

1.2. Литье в металлические формы
Литье в металлические формы является частью специальных видов литья и объединяет такие способы, как литье в кокиль, центробежное литье, литье под давлением. В данной работе будут рассмотрены первые два способа.
1.2.1. Центробежное литьё
Сущность этого метода заключается в заливке расплавленного металла во вращающуюся форму. Под действием центробежных сил жидкий металл прижимается к стенкам формы и в таком положении затвердевает. После затвердевания металла вращение формы прекращается и готовая отливка извлекается из формы.
Этим способом получают отливки, представляющие собой тела вращения типа втулок, колец, труб и т.п.
При центробежном литье отверстие получается без применения стержней, отливки отличаются высокой плотностью и механическими свойствами. К преимуществам этого способа следует отнести высокую производительность процесса, а также отсутствие литниковой системы, что уменьшает расход металла.
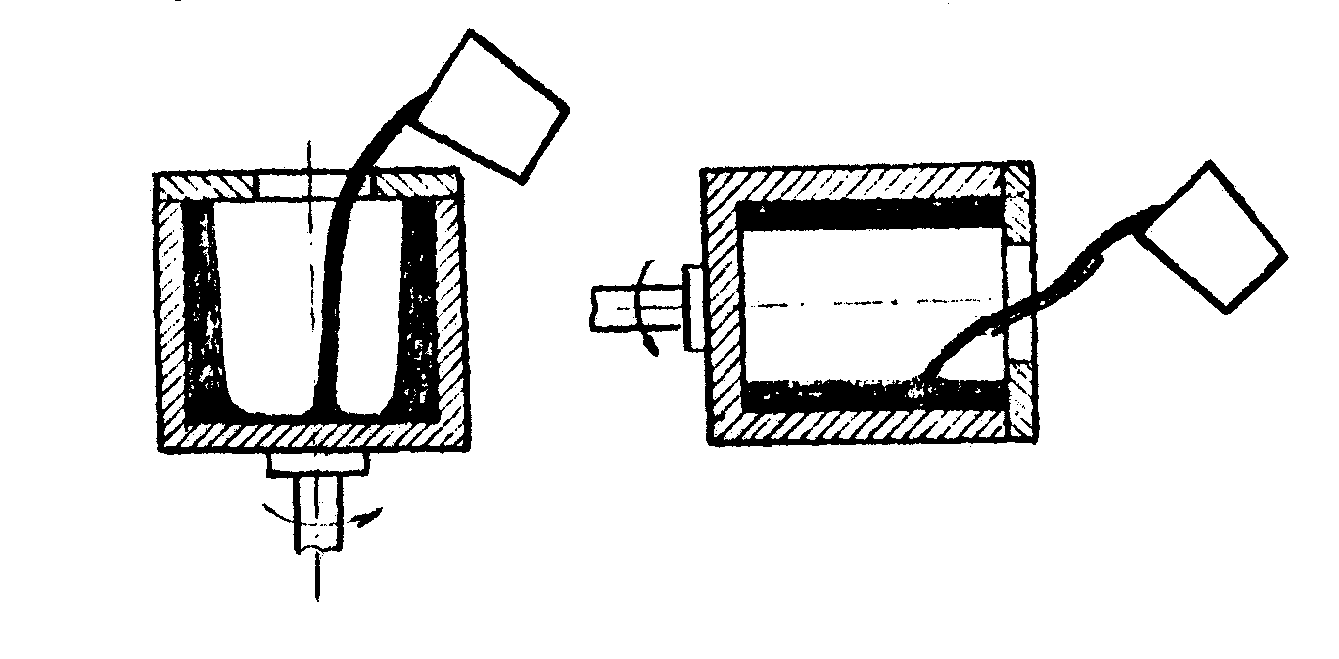
Отливки при этом способе производятся на специальных центробежных машинах. В зависимости от расположения оси вращения формы в пространстве различают машины с горизонтальными и вертикальными осями вращения (рис. 3.8).
В форме с вертикальной осью вращения внутренняя поверхность отливки получается параболической формы, вследствие чего на этих машинах отливают заготовки небольшой высоты. На машинах с горизонтальной осью вращения можно отливать заготовки практически любой длины.
а)
б)
п
п
Рис. 3.8. Схемы получения центробежных отливок:
а – с вертикальной осью вращения формы; б – с горизонтальной осью вращения формы
На рис. 3.9 представлена схема общего вида центробежной машины с горизонтальной осью вращения для отливки детали втулка.
