

5.5. Прессование: схемы процесса, продукция, инструмент
Прессование это процесс придания металлу формы путем выдавливания его из замкнутого объема (контейнера) через канал, образуемый прессовым инструментом. Эту операцию называют также выдавливанием.
К наиболее распространенным разновидностям прессования относятся прессование с прямым истечением и прессование с обратным истечением.
Прессование с прямым истечением (прямое прессование) (рис. 5.11) применяют для получения сплошных или полых профилей.
Металл заготовки 1, заложенной в контейнер пресса 2 под воздействием сил, создаваемых движущимся в направлении стрелки пуансоном 5 затекает в канал матрицы 3. В результате получается заданное пресс-изделие 4, истекающее в процессе прессования относительно контейнера в направлении, прямо совпадающим с движением пуансона. При прямом прессовании требуется прикладывать значительно большее усилие, так как часть его затрачивается на преодоление трения при перемещении металла заготовки внутри контейнера. Пресс-остаток составляет 18–20 % от массы заготовки (в некоторых случаях до 30–40 %), но процесс характеризуется более высоким качеством поверхности и простой схемой прессования.
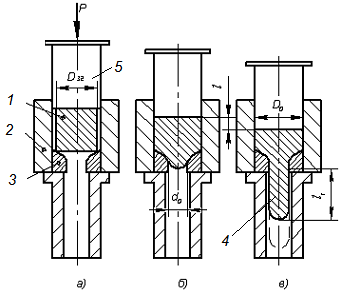
Рис. 5.11. Схема прессования с прямым истечением: 1 – слиток, 2 – контейнер, 3 – матрица, 4 – изделие, 5 – пуансон
Прессование с обратным истечением (обратное прессование) применяется также при прессовании сплошных или полых профилей. В конструктивном исполнении, соответствующем схеме рисунке 5.12, выпрессованный металл заготовки 2 движется в направлении, обратном направлению движения пуансона 3 относительно контейнера 1. Важная особенность этого способа прессования – отсутствие перемещения заготовки относительно контейнера. Обратное прессование требует меньших усилий, пресс-остаток составляет 5–6 %. Однако меньшая деформация приводит к тому, что прессованный пруток сохраняет следы структуры литого металла.

Рис. 5.12. Схема прессования с обратным истечением: 1 – контейнер, 2 – слиток, 3 – пуансон, 4 – изделие, 5 – матрица
Прессование чаще всего производится при высоких гомологических температурах, то есть в условиях горячей деформации. В холодном состоянии прессуют металлы со сравнительно невысокими прочностными свойствами.
Для снижения усилия деформирования и повышения равномерности деформации по сечению прессуемого профиля при прессовании применяются смазки: при холодном прессовании – мыло и минеральные масла, а при горячем – жидкое стекло и порошкообразный графит.
Прессованием получают сложные профили различного сечения длиной до 25–35 м, прутки диаметром 5–200 мм, трубы гладкие и ребристые диаметром до 400 мм и выше при толщине стенок 1,5–8 мм.
К технологическим преимуществам процесса прессования относятся: высокая пластичность прессуемого материала за счет создания условий всестороннего неравномерного сжатия; возможность получения прессованием сложных профилей; быстрота и легкость переналадки прессования с одних видов и размеров профилей на другие путем замены матриц; повышенные качество и точность профилей изделий; высокая производительность (до 5 м/мин).
К технологическим недостаткам процесса прессования относятся: ограничение длины и веса заготовок; значительный расход металла из-за оставления пресс-остатков, а также увеличение технологических усилий деформирования и износа инструмента, особенно при прямом прессовании.