

12 Моделирование процесса непрерывного нагрева цилиндрической и плоской поверхности (сканирование)
Цель:Скорректировать параметры индуктора или процесса для получения температуры поверхности, соответствующей заданной закалочной температуре (при быстром индукционном нагреве она может быть принята 950 °С)
Таблица 17 – Параметры исходной индукционной системы
|
Заготовка |
XInt., см |
XExt., см |
Длина, см |
Ширина, см |
Материал |
T, °C |
|||||
|
0 |
3,0 |
|
20 |
0,4 % С Steel |
20 |
||||||
|
Индуктор (ветвь) |
G, см |
W, витков |
H, см |
, см |
Ширина, см |
ТрубкаT×A×d, см |
tconc, см |
||||
|
прямая |
0,3 |
2 |
3,4 |
4 |
20 |
1,5×1,5×0,2 |
- |
||||
|
обратная |
0,3 |
2 |
3,4 |
20 |
1,5×1,5×0,2 |
0,5 |
|||||
|
Процесс |
f, Гц |
Pind, кВт |
v, см/с |
Охлаждение наружное |
Охлаждение внутреннее |
Q, см |
|||||
|
66000 |
50 |
3 |
Forced Water Shower 0,28 m/s |
Natural |
10 |
||||||
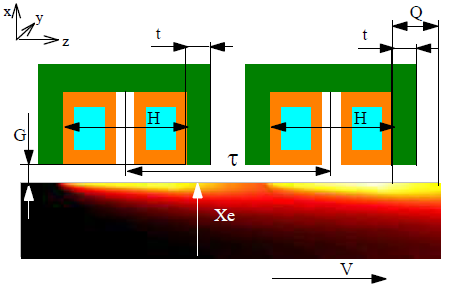
Рисунок 39 – Сканирующий индуктор
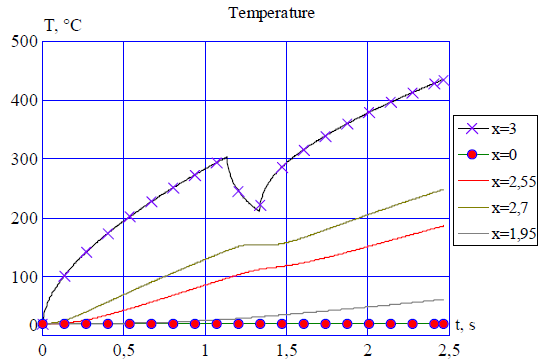
Рисунок 40 – Распределение температуры в заготовке в течение нагрева
Как видно из графика распределения температуры (рисунок 40) температура поверхности составляет 442°С, что не соответствует требованиям.
Скорректируем процесс нагрева изменив параметры индуктора и процесса
Таблица 18 — Параметры скорректированного индуктора
|
Заготовка |
XInt., см |
XExt., см |
Длина, см |
Ширина, см |
Материал |
T, °C |
|||||
|
0 |
3,0 |
|
20 |
0,4 % С Steel |
20 |
||||||
|
Индуктор (ветвь) |
G, см |
W, витков |
H, см |
, см |
Ширина, см |
ТрубкаT×A×d, см |
tconc, см |
||||
|
прямая |
0,2 |
1 |
1,5 |
4 |
20 |
1,5×1,5×0,2 |
- |
||||
|
обратная |
0,2 |
1 |
1,5 |
20 |
1,5×1,5×0,2 |
0,5 |
|||||
|
Процесс |
f, Гц |
Pind, кВт |
v, см/с |
Охлаждение наружное |
Охлаждение внутреннее |
Q, см |
|||||
|
20000 |
60 |
2 |
Forced Water Shower 0,28 m/s |
Natural |
0 |
||||||
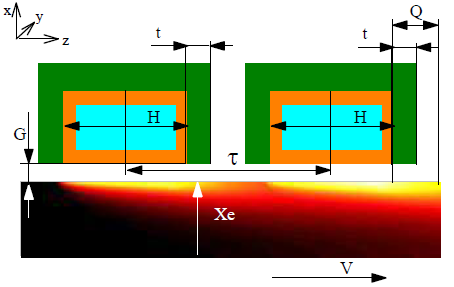
Рисунок 41 – Сканирующий индуктор

Рисунок 42 – Распределение температуры в заготовке в течение нагрева
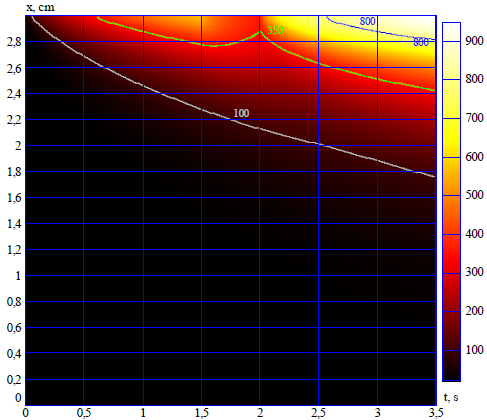
Рисунок 43 – Цветовая карта температурного поля в заготовке
Изменив параметры индуктора, а именно сделав его одновитковым, уменьшив расстояние между индуктором и заготовкой, а также увеличив мощность и несколько замедлив его движение вдоль заготовки, удалось добиться требуемой температуры закалки изделия(953°С).
Таблица 19 – Сравнение исходной и скорректированной систем нагрева
|
N |
Ii, А |
Pi, кВт |
Ui, В |
cosφi |
Z, Ом |
η |
B, Тл |
Tmax, °С |
|
1 |
789,8 |
50 |
127,9 |
0,495 |
0,162 |
0,93 |
0,11 |
452 |
|
2 |
2636 |
60 |
89 |
0,26 |
0,034 |
0,83 |
0,28 |
953 |