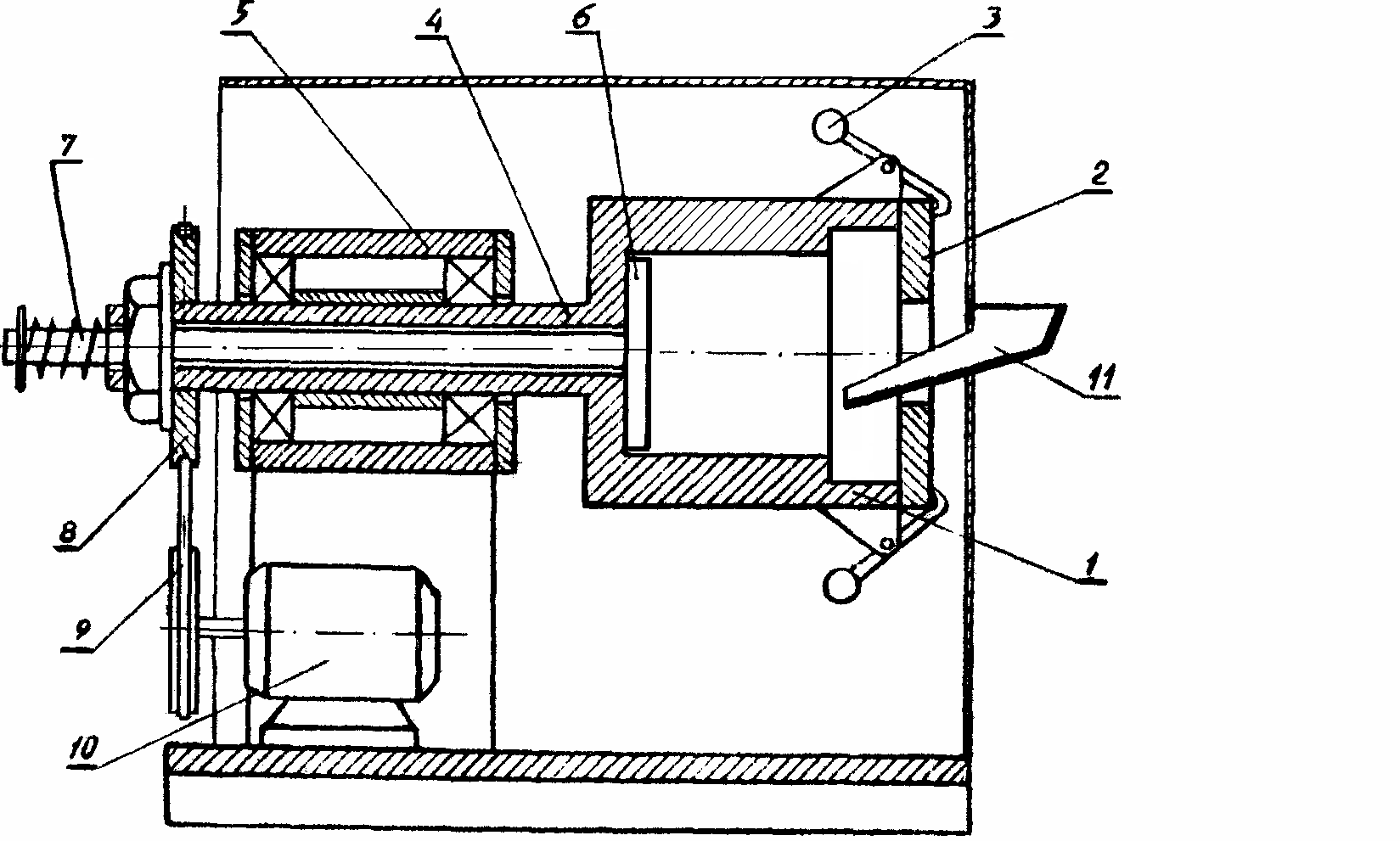
Рис. 3.9. Схема общего вида центробежной машины: 1 – разъёмная форма;
2 – крышка; 3 – зажим; 4 – несущий вал; 5 – корпус; 6 – толкатель; 7 – подпружиненная штанга; 8, 9 – клиноремённая передача; 10 – электродвигатель; 11 – лоток
Вращающаяся разъемная форма 1 закрывается крышкой 2 с помощью подпружиненных зажимов 3. Несущий вал 4 литейной формы вращается в корпусе 5 на двух подшипниках от электродвигателя 10 через клино-ремённую передачу 8 и 9. Для выталкивания отливки из формы служит подпружиненная штанга 7 с толкателем 6. Заливка жидкого металла осуществляется через лоток 11.
