

1.7. Инструменты для обработки цветного камня
При изготовлении изделий из цветных камней применяются различные режущие инструменты. При обработке мягких камней инекоторых камней средней твердости применяют режущие инструменты, изготовленные из легированных и быстрорежущих сталей и оснащенные пластинками из твердых сплавов. К ним относятся резцы, сверла, дисковые и ленточные пилы, стамески и др.
При изготовлении изделий из камня твердых пород широко применяются абразивно-алмазные инструменты — абразивные круги из карбида кремния, электрокорунда и других абразивов. Для финишной обработки применяют всевозможные притиры и полировальники, щетки, хлопчатобумажные, войлочные и фетровые круги, пасты и абразивы.
1.7.1. Абразивные инструменты
К абразивным инструментам относятся шлифовальные круги, бруски, головки, шкурки, пасты.
Каждый абразивный инструмент характеризуется материалом, зернистостью, связкой, твердостью и структурой, а также степенью уравновешенности, механической прочностью, формой и размерами.
Зернистость инструмента, определяемая величиной зерен абразива, оказывает влияние на шероховатость обработанных поверхностей, качество поверхностного слоя, точность обработки и производительность труда.
При обработке изделий из цветных камней инструменты зернистостью 200 —160 применяют при сверлении и предварительном плоском шлифовании, 40—32 —при формообразовании, 12—5 — при обычном шлифовании и М28 — при тонком шлифовании и Доводке.
Абразивные инструменты изготавливают на керамической, силикатовой, бакелитовой и вулканитовой связках.
Твердостью абразивного инструмента принято называть сопротивление связки вырыванию зерен. Для облегчения выбора абразивного инструмента по твердости стандарт предусматривает шкалу степеней твердости: Мягкий, среднемягкий, средний. Среднетвердый, твердый, весьма твердый, чрезвычайно твердый.
Мягкие абразивные инструменты применяют для обработки твердых пород камня, среднемягкие — средних пород, весьма твердые и чрезвычайно твердые — для правки шлифовальных кругов.
Структура (строение) абразивного инструмента характеризуется количественным соотношением объема абразивных зерен, связки и пор. Различают три группы структур. Структуры номеров О, 1, 2 и 3 называют плотными, структуры 4, 5, 6, 7 и 8 —средними, а структуры 9, 10, И и 12 -- открытыми. Инструменты с плотной структурой, содержащей много зерна и имеющей поры малых размеров, используют при доводке изделий. Изготавливаются они на бакелитовой связке. Со средней или открытой структурой изготавливаются инструменты на керамической связке.
Шлифовальные круги. В соответствии с ГОСТ 2424—75 абразивная промышленность выпускает 14 типов шлифовальных кругов, различных по форме и размерам.
Чтобы правильно выбрать круг, необходимо знать его характеристику. Такая характеристика в виде условных обозначений наносится несмываемой краской на поверхность круга. Например, маркировка ЧА324А25СМ1К5ПП250Х 25 X 7635 м/с обозначает: ЧАЗ — Челябинский абразивный завод; 24А — электрокорунд белый; 25 — зернистость; СМ1 — твердость; К — связка керамическая; 5 —структура; ПП —форма круга; 250 X 25 X 76 мм — размеры круга; 35 м/с — допустимая рабочая окружная скорость.
Ш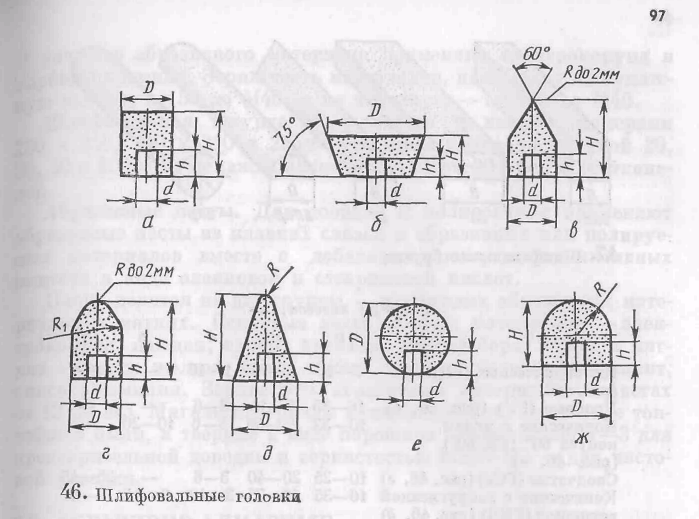 лифовальные
головки.
Для ручных электрических и пневматических
машин с гибким валом применяют абразивные
шлифовальные головки (рис. 46). Их
насаживают на стальную оправку и
закрепляют на ней эпоксидным клеем либо
ортофосфорной кислотой с окисью меди.
При обработке деталей на бормашинах
используют шлифовальные головки.
Абразивный материал головок —
электрокорунд, монокорунд или карбид
кремния, связка — керамическая.
лифовальные
головки.
Для ручных электрических и пневматических
машин с гибким валом применяют абразивные
шлифовальные головки (рис. 46). Их
насаживают на стальную оправку и
закрепляют на ней эпоксидным клеем либо
ортофосфорной кислотой с окисью меди.
При обработке деталей на бормашинах
используют шлифовальные головки.
Абразивный материал головок —
электрокорунд, монокорунд или карбид
кремния, связка — керамическая.
Абразивные бруски. При ручной обработке изделий из камня применяют абразивные бруски из белого электрокорунда и зеленого карбида кремния на керамической и бакелитовой связках (рис. 47). Бруски могут быть в сечении квадратные, плоские, трехгранные, полукруглые, круглые.
Шлифовальные шкурки. На бумагу или ткань наносят слой абразивного зерна и закрепляют его с помощью клеевых средств.
Абразивные пасты. Для доводки и полирования применяют абразивные пасты из плавких связок и абразивных или полируемых материалов вместе с добавками поверхностно-активных веществ в виде олеиновой и стеариновой кислот.
Пасты делятся на две группы — из твердых абразивных материалов и мягких. Основные виды твердых материалов — электрокорунд, наждак, карбид кремния, карбид бора, алмаз, а мягких — окись железа, окись хрома, венская известь, маршалит, окись алюминия. Зернистость абразивных материалов в пастах от 12 до М5. Мягкие материалы применяются только в виде тончайшей пыли, а твердые в виде порошков зернистостью 4—3 для предварительной доводки и зернистостью М28—М5 —для чистовой доводки.