

2.3. Схема и расчет сил при торцовом фрезеровании
Технологические оси при торцовом фрезеровании выбирают неподвижными относительно станка. Две оси (H и V) располагают в рабочей плоскости, причем ось H – в направлении подачи Sм, а третью ось W – перпендикулярно рабочей плоскости (рис. 2.9).

Рис. 2.9. Схема сил при несвободном прямоугольном фрезеровании торцово-конической
фрезой: а) в основной плоскости; б) в рабочей плоскости; в) в плоскости стружкообразования; г) развертка поверхности резания
Таким образом, при фрезеровании система координат Х, Y, Z, связанная с режущим лезвием, вращается относительно оси Y и оси X, Z изменяют свое положение относительно осей H и V.
Вследствие изменения толщины срезаемого слоя на каждом из работающих зубьев крутящий момент и мощность будут функциями угла .
Не меньшее значение имеют изменения величины и направления сил PH и PV, действующих на механизмы перемещения стола фрезерного станка, а также изменения величины силы PY, отжимающей фрезу от обработанной поверхности детали и влияющей на точность обработки. При повороте фрезы силы PH и PV могут изменяться не только по величине, но и по направлению. Все это способствует возникновению вынужденных колебаний.
Для определения сил PH и PV, действующих в рабочей плоскости, на оси H и V проектируются силы Pzi и Pxi.
Cуммируя проекции сил Pzi и Pxi на оси H и V по всем зубьям Zр, контактирующим с обрабатываемой деталью, получим:
![]() ,
(2.27)
,
(2.27)
![]() . (2.28)
. (2.28)
2.4. Предел текучести и температура деформации при резании
Зависимость предела текучести от температуры и деформации может быть представлена в виде:
![]() (2.29)
где T
– приращение гомологической температуры
в зоне деформации, m,
k, B – показатели
деформационного и скоростного упрочнения
и температурного разупрочнения.
(2.29)
где T
– приращение гомологической температуры
в зоне деформации, m,
k, B – показатели
деформационного и скоростного упрочнения
и температурного разупрочнения.
![]()
![]() .
(2.30)
.
(2.30)
Интегрируя уравнение (2.29) с учетом (2.30), получим
![]() (2.31)
(2.31)
![]() (2.32)
(2.32)
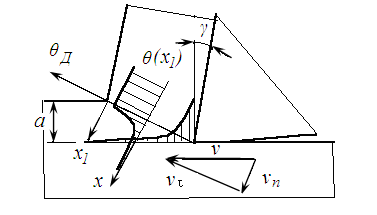
Рис. 2.10. Схема к расчету температуры деформации
Предел
текучести достигает максимума при
условии:
![]() ,
т. е.
,
т. е.
 при
при
![]() (2.33)
(2.33)
Максимальный предел текучести при резании сталей приблизительно в два раза больше, чем предел текучести этого же материала при статических испытаниях.
При больших скоростях, характерных для резания, тепловой поток, поступающий в деталь от условной плоскости сдвига, не зависит ни от скорости резания, ни от толщины срезаемого слоя:
Фд![]() (2.34)
(2.34)
С учетом теплового потока от плоскости сдвига в деталь температура деформации (рис. 2.10) может быть определена по формуле:
![]() (2.35)
(2.35)
где
![]() ,CV
=
5 МДж/м3град,
,CV
=
5 МДж/м3град,
 (2.36)
(2.36)
При
больших значениях критерия Ре,
характерных для условий обработки
сталей твердосплавными инструментами
![]() .
.
2.5. Температура полуплоскости от равномерно распределенного быстродвижущегося источника тепла
При расчете приращения температур передней и задней поверхностей инструмента используется решение о температуре полуплоскости от равномерно распределенного быстродвижущегося источника тепла.
При
увеличении критерия Пекле Ре=![]() изотермы температурного поля локализуются
вблизи оси y
и угол наклона их к этой оси уменьшается.
Соответственно нормаль к изотерме,
указывающая направление теплового
потока и градиента температуры, составляет
с осью x
малый угол
р
(рис. 2.11). Вследствие этого составляющая
теплового потока вдоль оси x
существенно больше, чем вдоль оси y.
При достаточно больших значениях
критерия Ре,
характерных
для резания, влиянием перетоков тепла
в направлении оси y
на температуру, возникающую на поверхности
движущейся полуплоскости, можно
пренебречь.
изотермы температурного поля локализуются
вблизи оси y
и угол наклона их к этой оси уменьшается.
Соответственно нормаль к изотерме,
указывающая направление теплового
потока и градиента температуры, составляет
с осью x
малый угол
р
(рис. 2.11). Вследствие этого составляющая
теплового потока вдоль оси x
существенно больше, чем вдоль оси y.
При достаточно больших значениях
критерия Ре,
характерных
для резания, влиянием перетоков тепла
в направлении оси y
на температуру, возникающую на поверхности
движущейся полуплоскости, можно
пренебречь.
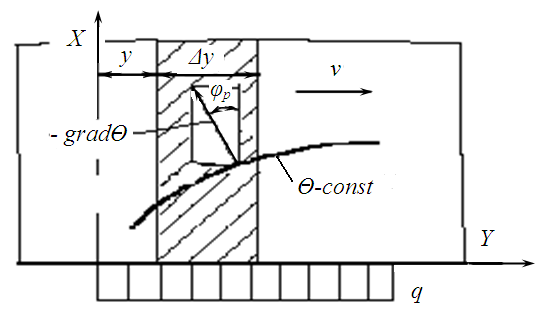
Рис. 2.11. Схема к расчету температуры в полуплоскости от быстродвижущегося равномерно распределенного источника тепла
Пренебрегая перетоками тепла вдоль оси y, элемент полуплоскости шириной y можно рассматривать как теплоизолированный полуограниченный стержень, к торцу которого в течение некоторого времени
![]() .
(2.37)
.
(2.37)
подводится постоянный тепловой поток плотностью q, а температурное поле полуплоскости – как совокупность независимых друг от друга одномерных нестационарных процессов в стержнях. Температура неограниченного стержня, к торцу которого подводится тепловой поток постоянной плотности описывается решением:
 .
(2.38)
.
(2.38)
Из формулы (2.38) при x = 0 следует, что температура на торце стержня прямо пропорциональна плотности теплового потока, обратно пропорциональна коэффициенту аккумуляции тепла и будет повышаться с течением времени пропорционально корню квадратному от времени нагрева:
![]() (2.39)
(2.39)
где
![]()
Воспользовавшись (2.38), получим
![]() . (2.40)
. (2.40)
Как следует из (2.41), при постоянной плотности теплового потока q увеличение скорости v источника тепла приводит к уменьшению температуры.