1.2.2. Литьё в кокиль
Кокиль – это постоянная металлическая форма, выполняемая из чугуна или стали. Принцип заливки жидкого металла в кокиль такой же, как и в песчано-глинистые формы через литниковую систему.
Литьё в кокиль значительно выгоднее, чем литьё в песчано-глинистые формы за счет его многократного использования. Кокили в зависимости от заливаемого в них сплава могут выдержать большое количество заливок (от сотен до десятков тысяч). Стойкость кокилей будет зависеть от температуры заливаемого сплава: чем ниже температура, тем выше их стойкость. Стойкость кокилей повышают предварительным их подогревом.
Отливки, получаемые при литье в кокиль, отличаются чистотой поверхности, точностью размеров, высокими механическими свойствами.
Однако применение кокилей ограничивается деталями сравнительно простой конфигурации, так как выполнить в металле контур детали сложной формы трудно и весьма дорого.
Из всего объема литья в машиностроении методом литья в кокиль получают до 45 % всех отливок из алюминиевых и магниевых сплавов, 11 % чугунных отливок и только 6 % – стальных. Чугунные отливки получаются с отбелённой структурой, поэтому их подвергают графитизирующему отжигу.
Экономическая целесообразность применения литья в кокиль имеет место в серийном и массовом производстве за счёт возможности частичной или полной механизации процесса.
По конструкции кокили бывают вытряхные, разъемные из двух или нескольких частей, с металлическими или песчаными стержнями, с толкателями для извлечения отливок из формы и т.п.
Наиболее простыми по конструкции являются вытряхные кокили, которые применяются большей частью при отливке чугунных и стальных отливок. На рис. 3.10 приведен разрез вытряхного кокиля для отливки чугунных втулок.
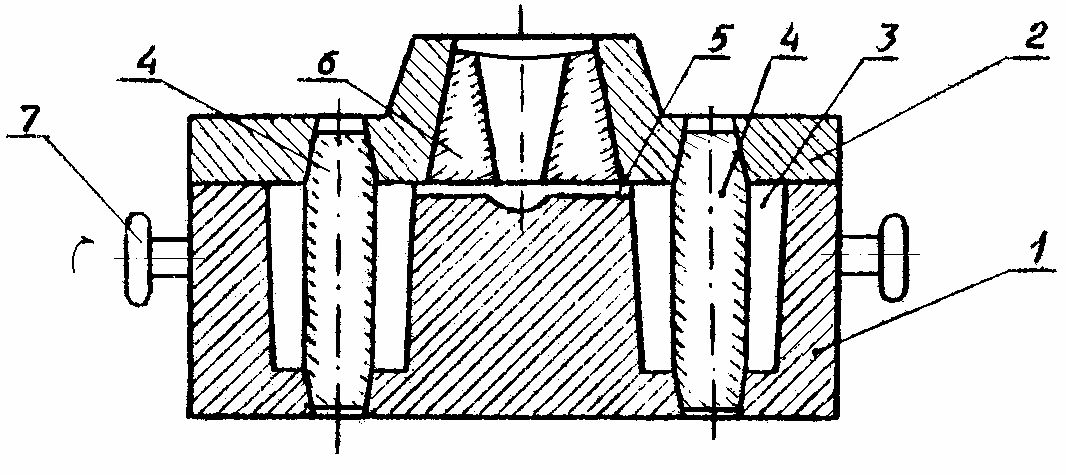
Рис. 3.10. Вытряхной кокиль: 1 – корпус; 2 – крышка; 3 – полость для отливки; 4 – стержень; 5 – литниковые каналы; 6 – литниковая чаша; 7 – цапфы для поворота кокиля на 180 º
Для отливки деталей из алюминиевых и магниевых сплавов применяются более сложные конструкции кокилей с металлическими стержнями, с толкателями и механизированным разъёмом.
На рис. 3.11 показана схема общего вида кокиля с вертикальной плоскостью разъема для отливки детали хомут из алюминиевого сплава.
