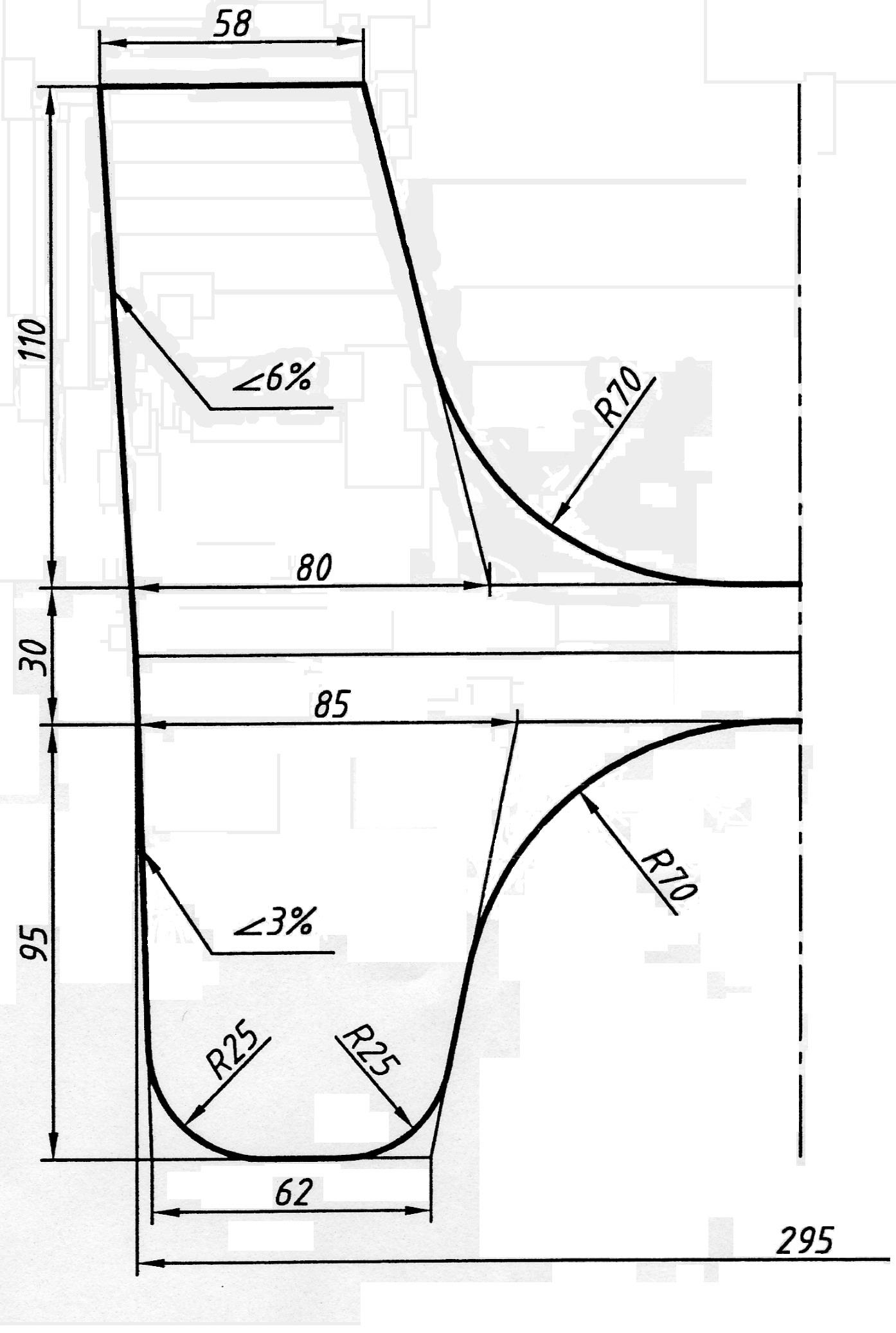
Рисунок 4 - Первый калибр клети «1300»

Рисунок 5 - 2 калибр обжимной клети «1300»

Рисунок 6 – 3 калибр обжимной клети «1300»

Рисунок 7 – Вспомогательная клеть №1

Рисунок 8 – Главная универсальная клеть №1

Рисунок 9 – Главная универсальная клеть №2

Рисунок 10 – Вспомогательная клеть №2

Рисунок 11 – Главная универсальная клеть №3