Кокиль состоит из неподвижной части 1 и подвижной части 2. Внутри неподвижной части выполнена полость 3, образующая форму детали хомут. Внутри полости установлен металлический стержень 5, образующий в отливке отверстие. Заливка металла в форму осуществляется через литниковую чашу 4 и щелевой питатель. Подвижная часть кокиля перемещается с помощью винта 6, установленного в задней стойке 7, по направляющим 8. После затвердевания отливки полуформу 2 кокиля отодвигают и отливка удаляется при помощи толкателей 9.
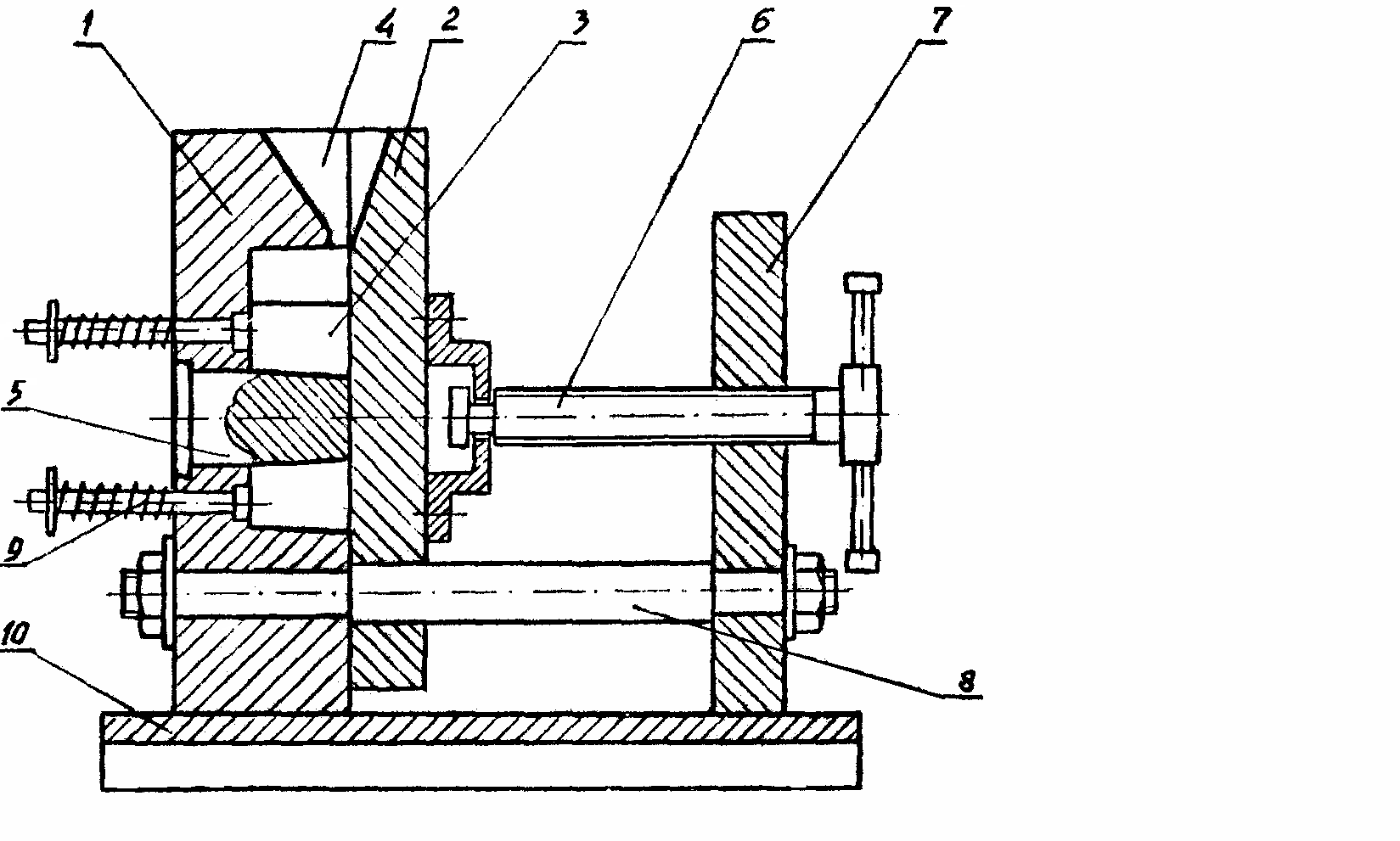
Рис. 3.11. Схема общего вида разъёмного кокиля